
2.25%Cr与9%Cr异种材质铸件焊接性及接头性能分析
2021-03-13 06:32林绍斌
大型铸锻件 2021年2期
李 浩 林绍斌 唐 波 魏 翔
(二重(德阳)重型装备有限公司,四川618013)
随着市场和用户需求的变化,铸件产品种类和质量要求越来越高,很多高端铸件诸如高压外缸进气端、超高压主汽门调门阀壳、中压主汽门阀壳等均需与不同材质的结构件进行焊接后交货,相应的铸件焊接技术要求也趋于严苛。不仅需要掌握铸件本体缺陷焊补修复技术,还要开发和拓展铸件与铸件之间、铸件与锻件之间的异种材质的组合焊接技术,并形成完整有效的焊接工艺文件作技术支撑。
本文主要研究2.25%Cr材质铸件与9%Cr材质铸件焊接接头的组织及力学性能,为其产品焊接提供试验数据依据。
1 2.25%Cr铸件与9%Cr铸件组焊工艺性分析
2.25%Cr材质铸件为珠光体耐热钢,主要合金元素铬和钼都能显著提高钢的淬硬性,它们和碳共同作用,使钢的临界冷却速度降低,奥氏体稳定性增大,冷却到较低温度时才发生马氏体转变,产生淬硬组织,使接头变脆,容易导致冷裂纹。化学成分及力学性能要求见表1、表2。

表1 2.25%Cr材质铸件化学成分(质量分数,%)Table 1 Chemical composition of 2.25%Cr castings(mass fraction,%)

表2 2.25%Cr材质铸件力学性能Table 2 Mechanical properties of 2.25%Cr castings
9%Cr材质铸件属于高合金马氏体耐热钢,材质的焊接性较差,铸件焊接或焊补过程既有冷裂倾向,又有热裂倾向。特别是易出现焊接接头脆化,HAZ区软化等问题,焊缝及热影响区极易产生硬脆的马氏体组织,在焊接热循环作用下,经高温过热,焊缝及熔合线附近晶粒急剧长大,加之焊接应力的作用,极易形成冷裂纹[1]。化学成分及力学性能要求见表3、表4。

表3 9%Cr材质铸件化学成分(质量分数,%)Table 3 Chemical composition of 9%Cr castings (mass fraction,%)

表4 9%Cr材质铸件力学性能Table 4 Mechanical properties of 9%Cr castings
根据材料碳当量计算公式:
计算出CE=0.86%,超过了0.6%,因此材质裂纹倾向大。
根据材料冷裂敏感性指数(PCM)计算公式:
PCM=C+Si30+Cu20+Ni60+Cr20+Mo15+W10+5B
计算得出PCM=0.8%,材料冷裂倾向大,焊前预热温度要求高。
2 焊接材料的选择
为了满足2.25%Cr材质铸件与9%Cr材质铸件组焊后焊缝的力学性能,根据产品技术要求,所选择的焊接材料应在满足2.25%Cr材质铸件本体回火温度时,焊缝性能能够满足技术标准规定值。采用低强匹配原则,选择E9015-B3型号焊条,采用直流反接,合理选择焊接参数,焊前焊条经350~380℃烘干1~2 h,焊接质量相对更加受控。
3 焊接工艺评定试验
3.1 试板焊接过程
依据ASME Ⅸ《锅炉及压力容器规范标定标准》的要求,分别准备一件2.25%Cr材质铸件和9%Cr材质铸件的焊接工艺评定试板,尺寸为600 mm×220 mm×50 mm,坡口设计为小于等于60°的V形坡口。
试板装配前对坡口进行PT检测,然后装配固定,装配间隙为2~4 mm,反变形量为15~20 mm。装配后点焊固定,并在试板两面(试板边缘)采用拉筋固定点焊,焊接过程中随时监测变形情况,如有变形及时增补防变形拉筋。
采用SMAW焊接方法,焊前对坡口进行预热,预热温度不低于200℃,焊接过程严格控制层间温度,应低于300℃。先将正面焊至坡口深度13左右时,翻面采用金属磨头打磨清根,清根要清透,清根后进行PT检查确认,然后进行反面坡口焊接,反面坡口全部焊完后再翻面焊正面剩余坡口。焊接过程交错施焊,每焊一道及时采用金属磨头、钢丝刷或除磷针打磨焊缝,去除焊缝两侧的氧化渣,使焊缝表面露出金属光泽,如有沟槽、咬边等不易清除的缺陷,必须打磨干净后才能继续施焊。焊缝焊完后打磨焊缝表面,露出金属光泽[2]。焊接工艺参数见表5。
3.2 焊接工艺评定试验
焊后对试板进行660~700℃的消应热处理。热处理结束后,按照《ASME锅炉及压力容器规范国际性规范IX》相关内容和产品技术要求,对试板进行RT、MT检查。MT检测未发现应记录的表面缺陷,焊缝RT检测原始记录见图1。
无损检测合格后进行焊缝化学成分分析、焊接接头的拉伸、弯曲、冲击、金相组织、硬度等试验,检测结果见表6~表10、图2。

