基于正交实验与回归分析的机载共形天线吸波涂层厚度预测
2021-03-05 00:56张庆军谢颖吴松
兵工学报 2021年12期
张庆军, 谢颖, 吴松
(1.四川九洲电器集团有限责任公司, 四川 绵阳 621000;2.四川省航电系统产品轻量化设计与制造工程实验室, 四川 绵阳 621000)
0 引言
共形天线通常是指一个非平面的、与特定物体形状共形的天线,作为飞机等高速运动物体表面的一部分,同时又起到天线的作用[1]。目前,共形天线使用最多的是机载共形天线[2]。共形天线在飞行器载体平台中的应用能够提升飞行器载体平台的气动性能,降低其整体的雷达散射特性,并能够提高天线的功率孔径积,实现大角度波束范围[3]。共形天线通常主要由高强度、低密度铝合金材料天线腔体和透波率好、强度高、质量轻的环氧玻璃钢天线罩组成,通过天线罩吸波材料喷涂、天线罩粘接和天线腔体灌封发泡料等多道组装工艺完成天线的装配并调试,使共形天线满足频率、增益和覆空率等指标要求,并达到密封、提高天线强度和高可靠性的目标。
随着共形天线应用日益广泛,如何降低批生产共形天线缺陷率、保证质量一致性和提高一次组装合格率,变得越来越重要。由此对共形天线批生产过程中所涉及的吸波材料喷涂、天线罩粘接和腔体灌封发泡料等关键工艺开展研究,以消除关键工艺缺陷,进而保证共形天线组装质量,显得极为重要。作为共形天线组装关键工艺之一的吸波涂料喷涂工艺,对吸波涂层的厚度及其厚度一致性至关重要。针对材料的吸波性能,王希晰等[4]和Shu等[5]研究了石墨烯电磁功能材料的电磁响应机制以及吸波性能和屏蔽性能。Denny等[6]通过研究发现填料浓度和超声处理时间能够改善氧化锌复合材料的微波吸收性能。吸波涂料主要包含黏结剂和吸收剂,具有特定电磁参数的吸收剂决定了吸波材料的吸波性能,而黏结剂能使涂层紧紧黏附于基材表面上并形成连续膜,经研究发现二维过渡金属碳化物具有优良的电磁特性和微波吸收性能[7-8]。但由于吸波材料主体成分中固含量多且质量大、易沉积,使得喷涂难度增大,很难保证吸波涂层厚度的一致性,而吸波涂层厚度的一致性直接影响到天线的传输性能和隐身性能[9],并且也会影响涂层与基材表面的附着力。为此,有必要针对共形天线吸波涂层厚度一致性差的问题开展吸波涂料喷涂工艺技术研究,通过有效控制包括喷枪气压、喷涂角度、喷涂速度和喷涂距离等影响吸波涂层厚度的喷涂工艺参数,达到吸波材料喷涂均匀、厚度一致的目的。
