GCr15钢轴承内套圈滚道不规则碳化物的成因
2021-03-01 08:25胡润川赖承班闵永安
机械工程材料 2021年2期
胡润川,赖承班,闵永安
(上海大学材料科学与工程学院,省部共建高品质特殊钢冶金与制备国家重点实验室,上海 200444)
0 引 言
碳化物是GCr15轴承钢组织中的重要组成相之一,主要起到第二相强化以及增强耐磨性的作用[1-2]。退火态GCr15轴承钢组织中的碳化物质量分数约为14%,而淬火后碳化物质量分数一般控制在5%7%。淬火的作用是固溶一部分碳化物以提高基体的强度与硬度,留下一定量的未溶碳化物来保证轴承钢良好的耐磨性[1,3]。轴承套圈对碳化物的尺寸、圆整度与均匀性等均有一定的要求。若碳化物粗大、形状不规则,或成分偏析严重,则在轴承服役过程中易引起应力集中,从而加速疲劳裂纹萌生和扩展[4-6],进而降低轴承疲劳寿命。因此,控制碳化物质量是提高轴承寿命的重要途径。高温扩散、控轧控冷等方法[7]可有效控制轴承钢中碳化物偏析程度,碳化物超细化热处理工艺[8-10]可使碳化物分布均匀、形状细小圆整。某公司制造的某型号GCr15钢轴承的疲劳寿命离散度较大,偏离正常范围,其主要失效形式为轴承内套圈滚道的早期疲劳剥落,分析表明疲劳剥落与滚道表层带尖角的不规则碳化物有很大相关性,而有关此类碳化物的研究很少。因此,作者基于轴承内套圈的生产流程,分析在轴承套圈生产制造过程中碳化物形貌与含量的变化,探究不规则碳化物的成因。
1 试样制备与试验方法
试验材料包括失效GCr15钢轴承套圈、同批次的锻造态GCr15钢轴承套圈和球化退火态GCr15钢轴承套圈,套圈壁厚均为8.5 mm,化学成分(质量分数%)为0.98C,1.43Cr,0.23Si,0.33Mn,0.009S,0.008P。失效套圈取自内套圈,其失效形式为接触疲劳剥落,热处理态为淬回火态。锻造态套圈的工艺:将GCr15钢棒感应加热至1 150 ℃左右,热切下料后镦粗,在1 050~1 150 ℃间进行冲孔,得到外环件与内圆柱;外环件在850~1 050 ℃间经辗环、辗挤滚道等工序后制成外套圈毛坯;内圆柱在950~1 050 ℃间进行镦粗、冲孔,然后于850~1 000 ℃间进行辗环,在800~900 ℃间辗挤滚道后制成内套圈毛坯;对内、外套圈进行强制控冷,降至600 ℃左右进行堆冷。对锻造后的套圈进行两段式球化工艺退火,即将套圈加热至790 ℃保温2 h,降温至720 ℃保温5 h。
