调头铣削大型型腔的方案设计
2021-03-01 07:16鲁磊赵忠刚
金属加工(冷加工) 2021年2期
鲁磊,赵忠刚
1.山东能源重装集团新汶公司 山东新泰 271222
2.山东新泰德泰机械有限公司 山东新泰 271200
1 序言
在铣削铸造铝砖模具的过程中,有些模具形体较大,超出了设备的加工能力,公司进行了二次外协,但工件的加工尺寸也达不到要求,特别是其长度公差。为此,我们经过认真研究,改进加工方案并优化加工程序,不但实现了各类铸造铝砖模具的加工,而且确保了加工质量。现以龙门立式数控铣床(华中数控HNC-808e)加工铸造铝砖二级模具(见图1)为例对该类大型模具的加工方案进行详细阐述。
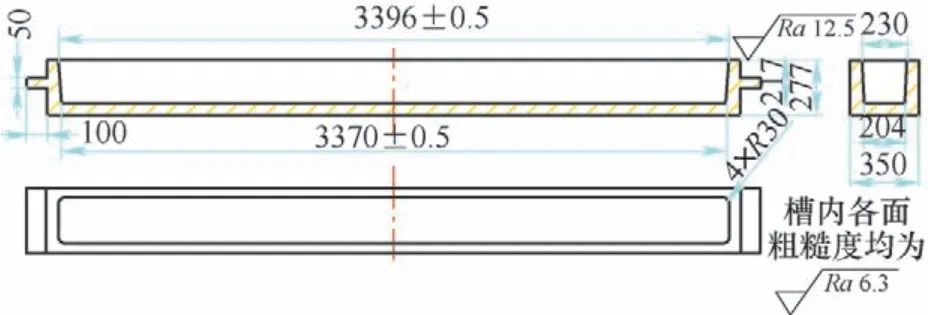
图1 铸造铝砖模具
2 加工工艺与工件装夹
该毛坯为铸造件,材质为HT250。由图1可知,该毛坯是加工内腔和上、下面。其单边加工余量均在4~6mm。
首先,在普通立式龙门铣床上加工其上面;其次,划槽口纵向中心线、横向中心线和槽口加工线,并于底部的侧面在全长范围铣20m m高的工艺基准(该基准必须与工件槽口纵向中心线平行);最后,将其装夹在立式数控龙门铣床上进行加工。
由于公司现有立式龙门铣床的X轴行程只有2200mm,需要对该工件进行调头铣削。为防止工件因悬伸过大而发生设备故障以及导致工件装夹后的变形,必须对悬伸部分进行支撑。由于该工件加工一半长度时,其另一半的悬伸部分没有超出床身的长度,而在铣削至工件左端时,工件的绝大部分超出了床身,因此,我们采取了分别在床身和地面上各安装一套滚筒架的方式,装夹示意如图2所示。工件尽量安置在工作台横向的中部,在其已加工定位侧的工作台T形槽内安置定位块,将工件的工艺基准靠实定位块,并用4个压板将其压紧,压板不得伸入到工件槽内,螺栓尽量低一些,以防止在加工过程中干涉主轴部位的运行。
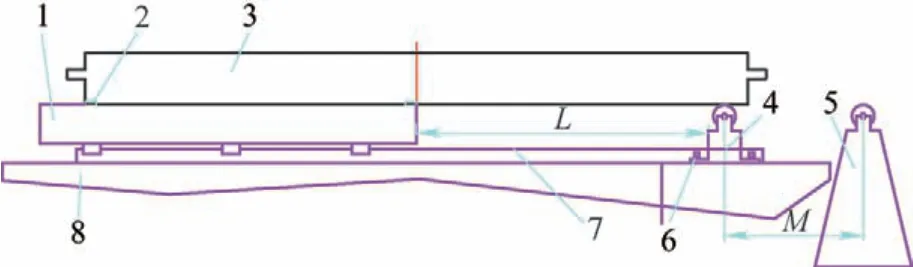
图2 铸造铝砖模具装夹示意
需要注意的是,床身上的滚筒架即小滚筒架至工作台右端面的距离L必须大于铣削槽长的一半,且不得超出工件的右端,需要在床身上钻攻螺纹孔,用螺栓将其与床身紧固在一起,以防止在使用过程中发生位移。地面上的滚筒架即大滚筒架与小滚筒架的距离M取其铣削行程的一半左右即可。小滚筒架的滚筒上面必须与工作台面同一高度,调整时,保证工作台处和小滚筒架处工件底面与导轨上面的距离一致。测量时,在导轨上加辅助平铁,测量平铁与工件底面的距离相同即可。大滚筒架的滚筒上面也必须与工作台面一致,调整时,先不安置小滚筒架,将工作台适当右移,使工件底面搭接在大滚筒架的滚筒上面,也是分别测量工作台处导轨上的平铁与工件底面的距离和导轨右端处辅助平铁与工件底面的距离,直至用百分表校正工件槽口端面的平面度在0.05mm范围内为止。