针对吸波涂层喷涂过程中出现的问题,已有学者开展了相关研究。王俊芳等[10]通过优化改进喷嘴和喷涂参数精确控制喷雾流量和雾化幅度等喷涂工艺参数,实现了吸波涂料的均匀喷涂,提高了涂装质量。赵欣等[11]研究发现涂层整体反射率随着涂层厚度的增加而提高,超过临界厚度时低频段和高频段的反射性能分别随着涂层厚度的增加而提升和下降。林平等[12]分析了雷达吸波涂料和红外隐身涂料喷涂工艺引起的常见漆膜缺陷及其成因,并结合喷涂工艺实验研究提出了提高隐身涂料喷涂工艺质量的措施。林科培[13]根据涂层材料属性分析了吸波涂层的导磁特性,研究了磁感应强度与涂层厚度之间的关系。叶秀革等[14]在分析雷达吸波涂料组成和性能基础上,对吸波涂料施工工艺进行了研究,结合施工要点提出了施工难点及解决措施。杨军华等[15]从型号批生产对雷达吸波涂料涂装的要求和涂装生产条件实际出发,研究了雷达吸波涂料的施工工艺性。刘贵民等[16]基于正交实验对喷涂参数进行了优化并分析了喷涂参数对涂层性能的影响规律。高焕方[17]通过采用田口方法确定了吸波涂料最佳配方,使吸波涂层柔韧性及附着力明显提高,解决了吸波涂层柔韧性差及附着力低的问题。
以上研究工作一方面表明对吸波涂层喷涂过程中各种工艺参数影响喷涂质量开展相关研究是必要的,另一方面也显示出已有研究工作中尚有不足,如已有研究大多是以实验方式开展,未能从理论分析角度出发研究各种喷涂工艺参数与涂层关键指标间的相互关系,以及确定各种喷涂工艺参数对涂层关键指标影响的排序及其显著性,也未能建立起表征喷涂工艺参数与涂层关键指标间定量关系的数学模型。
本文将理论分析与实验测试相结合,采用正交实验设计和回归分析方法,结合现有喷涂工艺实际条件选取影响喷涂厚度的喷枪气压、喷涂角度、喷涂速度、喷涂距离、步进距离和涂料黏度6个工艺参数建立实验正交表,开展喷涂工艺实验,基于实验结果进行喷涂工艺参数影响吸波涂层厚度的极差分析和方差分析,获取喷涂工艺参数对吸波涂层厚度影响大小排序和显著性结果;建立喷涂工艺参数与吸波涂层厚度回归分析预测数学模型,实现喷涂工艺参数与吸波涂层厚度定量表征,以期为吸波涂层及其他有机涂料的定量喷涂和确保涂层厚度均匀性提供理论分析方法和手段,提升喷涂质量。
1 机载共形天线喷涂工艺参数正交设计
正交设计是多因子实验中最重要的一种设计方法。它是根据因子设计的分式原理,采用由组合理论推导而成的正交表来安排设计实验,并对结果进行统计分析的多因子试验方法[18]。正交实验设计基于一定的规则设计正交表,确保以最小数目的实验获得全因子实验中影响性能参数的全部信息。采用正交实验设计安排吸波涂层喷涂实验可减少实验次数和成本,只需在所有可能的喷涂工艺参数组合中挑选一小部分因子组合进行实验,即可确保以最少数目的实验获得全部实验中影响涂层性能参数的全部信息。
某机载共形天线结构如图1所示,该天线由铝合金材料制成的天线腔体(内腔灌封发泡料)和环氧玻璃钢天线罩组成,天线罩表面需要喷涂吸波材料以形成吸波涂层。图2所示为吸波涂料的喷涂现场。

图1 机载共形天线结构图Fig.1 Structure diagram of airborne conformal antenna

图2 吸波涂料喷涂现场图Fig.2 Wave-absorbing coating spraying