表5 焊接工艺参数Table 5 Welding process parameters

图1 焊缝RT检测原始记录Figure 1 Original record of RT detection for weld

表6 焊缝熔敷金属化学成分分析(质量分数,%)Table 6 Analysis of chemical composition of weld deposit metal(mass fraction,%)

表7 焊接接头拉伸试验检测结果与母材拉伸检测结果对比Table 7 The results of tensile test of welded jointscompared with those of base material
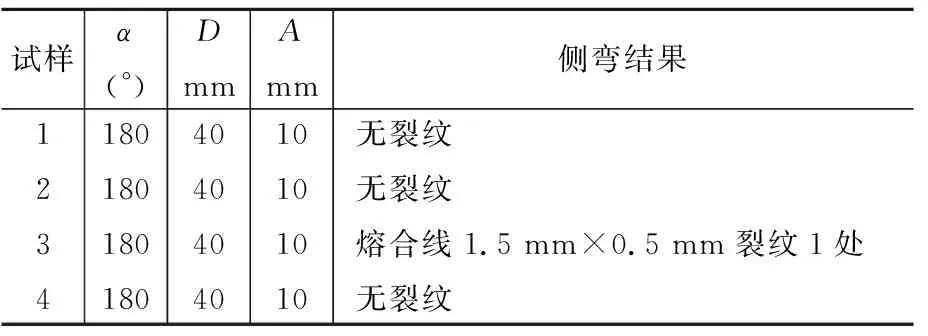
表8 焊接接头室温侧弯试验检测结果Table 8 Test results of weld joint bending test