在不同轴承内套圈上截取试样,经过磨削、抛光,用体积分数4%的硝酸溶液腐蚀后,利用LV150型光学显微镜(OM)和ZEISS SPURA 40型扫描电镜(SEM)观察内套圈滚道表层与两侧的显微组织与二次碳化物形貌,观察部位如图1所示。在锻造态内套圈上取若干尺寸为10 mm×5 mm×2 mm的相变试样,经过磨削、抛光,用体积分数4%的硝酸溶液腐蚀后,利用显微硬度压痕在二次碳化物处作标记,然后在扫描电镜下观察标记处的显微组织。用DIL-805A型热膨胀仪将相变试样以50 ℃·s-1的速率真空加热至1 150 ℃,分别保温3,30,300 s,再以100 ℃·s-1的速率冷却至500 ℃保温10 min后空冷。采用扫描电镜观察标记区域的显微组织变化,原位分析二次碳化物保温不同时间后的溶入程度。采用DIL-805型热膨胀仪将相变试样以10 ℃·s-1的速率加热至980 ℃并保温30 min,再分别以1,10,30 ℃·s-1的速率冷却至500 ℃保温10 min后空冷,分析不同冷却速率下二次碳化物的形貌。采用Thermal-calc软件计算平衡冷却条件下GCr15钢在不同温度下析出的碳化物中铬含量的变化。

图1 轴承内套圈显微组织的观察部位示意
2 试验结果与讨论
2.1 不同状态轴承内套圈的显微组织
由图2可以看出:早期疲劳剥落失效轴承内套圈的显微组织为典型的回火马氏体+未溶碳化物;内套圈滚道表层存在明显的碳化物偏析带,偏析带中的二次碳化物数量较多,尺寸大,粒径为1~4 μm,大颗粒碳化物外形不规则,大多有尖锐棱角,而非偏析区中的碳化物数量较少,且带尖锐棱角碳化物的尺寸较小;滚道两侧的碳化物基本为球形,未见带棱角碳化物。
由图3可以看出:球化退火态轴承内套圈的组织为球化珠光体;滚道表层组织中碳化物颗粒大小差异明显,局部区域存在不均匀分布的大颗粒碳化物,同时存在大量粒径1.5 μm左右二次碳化物团聚的现象,但这些碳化物表面大多是圆滑的;滚道两侧组织中大颗粒二次碳化物数量明显较少,碳化物分布较弥散,粒径为1 μm左右。
由图4可以看出:锻造态轴承内套圈组织为珠光体+二次碳化物;滚道表层组织中沿晶界不连续分布着短棒状、粒状碳化物,并且珠光体球团尺寸差异很大,球团直径在0.56.0 μm之间;滚道两侧组织中二次碳化物沿部分晶界连续分布,珠光体球团直径一般在36 μm之间。
2.2 二次碳化物析出行为
图5中三角形区域为显微硬度压痕标记,目的是便于对比保温前后组织变化。由图5可知:锻造态轴承内套圈局部沿晶二次碳化物断裂,组织中存在沿晶不规则碳化物颗粒和细小珠光体球团,同时还观察到了大颗粒状二次碳化物和宽度约400 nm的片状二次碳化物。在1 150 ℃保温3 s后,锻造态轴承内套圈组织中二次碳化物全部溶入基体中,同时随着保温时间的延长,奥氏体晶粒长大;由于保温后以100 ℃·s-1速率极快冷却,二次碳化物析出被抑制,共析渗碳体片非常薄,宽度约50 nm,且部分区域存在退化珠光体。
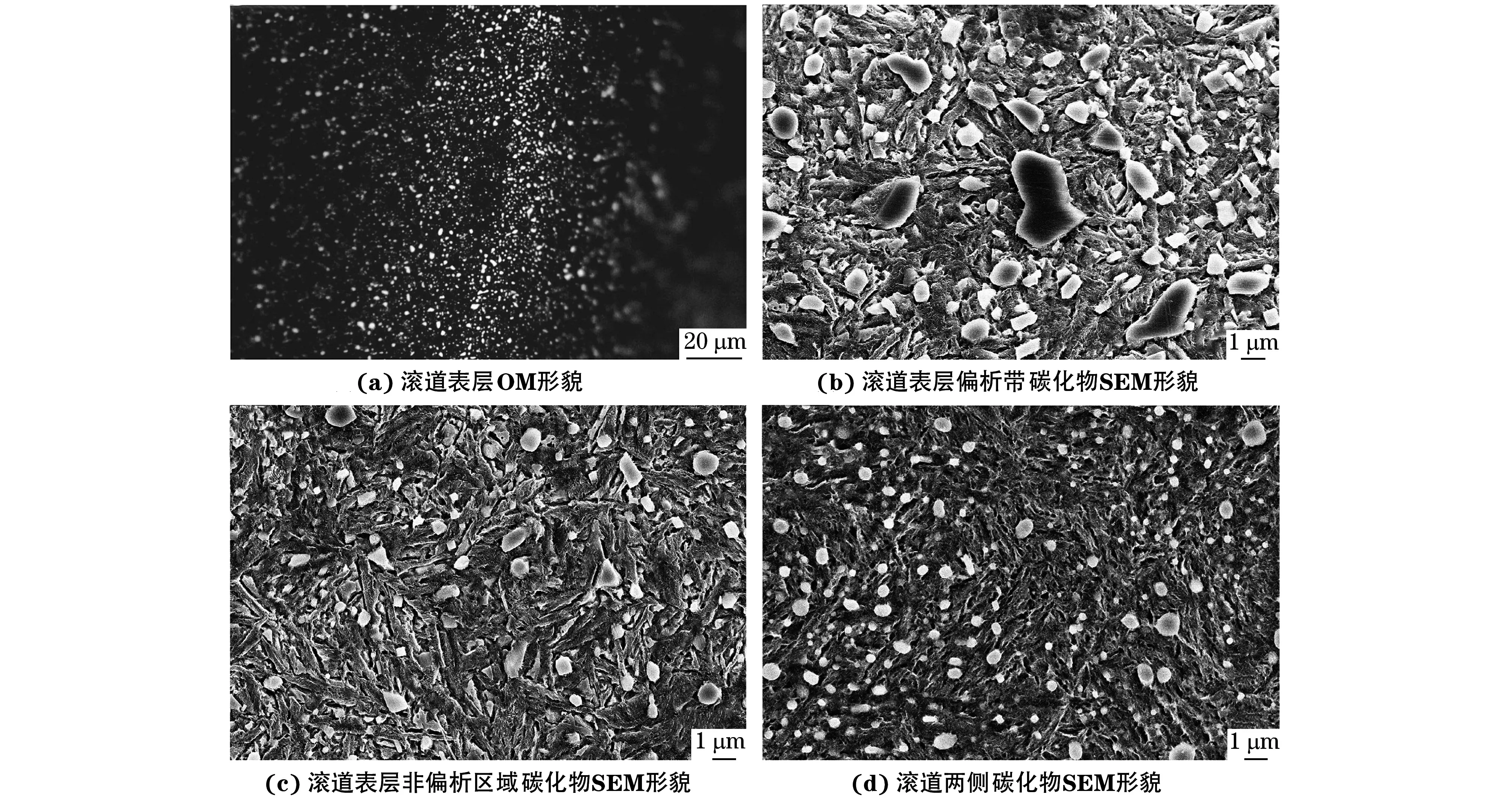
图2 失效轴承内套圈不同位置的显微组织
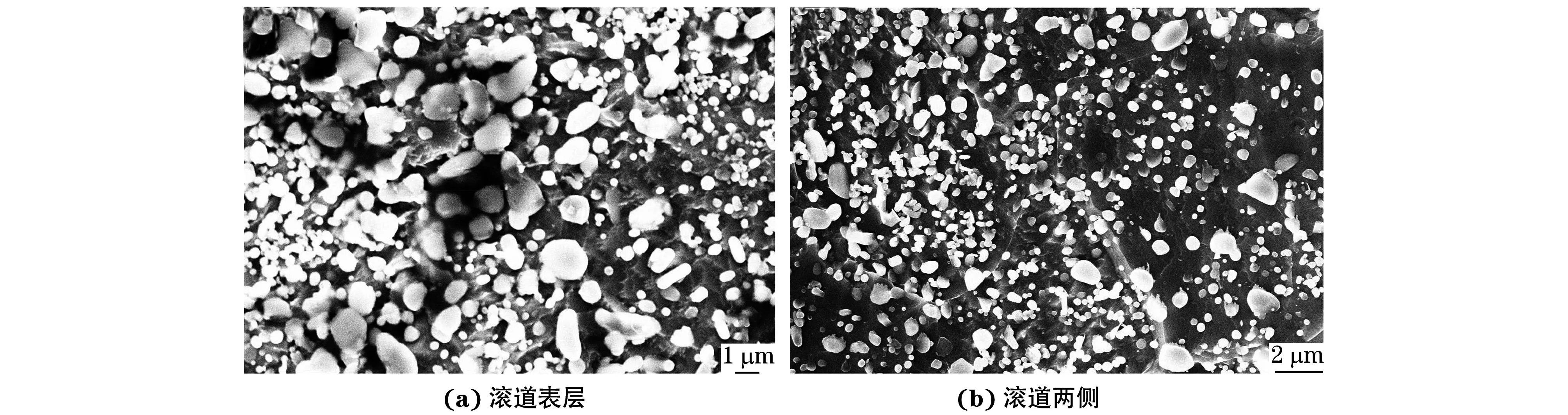