根据某型机载共形天线吸波涂层喷涂工艺实际条件,选取室温下影响吸波涂层喷涂厚度的喷枪气压、喷涂角度、喷涂速度、喷涂距离、步进距离(机械手在y轴向喷涂完后,在y轴的移动距离)和涂料黏度(按国家标准GB/T 1723—1993涂-4杯测量)6个工艺参数作为研究对象,分别对6个工艺参数选取5个水平值,其因素水平表如表1所示(因素是指影响试验结果的原因,水平是指试验中因素所设定的不同量或质的级别)。根据正交试验设计原理,采用L25(56)正交表安排6因素5水平的正交实验,得到吸波涂层喷涂工艺参数因数水平正交设计表如表2所示。由表2可知,共有25组不同的喷涂工艺参数因素水平组合,对应正交表中的25行,即所需安排的喷涂工艺实验次数为25次,每次喷涂实验按表2中的一组工艺参数水平组合设置好喷涂工艺参数进行喷涂,喷涂后测量吸波涂层固化后的厚度。为了确保每组工艺参数水平组合下吸波涂层厚度数据的准确性,每组喷涂实验均重复进行5次,取5次喷涂实验后测量到的吸波涂层厚度平均值作为最终涂层厚度。经过喷涂实验后所获得的25种不同喷涂工艺参数水平组合下的吸波涂层厚度结果见表2中最后一列所示。
表1 喷涂参数因素水平表Tab.1 Factors and levels of spray coating parameters
表2 L25(56)参数水平组合正交表及吸波涂层厚度结果Tab.2 L25(56) orthogonal array and wave-absorbingcoating thickness
2 吸波涂层厚度极差分析
极差分析方法是利用数理统计方法计算出正交表中每列的极差R值,根据(1)式和(2)式可以求得
最佳水平组合和影响因素的主次顺序。某个因素的极差定义为该因素的最大水平均值与最小水平均值之差,极差大表明该因素影响大,是主要因素;极差小表明该因素的影响小,为次要因素[19]。
(1)
(2)
通过(1)式和(2)式即可求出该因素的极差值。
根据表2中的吸波涂层厚度数据,对吸波涂层厚度进行极差分析计算,结果如表3所示。
表3 影响吸波涂层厚度因素极差分析Tab.3 Range analysis results of wave-absorbingcoating thickness
由表3计算出的极差值可知,ps、θs、vs、ds、s和η这6个因素所对应的极差值分别为56、64、140、78、80和72,6个因素极差值按从大到小的排序为Rvs>Rs>Rds>Rη>Rθs>Rps,即在本文对吸波涂层厚度产生影响的6个因素中,由于vs所对应的极差值最大,可见因素喷涂速度水平的改变会对吸波涂层厚度指标的影响最大,vs是影响吸波涂层厚度的最主要因素,其次是s,再次是ds,η排序为第4,θs排序第5,ps是6个因素中极差最小的,表明其水平改变对吸波涂层厚度的影响最小。故各因素对吸波涂层厚度的影响按由大到小次序排序依次为vs>s>ds>η>θs>ps.
