药芯焊丝熔覆焊缝伸长率下降原因分析
2021-02-26 11:40吴敏敏陆传航程晋宜王林昌王曼曼
金属加工(热加工) 2021年1期
吴敏敏,陆传航,程晋宜,王林昌,王曼曼
1.海洋石油工程(青岛)有限公司 山东青岛 266520
2.青岛海西重机有限责任公司 山东青岛 266520
1 序言
药芯焊丝对于钢种的焊接适应性强,可以提供所需要的焊缝化学成分。工艺性能较好,焊缝成形良好,施工效率高,目前在海洋工程行业内的应用较为广泛。
在某外方项目的焊接工艺开发过程中,按照设计规格书要求需对熔覆的对接接头进行全焊缝拉伸试验。某常用药芯焊丝在单面焊焊接试验中连续出现了试样伸长率不满足设计要求的现象。
本文通过对拉伸试验中失败的断裂试棒进行化学成分、硬度等测试,分析了导致伸长率失败的原因,并提出了切实可行的改善措施。
2 试验材料及方法
2.1 试验材料
试验材料来自正常焊接试验件,母材制造标准为B S E N 10225 S355G7+N,试块尺寸为1000m m×600m m×40m m,强度符合标准设计要求。试件坡口为单边45°,焊接材料选用等级为E7018-G进行打底焊,填充及盖面焊材等级为E81T1-K2M的某气体保护焊药芯焊丝,保护气为符合AWS A5.32 SG-AC-20的Ar与CO2混合气。母材及焊材具体化学成分及力学性能见表1、表2。
焊接过程采取的预热温度为50℃,控制层间温度为70~80℃,具体焊接参数见表3。
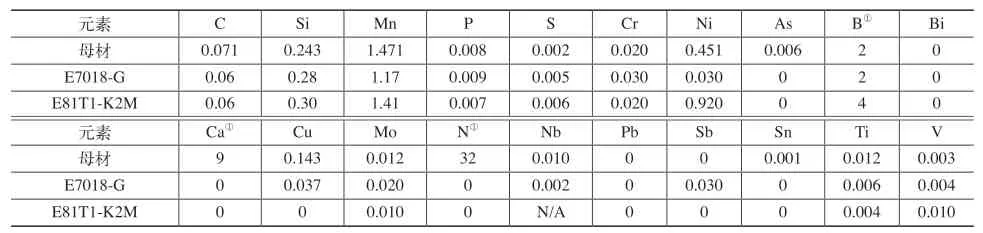
表1 母材及焊材化学成分(质量分数) (%)

表2 母材及焊材力学性能

表3 焊接参数
焊接完成后对焊接试件进行了外观、内外壁的磁粉检测以及RT检测。
无损检测并未在焊缝中发现超标缺陷,因此试件合格。同时,按照规格书要求,针对试件制作了宏观检测试样(见图1),宏观检测也未发现任何肉眼可见的缺陷。

图1 宏观检测试样
按照表1的参数焊接完成后,加工出符合ASTM A370标准的圆棒试样(见图2)。拉伸试件取自靠近上表面的区域,同时对焊缝中心加工夏比冲击试样,两组试件中心位置基本一致,拉伸试验结果见表4。

图2 标准拉伸试样
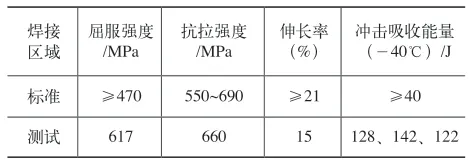
表4 拉伸试验结果
从测试结果可以发现,焊缝强度及低温冲击吸收能量均满足标准要求,但焊缝的伸长率较低,完全不满足技术要求。以往拉伸测试失败更多的表现为抗拉强度不符合要求,而出现强度符合要求但伸长率不符合技术要求的情况较为少见。
2.2 试验方法
为分析伸长率不合格的原因,针对拉伸试样开展了扫描电子显微镜观察,同时对断口区域进行了成分分析,判断是否有成分偏析等原因。同时对断口进行了维氏硬度检测,对断口取样后进行微观组织观察,确认有无异常组织。
3 检测结果
3.1 扫描电子显微镜观察
通过扫查可以发现断口区域出现两处较为明显的、发亮的瓷白色椭圆或近似圆形的凹坑,周围呈灰暗色纤维状,白色区域心部有个明显的小黑点,此区域是典型的鱼眼白点。
从鱼眼白点的全貌可以看出,鱼眼周围区域呈现准解理段断裂形貌。

