K16A型矿石漏斗车底门结构组装工艺优化
2021-02-26 11:40曹东旭王彦元
金属加工(热加工) 2021年1期
曹东旭,王彦元
中车株洲车辆有限公司 湖南株洲 412003
1 序言
K16A型矿石漏斗车全车共装有两对底门,设有两组底门开闭机构,每组分别控制一对底门。前几批次生产的车辆在运行过程中,部分车辆底门结构出现了双向风缸前盖漏风、底门不能全开、门缝间隙过大及底门开闭不灵活等问题。针对这些问题,对影响底门结构组装质量的因素进行了分析,并提出了合理的控制措施。
2 底门及底门开闭机构
底门由上下横梁及连接梁、门板、门端梁、折页等组成[1]。上下门梁和连接梁材质为Q450NQR1冷弯型钢,门板厚度为6mm,两端焊有端板,上横梁焊有三副铸钢折页,如图1所示。
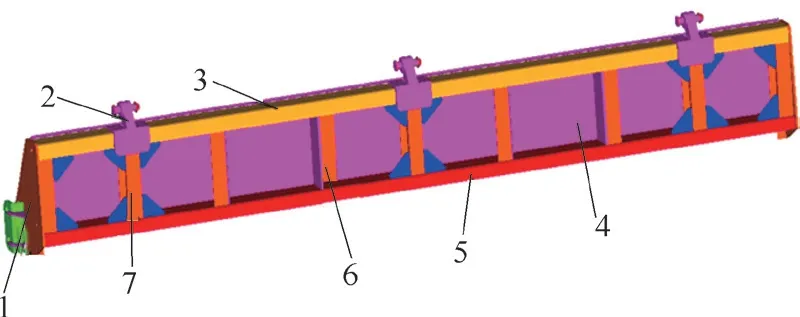
图1 底门结构
底门开闭机构由356mm×270mm双向风缸、传动轴、轴承、齿轮、曲拐及开闭杠杆等组成,如图2所示。底门通过开闭杠杆与曲拐的自锁偏心距及钩锁联合实现自锁,自锁偏心距为(16±8)mm。
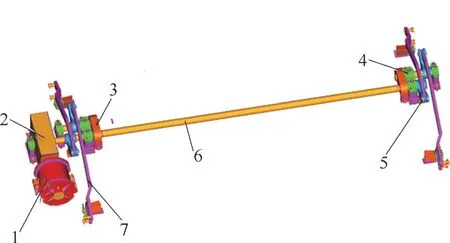
图2 底门开闭机构结构
3 底门结构组装质量的影响因素
通过对前几批次的生产及现场组焊情况进行分析,底门结构组装质量的影响因素主要与漏斗组成、底架组成、底门开闭机构及底门组成4个部件的组装质量相关,具体分析如下。
(1)漏斗组成对底门组装质量的影响 主要表现为门缝间隙超差。漏斗组成中纵脊下部直线度超差会导致门缝间隙过大;漏斗组成的装配位置误差过大会导致漏斗口尺寸超差,从而造成门缝间隙过大。
(2)底架组成对底门组装质量的影响 主要表现为底门开闭的灵活性和门缝间隙超差。底架侧梁两折弯点之间的距离不足会导致底门与侧梁干涉,从而影响底门开闭的灵活性;底架中梁组成上平面的平面度超差会导致底门开闭机构传动轴安装困难及开闭机构的灵活性;底架门间、门端横梁组成的装配位置影响横梁组装尺寸,会导致漏斗口尺寸超差从而造成门缝间隙过大。
(3)底门开闭机构对底门组装质量的影响 主要表现为底门开闭的灵活性和底门开闭性能。底门开闭机构中齿条装配不平会导致开闭风缸憋劲或齿条异常磨耗,从而影响底门开闭灵活性;底门开闭机构中滚轮装配位置过高会导致齿条跳齿,装配位置过低会导致齿轮齿条憋劲,从而影响底门开闭灵活性;底门开闭机构中同一根传动轴上的轴承座装配同心度超差会导致传动轴憋劲,从而影响底门开闭灵活性;底门开闭机构中开闭杠杆与底开门的连接销的装配位置会影响自锁偏心距,从而影响底门开闭性能;底门开闭机构中曲拐挡装配高度会影响开闭机构自锁偏心距,从而影响底门开闭性能;底门开闭机构中锁钩与锁销的配合会影响底门开闭灵活性;底门开闭机构中托板装配位置会影响关门时锁钩落位,从而影响底门开闭性能;底门开闭机构中支座组成装配位置会影响锁钩与锁销的配合,从而影响底门开闭性能。