3 吸波涂层厚度方差分析
极差分析方法只能得出各因素对试验指标影响的相对大小,不能确定每个因素对试验指标的影响是否显著及显著性的大小,而方差分析作为分析试验数据的一种方法可以解决的基本问题是通过分析试验数据,研究因素对试验结果的影响是否显著。因此,通过对吸波涂层厚度数据进行方差分析,可以考察ps、θs、vs、ds、s和η这6个因素对吸波涂层厚度所产生影响的显著性,根据显著性结果可以有针对性地控制该因素相关工艺参数水平的设定,从而达到精确控制吸波涂层厚度的目的。
根据正交实验方差分析理论及表2中吸波涂层厚度数据,可计算出各因素的偏差平方和、自由度、方差估计值和方差比(F值)如表4所示。由表4可知,在所考察的影响吸波涂层厚度的6个因素中,因素vs所对应的F值为6.261,该值大于相应的临界值F0.1(4,4)(即4.11)而小于F0.05(4,4)(即6.39),因此在显著性水平α为0.10(置信度90%)情况下,vs因素对吸波涂层厚度有显著影响。从以上分析可知,在所考察的影响吸波涂层厚度的6个因素中,vs对吸波涂层厚度具有显著影响,因此在实际控制喷涂工艺参数时,需要将vs作为关键工艺参数进行严格控制,以精确控制吸波涂层厚度。
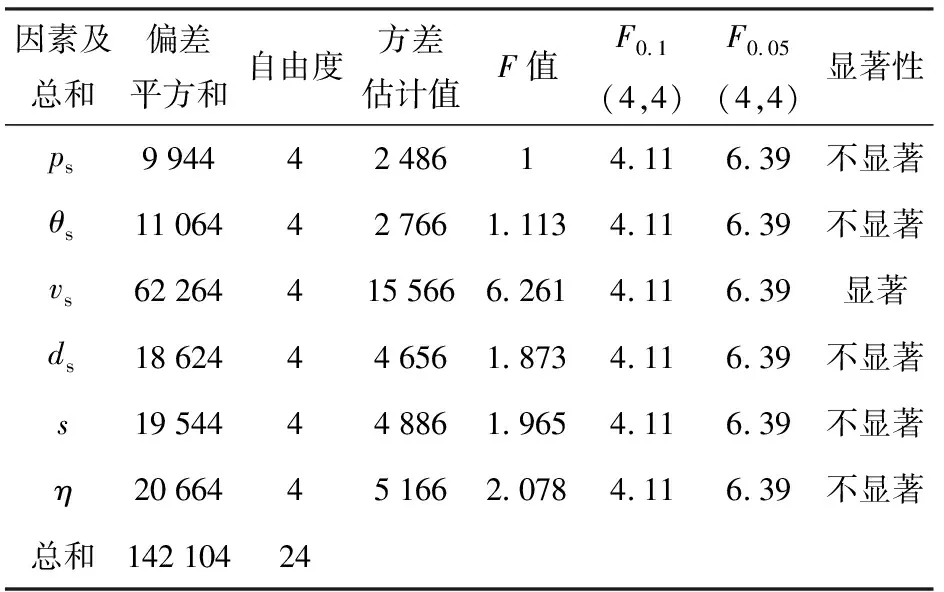
表4 影响吸波涂层厚度因素方差分析Tab.4 Variance analysis results of wave-absorbingcoating thickness
4 吸波涂层厚度回归分析预测模型
回归分析是指由一个或者一组非随机变量来估计或预测某一个随机变量的观察值所建立的数学模型及进行的统计分析。回归分析主要解决以下问题:从一组数据出发确定这些变量之间的定量关系式,即得到回归方程;对所建立回归方程的可信程度进行统计检验;进行因素分析,找出影响因变量各因素的主次;利用所得的回归方程对某一过程进行预报和控制。
为了确定机载共形天线吸波涂层喷涂工艺各参数与吸波涂层厚度间相互依赖的定量关系,本文以喷涂工艺参数为自变量、以吸波涂层厚度为因变量,采用多元非线性回归分析对喷涂工艺各参数与吸波涂层厚度进行定量描述,得到回归方程并对回归模型进行显著性检验。
对表2中各喷涂工艺参数水平组合及其吸波涂层厚度结果进行多元非线性回归拟合,可以得到吸波涂层厚度值Y与ps、θs、vs、ds、s和η的多元非线性回归方程。为了适当简化回归分析模型,可以根据方差分析结果剔除最不显著的2个因素ps和θs,只保留vs、ds、s和η作为自变量,根据表2所示喷涂工艺参数水平组合吸波涂层厚度结果并充分考虑vs、ds、s和η这4个因素的线性、交互作用和平方项、三次方项、四次方项以及五次方项,对其进行正交非线性回归,得到回归方程为

(3)