图3 球化退火态轴承内套圈不同位置的SEM形貌

图4 锻造态轴承内套圈不同位置的SEM形貌
由图6可以看出:980 ℃保温30 min并以不同速率冷却后,铸造态轴承内套圈组织中二次碳化物均沿晶界析出,呈连续网状分布,随着冷却速率的增加,二次碳化物析出量减少,宽度下降,以1 ℃·s-1速率冷却时,二次碳化物宽度约100~200 nm,冷却速率10 ℃·s-1时宽度在100 nm左右,冷却速率30 ℃·s-1时宽度小于100 nm;共析渗碳体片随冷却速率的增加呈减薄趋势。

图5 1 150 ℃保温不同时间前后锻造态轴承内套圈不同区域的二次碳化物形貌

图6 980 ℃保温30 min并以不同速率冷却后锻造态轴承内套圈的二次碳化物形貌
2.3 分析与讨论
锻造态GCr15钢轴承内套圈在1 150 ℃保温3 s后,钢中不同形态二次碳化物均溶入基体。在套圈生产过程中,GCr15钢棒感应加热至1 150 ℃保温约1 min后热切下料,此时二次碳化物已完全溶入基体。在内圆柱经镦粗、冲孔、辗环成内套圈过程中(850~1 000 ℃),奥氏体晶粒不断发生变形、再结晶和晶粒长大,基于变形对GCr15钢中二次碳化物形貌影响的相关研究[11-12]可判断,内套圈辗扩成环后有少量二次碳化物沿晶界析出。由于内套圈尺寸较小,冷却速率较快,当工序间人工传递延误时,内套圈将在800 ℃左右的较低温度下进行滚道辗挤,而低温下滚道辗挤会促进碳化物的析出[11,13]。当发生变形的内套圈滚道表层存在较严重的合金元素偏析时,二次碳化物析出量将增多。如果碳化物的大量析出与滚道辗挤同步,则碳化物以颗粒状的形态不连续地分布于晶界处;如果碳化物的大量析出早于滚道辗挤,则沿晶已析出的二次碳化物发生破碎,碳化物边缘出现棱角,且变形程度越大的区域,碳化物破碎程度越大。在内套圈堆冷过程中,二次碳化物继续长大。通常,在套圈奥氏体状态下完成锻造,锻后套圈中二次碳化物沿晶界连续析出。锻后冷却速率越大,二次碳化物析出量越少,宽度也越小,且GCr15钢中二次碳化物优先在奥氏体晶界处析出。
由图7可以看出,越靠近锻后轴承内套圈滚道表层,变形程度越大。当滚道表层在较低温度下发生辗挤变形时,变形奥氏体未充分发生再结晶;在随后冷却过程中,伪共析珠光体直接在未再结晶形变奥氏体内形核,由于变形功提高了珠光体形核率,因此滚道表层局部区域珠光体团非常细小。在球化退火过程中,锻后轴承套圈中沿晶界连续分布的二次碳化物发生溶断,形成球状或短棒状碳化物颗粒[12],这些颗粒在后续退火过程中进一步长大,同时共析渗碳体片发生溶断而形成细小的粒状碳化物。在随后的淬火过程中,球化组织中有质量分数50%~70%的碳化物颗粒溶入奥氏体中[5],其中一部分未溶的大颗粒碳化物保留在最终的淬回火组织中。GCr15钢在冷却不同阶段析出的碳化物成分有所不同。由图8可以看出:在平衡条件下GCr15钢二次碳化物中的铬含量明显高于共析碳化物,使得二次碳化物的稳定性也相应提高。因此,锻后轴承套圈中二次碳化物颗粒在后续的淬火加热过程中较难溶入基体。与球化退火态组织相比,淬火后轴承套圈组织中不仅小颗粒碳化物含量大幅减少,而且大颗粒碳化物含量也有所减少,同时大颗粒碳化物的尺寸降低。