表9 焊缝室温冲击试验检测结果Table 9 Test results of weld impact test

表10 高倍组织试验结果Table 10 Test results of microstructure
以上试验结果显示,熔敷金属化学成分中的主要元素成分值符合焊材质量要求。异种材质的焊接接头抗拉强度(Rm)值均符合产品抗拉强度(Rm)应不低于485 MPa的要求,焊接接头规定塑性延伸强度(Rp0.2)值均符合产品规定塑性延伸强度(Rp0.2)应不低于275 MPa要求。焊接接头4件弯曲结果均符合单件试样在焊缝和热影响区内都不得有超过3.2 mm的开口缺陷的要求。焊缝冲击试验检测结果均符合产品冲击值应不低于16 J的要求。对焊接接头高倍金相组织进行分析,2.25%Cr材质一端的母材和热影响区均为回火贝氏体组织,9%Cr材质一端的母材和热影响区均为回火马氏体组织,焊缝为回火贝氏体组织。
通过以上试验数据与铸件产品技术要求对比得出结论,本次焊接工艺评定试验结果满足产品性能要求。
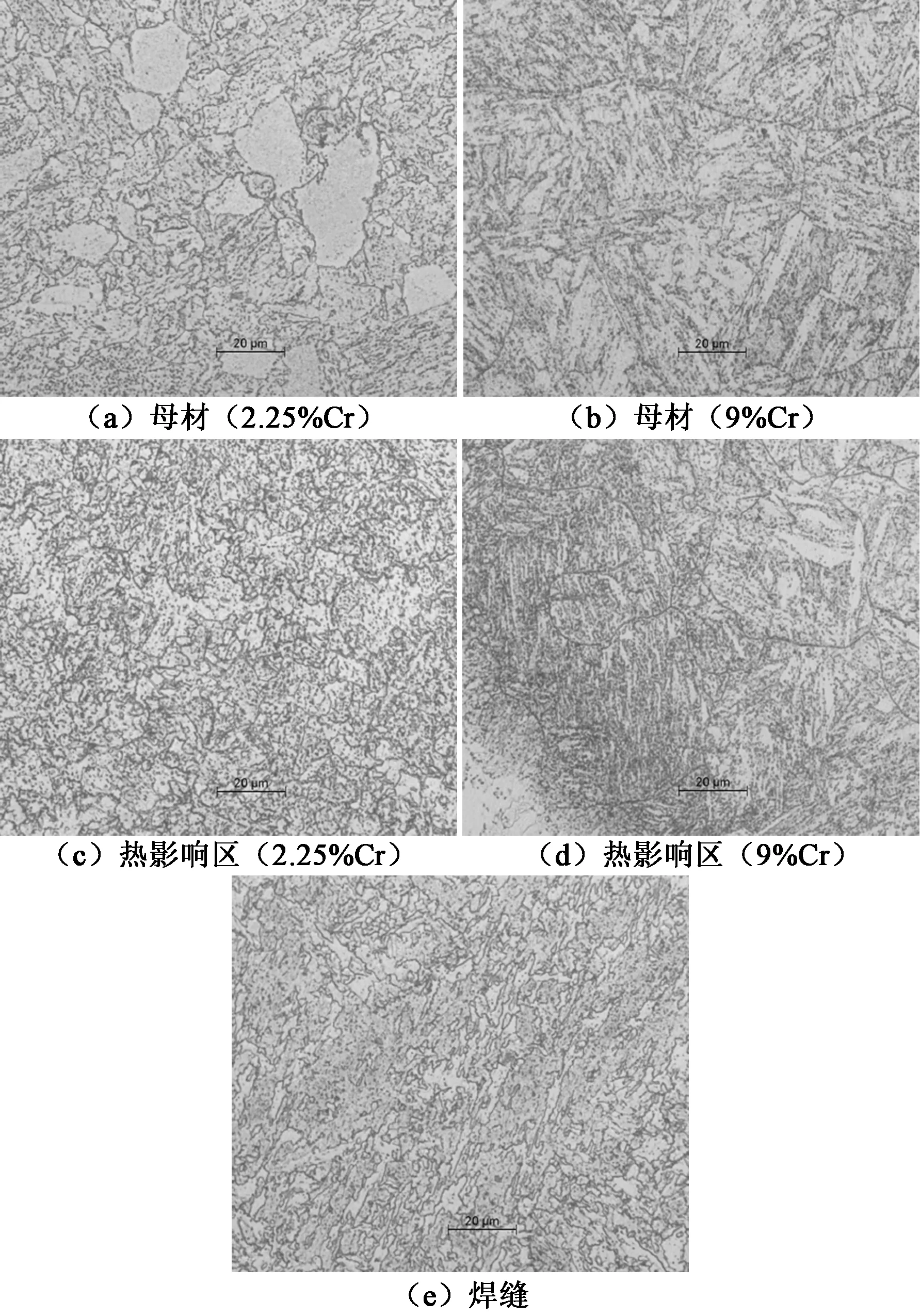
图2 焊接接头高倍组织(500×)Figure 2 Microstructure of welded joints(500×)
4 小结
(1)对2.25%Cr与9%Cr两种材质铸件分别进行焊接工艺性分析,结合铸件产品性能要求,合理选择E9015-B3焊条作为焊接材料,设定焊接参数,完成试板的焊接。
(2)为了降低两种材质试板焊接的裂纹敏感性,焊前必须对坡口进行预热,在焊接过程中严格控制层间温度,并严格控制试板焊接变形量。
(3)严格按照ASME Ⅸ《锅炉及压力容器规范标定标准》的规定对2.25%Cr与9%Cr材质铸件焊接工艺进行评定,对焊接接头进行无损检测和性能检测等试验,各项性能试验结果符合标准要求,该焊接工艺可行。
猜你喜欢
中国金属通报(2022年7期)2022-11-22
材料与冶金学报(2022年2期)2022-08-10
工友(2022年7期)2022-07-23
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
交通科技与管理(2022年8期)2022-05-07
铸造设备与工艺(2022年1期)2022-04-26
建材发展导向(2022年6期)2022-04-18
建材发展导向(2022年6期)2022-04-18