为保证所得到的该回归方程可信,对(3)式进行方差分析和模型的显著性验证,得到回归方程相关评价指标如表5所示。

表5 正交非线性方差分析结果Tab.5 Results of orthogonal nonlinear variance analysis
由表5可以看出,正交非线性方差分析得到的回归模型“Prob>F”小于0.000 1(一般小于0.05即表示该项显著),即正交非线性回归分析法得到的回归模型效果明显;回归方程系数R-Squared为0.997,表明回归方程拟合度很高。以上结果系数都表明(3)式能够很好地拟合表2所示实验结果,故回归方程(3)式准确可信。
在检查了回归方程(3)式的显著性后,为进一步检验回归方程的可信度,将表2所示各因素水平值代入该回归方程,即可计算出采用该回归方程所预测的吸波涂层厚度,再通过将计算出的吸波厚度与实际实验测量得到的吸波涂层厚度进行对比,即可验证回归方程的有效性。表6所示为采用回归方程(3)式所计算出的吸波涂层厚度与实验测量的吸波涂层厚度数值对比及误差。由表6可见,该模型对表2中各组吸波涂层厚度数据预测的误差中最大误差为14.07%,最小误差仅为0.05%,总体平均误差为4.14%,预测值与原始测量数据之间的误差最大不超过15%,故回归方程(3)式具有较高的预测准确率。
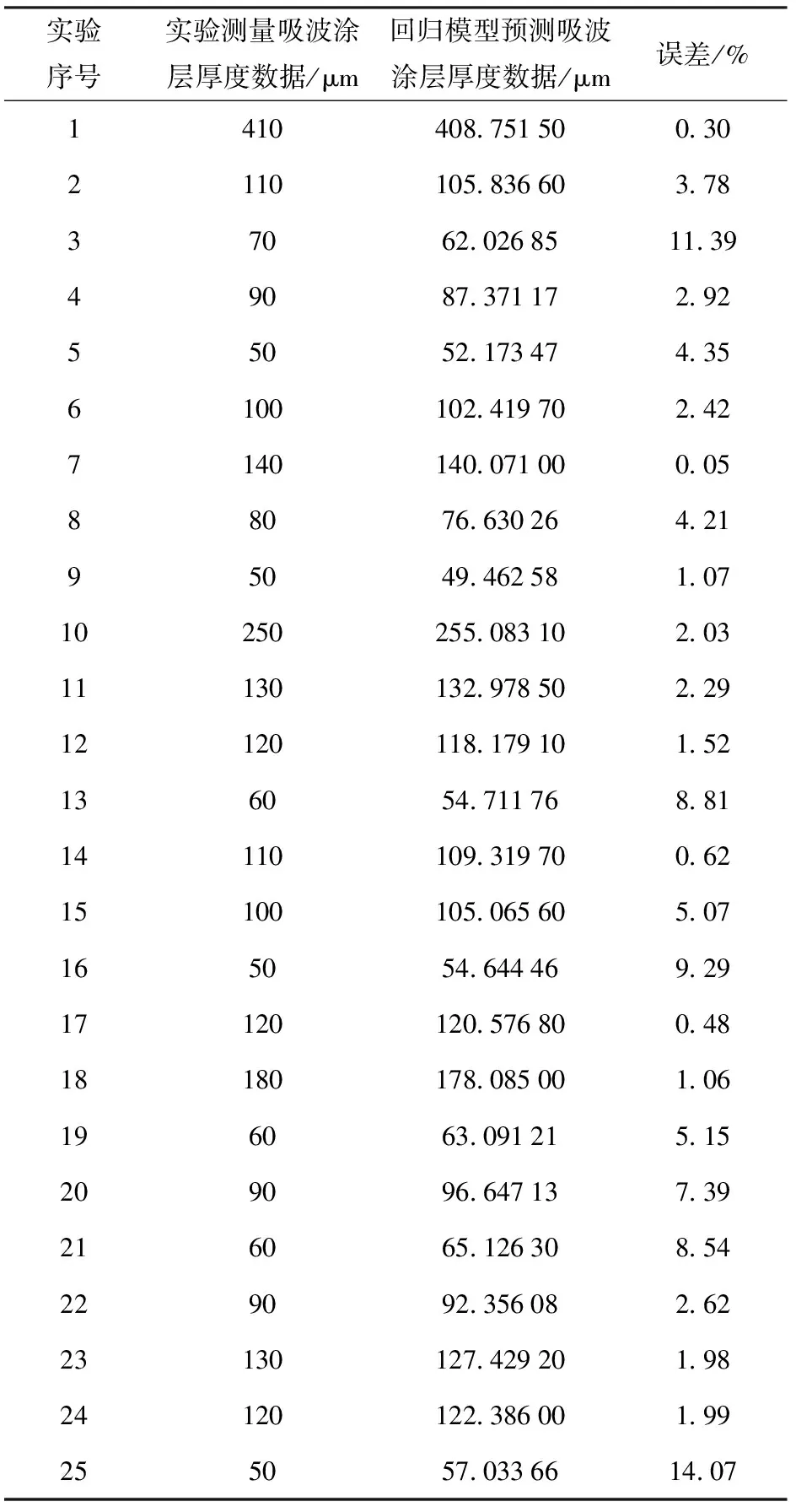
表6 实验测量与预测吸波涂层厚度数据对比Tab.6 Comparison of experimentally measured dataand predicted data
5 结论
本文通过正交实验设计方法进行了25组不同喷涂工艺参数水平组合的吸波涂层喷涂实验,获取了相应的吸波涂层厚度并进行了极差分析、方差分析和非线性回归分析。得到以下主要结论:
1)极差分析表明,各喷涂工艺参数对吸波涂层厚度的影响按由大到小次序排序,依次为喷涂速度>步进距离>喷涂距离>涂料黏度>喷涂角度>喷枪气压。
2)方差分析表明喷涂速度对吸波涂层厚度具有显著影响。
3)通过非线性回归分析得到的吸波涂层厚度预测回归模型效果显著且拟合度高,可以准确表征吸波涂层厚度与喷涂速度、步进距离、喷涂距离和涂料黏度这4个喷涂工艺参数间的定量关系。
猜你喜欢
奇妙博物馆(2022年9期)2022-09-28
材料研究与应用(2022年2期)2022-05-23
现代装饰(2022年1期)2022-04-19
包装学报(2022年1期)2022-03-24
表面技术(2022年2期)2022-03-03
客联(2021年5期)2021-09-10
科学与财富(2021年36期)2021-05-10
科学与财富(2021年32期)2021-03-07
环球时报(2017-03-22)2017-03-22
数学教学通讯·初中版(2014年4期)2014-08-27