图7 锻后轴承内套圈滚道表层的显微组织

图8 Thermal-calc软件计算得到GCr15钢中碳化物的铬质量分数随温度的变化曲线
轴承套圈滚道表层合金元素偏析区破碎的二次碳化物棱角在后续堆冷过程中由于碳化物的继续长大而变得圆润。在球化退火过程的加热和保温过程中,二次碳化物颗粒的形态相对片状具有更高的稳定性[14],因此不规则颗粒状碳化物在球化退火后期因长大而变得趋向球形或椭球形。轴承套圈在淬火加热和保温过程中,包覆在不规则二次碳化物外的铬含量较低的碳化物(即堆冷与球化退火时外层长大的碳化物)由于稳定性较低而溶入奥氏体中,最终带尖角的大颗粒不规则碳化物出现在轴承套圈滚道表层的淬火组织中,从而影响了成品轴承的滚动接触疲劳寿命。因此,在试验过程中锻造态轴承套圈以及球化退火态轴承套圈滚道表层均未观察到带棱角的不规则碳化物。
综上可知,为避免小型轴承套圈滚道表层出现带尖角的大颗粒不规则碳化物而影响其疲劳性能,套圈锻造温度不应偏低,以避免在滚道辗挤前出现大量沿晶二次碳化物。同时,进一步降低轴承钢中的元素偏析程度也是抑制大颗粒不规则碳化物出现的有效途径。
3 结 论
(1) GCr15钢轴承内套圈在较低温度辗挤成形时,其滚道表层合金元素偏析区中已析出的二次碳化物发生破碎,导致滚道表层组织中出现带尖角的大颗粒不规则碳化物。
(2) 当轴承内套圈辗挤温度偏低时,其滚道表层部分变形奥氏体再结晶不完全,珠光体直接在变形奥氏体内大量形核,形成了局部细小的珠光体团。
(3) 球化退火过程中轴承内套圈滚道表层破碎的不规则颗粒状碳化物长大并圆润,淬火加热时这些大颗粒碳化物部分溶入奥氏体基体而重新呈现出棱角。
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30
航空制造技术(2022年5期)2022-07-15
数学小灵通(1-2年级)(2022年6期)2022-06-17
山东冶金(2022年1期)2022-04-19
上海金属(2020年4期)2020-08-25
TMR Modern Herbal Medicine(2020年2期)2020-05-07
安徽冶金科技职业学院学报(2019年3期)2019-09-19
武汉科技大学学报(2019年4期)2019-07-04
创新作文(小学版)(2018年31期)2018-05-16
中国铸造装备与技术(2017年6期)2018-01-22