3 加工程序
所用刀片为直径12m m的圆刀片,刀盘直径63mm。铣削初始状态刀片位置如图3所示,刀片超出槽口边线0.359mm。工件坐标系设定示意如图4所示,由于槽的斜面斜度一致,所以,其X向和Y向的初始行程须加上此值。由图1可知,槽口的半长为3396÷2=1698(mm),因此,其初始长度值为1698.359mm;槽口的半宽为230÷2=115(mm),因此,其初始长度值为115.359mm;槽底半长为3370÷2=1685(mm)。铣完周边后,底部剩余的岛型台阶宽为204-63×2+12=90(m m)、高4~6mm,由槽底纵向中心线一分为二后,单侧宽度45mm,每层铣两刀即可。刀路轨迹的Y值取±22.5,X值取20,下刀点为X20Y22.5。
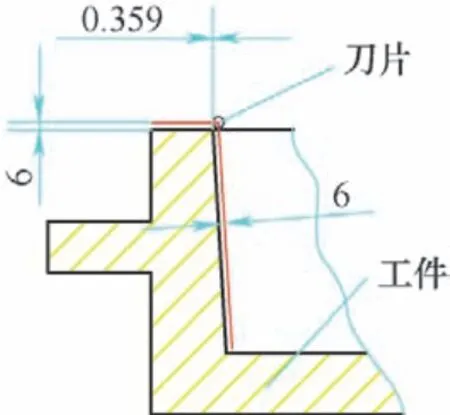
图3 铣削初始状态刀片位置

图4 工件坐标系设定示意
加工程序如下。

4 加工注意事项
加工槽前,必须对槽口进行划线,尽量使各边加工余量均匀,并划其横向的中心线。
将工件按图2所示方式装夹后,先用中心钻校正横向中心线,并测量中心钻尖至槽口两边的纵向边线距离,使其相等,确定工件的坐标系原点,设置工件坐标系G54的X、Y值。然后,在Y向移动主轴140mm,并在其槽口端面的纵向中心线上钻φ5mm的小孔,如图4所示。当调头铣削另一半槽时,所用加工程序不变,只用中心钻校正其φ5mm的小孔(以确定工件X轴的中心点),再Y向移动主轴140mm,便使主轴中心移到了工件的坐标系原点上,再重新设置一次工件坐标系G54的X、Y值即可,其Z轴零点在工件槽口的端面上。
5 结束语
该加工方法的关键点是双级滚筒架的利用技巧以及利用校正中间的小孔确保工件坐标系的原点在X轴的准确性,较好地控制了调头加工工件的纵向加工尺寸,并确保了较小设备加工较大型工件的精度要求,对于类似大型工件在较小设备上的加工提供了参考。
猜你喜欢
河南水利与南水北调(2021年4期)2021-07-05
福州大学学报(自然科学版)(2020年6期)2020-12-25
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
邢台学院学报(2016年4期)2016-02-28
电机与控制应用(2015年7期)2015-03-01