(4)底门组成对底门组装质量的影响 主要表现为底门开闭的灵活性、底门性能和门缝间隙超差。底门组成中同一底门上的底门折页孔同轴度会影响底门开闭灵活性;上下横梁的装配位置会影响门端板位置,进而影响底门性能;底门板上下边直线度会影响门缝间隙;门端板的位置影响与开闭杠杆连接销的位置与死点量,同时销孔的同轴度会影响销的灵活性,从而影响底门性能。
4 底门结构组装工艺优化
通过对上述影响因素的分析,针对各影响因素,提出了有效的组装优化方案和控制措施。
(1)漏斗组成组装工艺优化 漏斗组成中纵脊组装时长度方向以纵鞍板缺口位置中心线为基准,控制纵鞍组装尺寸,缺口位置尺寸按照上差控制,总长按照下差尺寸控制,纵脊焊接时需要配置工艺撑控制下部直线度;纵鞍下部的纵鞍梁调整到底架组装再进行配装,确保漏斗口尺寸合格。
(2)底架组成组装工艺优化 侧梁组装时两折弯点之间的距离尺寸按上差进行控制;中梁上平面轴承座安装位置焊接工艺垫板并进行整体机加工,确保中梁组成上平面的平面度合格;底架组装时以中梁中心线为基准定位组装枕梁组成,枕梁组成组装尺寸按上差控制,然后以枕梁为基准装配门端横梁和门间横梁,枕梁与门间横梁、门间横梁与门间横梁的组装尺寸按下差控制,枕梁与门端横梁、门端横梁与门端横梁的组装尺寸按上差控制。
(3)底门开闭机构组装工艺优化 底门开闭机构组装按照严格的先后顺序,首先将长轴、短轴及轴承座组装成工艺件,并调试到长短轴能灵活转动;再将工艺件组装到底架上,固定好轴承座,通过轴承座与底架之间的调整垫板保证长短轴能灵活转动;将齿条与齿轮配装,通过双向风缸与底架之间的调整垫板保证齿轮齿条正常啮合并确保齿条水平;将滚轮与齿条配装,确定滚轮的装配位置;利用死点量检测样板,通过曲拐挡、开闭杠杆及底门端板的装配,来确定曲拐挡的高度和底门端板的位置;最后装配锁钩、锁销、托板,并进行调试,确保锁钩与锁销正常落位。
(4)底门组成组装工艺优化 底门组装时通过上下横梁之间的对角线来控制组装尺寸,确保底门端板能正常组装;底门折页通过样板进行装配,确保3个底门折页孔同轴;组焊完成后检测底门板上下边的直线度,对直线度超差的地方进行调校;底门端板上的销孔整体进行加工来保证同轴度。
5 结束语
通过上述优化方案和控制措施,中车株洲车辆有限公司顺利完成了K16A型矿石漏斗车小批量生产,底门结构组装质量问题得到了有效解决。
猜你喜欢
大理文化(2020年3期)2020-06-11
专用汽车(2020年3期)2020-04-07
水运工程(2020年2期)2020-02-26
金属加工(热加工)(2020年12期)2020-02-06
物流技术与应用(2019年6期)2019-07-16
现代妇女(2018年8期)2018-08-23
重型机械(2016年1期)2016-03-01
新时代职业教育(2016年2期)2016-02-06
汽车零部件(2014年11期)2014-09-18
小学生作文选刊·低年级版(2014年3期)2014-03-27