图3 扫描电子显微镜扫查结果
为分析鱼眼内部白点核颗粒状的组织成分是否为夹杂物,对图中标记区域进行了EDX半定量分析,根据测试结果(见表5)可以推断,夹杂物为粗大的非金属Ti-Mn系氧化物。
根据以往研究,鱼眼白点是在拉伸试样颈缩至断裂之间出现的,对于测试试样的抗拉强度和屈服强度并没有多大的影响,但降低了材料的伸长率。这可以解释表4中出现的仅伸长率不合格而其他抗拉性能并未受到影响的现象。
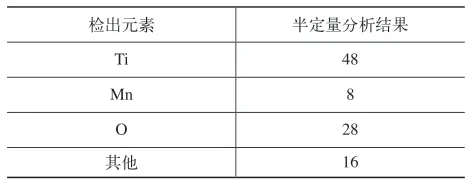
表5 半定量分析结果(质量分数) (%)
鱼眼白点并非是材料的固有缺陷[1],而是拉伸试样中局部的脆断区域,通常认为白点是氢脆的表现形式之一。白点内存在的夹杂物对于氢的富集有显著作用,因此解决白点的问题可以从降低氢的产生和聚集方面考虑改善措施。
3.2 微观组织观察
焊接过程形成的不平衡组织对于氢脆较为敏感,因此需对断口区域采集试样进行微观组织观察。图4中微观组织显示,焊缝断口组织无论是再热区域的细晶或者粗晶区域均以针尖状的铁素体为主,并未出现魏氏体组织。
由于白点范围极小,在贴近此区域进行金相磨面难度较高,因此图4中区域仅反应的是焊缝内非白点区域的组织。而根据以往研究,贴近白点的区域极容易出现魏氏体组织[1]。

图4 断口微观组织
3.3 维氏硬度分析
针对断口取样进行维氏硬度检测,结果见表6。由表6可知,断口的硬度分布较为均匀,并未出现任何硬度超标数值。
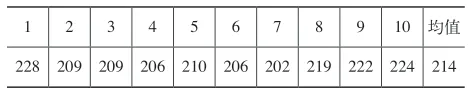
表6 硬度检测结果 (HV10)
3.4 熔覆化学成分分析
化学成分的改变将影响接头的各项性能,特别是当保护效果不良时,将造成有益元素的烧损,不利于保证接头的力学性能。表7为对断口取样进行的化学成分分析结果,从中可以看出断裂接头并不存在异常,并且N含量极低,因此可以推断焊接过程中药芯焊丝的保护气对于熔池的保护效果较好。

表7 断口处化学成分(质量分数) (%)
3.5 小结
通过上述的所有测试可以推断,拉伸试样断口存在鱼眼白点现象,且熔敷金属组织及化学成分未见异常。由此判断,以粗大的非金属夹杂物为中心,聚集了扩散氢,并且由此引发局部氢脆从而导致伸长率降低。
4 解决措施
焊缝熔敷金属中的氢主要来源于焊接原材料中的水和其他含氢物质。原材料中的水在高温以及电弧作用下很容易分解生成氢原子或氢离子等进入熔敷金属。
同时,焊接施工过程中周围环境的水分、油脂、油漆等含氢化合物、基体表面的锈层等构成焊缝中扩散氢的另一类来源。这部分物质生成的氢会被液相金属表面吸附后溶入金属,或经过熔渣层以扩散形式溶入液态金属中[2]。
在施工中,可以通过以下措施减少氢的来源和脱氢:①在试件两侧25mm内进行打磨处理,吹扫飞溅。②提高预热温度至65℃以上,层间温度维持在110~200℃,并持续进行监控。③焊丝开封后应在8h内使用完毕。④采取后热消氢处理。
按照上述措施处理后,重新采用相同的焊接参数完成相应的焊评试件焊接,并再次进行拉伸试验测试。测试结果显示,圆棒试样伸长率提升至标准规定的21%以上,未再出现任何低于标准的测试数据,改善效果显著。
5 结束语
本文通过对拉伸试验失败试样进行扫描电子显微镜扫查,对化学成分、微观组织等进行观察分析,得出了拉伸试验伸长率大幅降低的原因。同时,针对产生原因,提出了改进措施,结论如下。
1)药芯焊丝熔覆金属拉伸试验中出现的强度符合要求,但伸长率大幅下降的原因在于拉伸过程中出现的鱼眼白点。
2)鱼眼白点本质上是局部的氢脆,白点区域存在Ti-Mn系氧化物。
3)通过减少氢的来源和脱氢措施,可以有效避免此类问题的产生。
猜你喜欢
东方企业家(2022年9期)2022-11-25
北京航空航天大学学报(2022年8期)2022-08-31
花火·慧阅读(2022年5期)2022-05-21
锻压装备与制造技术(2021年6期)2022-01-17
快乐作文(5.6年级)(2021年11期)2021-12-17
摄影之友(影像视觉)(2018年6期)2018-07-06
金属加工(热加工)(2018年2期)2018-03-22
饮食与健康·下旬刊(2017年1期)2017-02-08
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18