
冰箱隐形端盖门壳的成形工艺优化及模具设计
2021-03-29 02:47张小磊
模具工业 2021年3期
张小磊
(安徽擎天伟嘉装备制造有限公司,安徽 滁州 239000)
0 引 言
冰箱款式的变化主要体现在冰箱门壳款式,隐形端盖门壳的冰箱深受用户的亲睐。在各大冰箱企业中,冰箱门壳的型号规格较多,采用传统生产工艺,模具设备的投入成本高,外形尺寸一旦改变则须投入新的模具。以下对隐形端盖门壳的成形工艺进行优化设计,达到减少设备投入、降低生产成本、生产柔性化的目的。
1 门壳结构分析及成形工艺方案确定
1.1 门壳结构分析
图1所示为冰箱门体的金属外壳,材质为PCM板,PCM材料的力学性能如表1所示。因冰箱的容积不同,门壳尺寸规格多样,图1中门壳A、B的尺寸根据冰箱容积大小的变化而变化。在实际生产中,专用设备需兼容A、B尺寸的变化,以满足不同规格门壳的生产。门壳表面不能有划伤、凸凹不平的现象,门壳A处尺寸公差为±0.2 mm,门壳B处尺寸公差为±0.3 mm,R1 mm及R30 mm尺寸处不能有涂层破损现象。

表1 PCM材料的力学性能

图1 冰箱门壳
1.2 工艺方案确定
图2所示为冰箱门壳成形后的效果,从图2可以看出,门壳四周进行了弯曲处理,E与H侧弯曲R1 mm与R30 mm,需弯曲2次;F与G侧弯曲R1 mm。在实际生产中,第一步工序是冲裁:将多余的边角料部分切除,留下需要的形状进入后工序;第二步是弯曲,弯曲有2种方案:①先成形G、F侧再成形E、H侧;②先成形E、H侧再成形G、F侧。成形零件时需保证R30 mm处G、F面的表面质量,不能出现起皱、划伤现象。
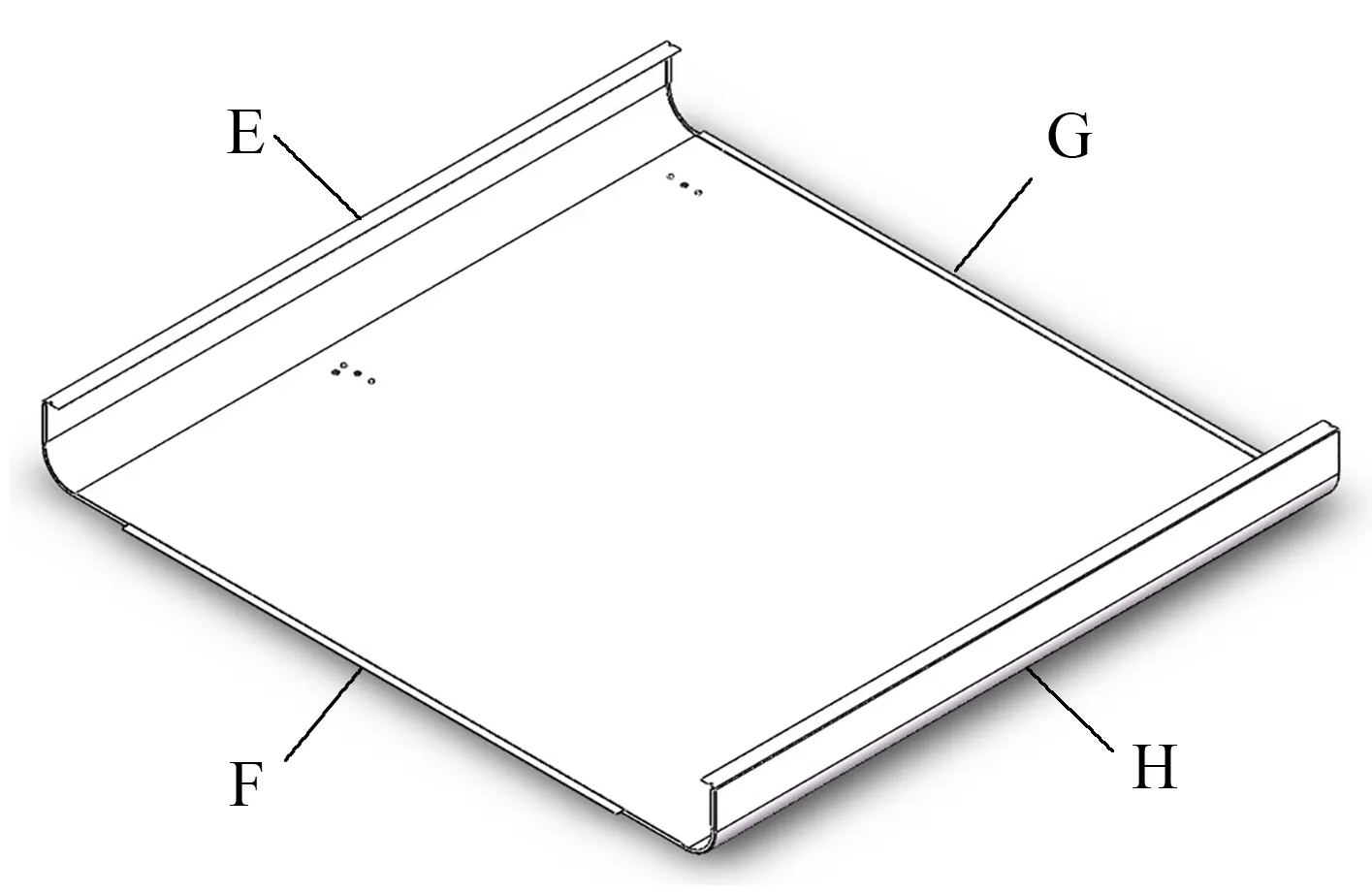
图2 冰箱门壳外形
方案①一般用于产品前期开发,小批量试件时采用,分3道工序完成:冲裁→弯曲G、F边R1 mm,弯曲E、H边R1 mm→弯曲E、H边R30 mm。采用3个压力机,每个压力机配1副模具,用于门壳每道工序的成形。但遇到A/B尺寸变化时则需更换模具,造成换型时间长、生产成本高、且生产效率低。
大部分企业采用方案②生产此类门壳,分5道工序完成:冲裁→弯曲E、H侧R1 mm→弯曲E、H侧R30 mm→弯曲G、F侧R30 mm处翻边(简称包角)→弯曲G、F侧R1 mm(端部弯曲)。
方案②可应用于柔性生产线,适应门壳长宽尺寸的变化,节省换型时间和提高生产效率。采用方案②成形门壳的工序如下。
(1)冲裁工序。选用较小的冲床对门壳需要冲裁的部位进行冲切,采用5个小冲床,其相对位置可在X/Y方向变化,满足不同尺寸门壳的冲切,冲模布局如图3所示。
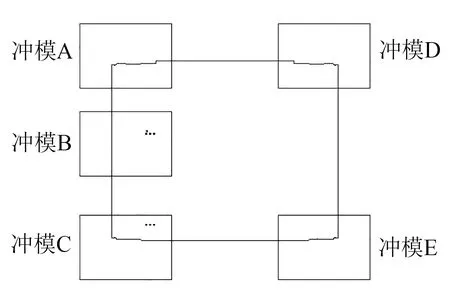
图3 门壳冲模布局
(2)弯曲E、H侧R1mm工序和弯曲E、H侧R30 mm工序。采用专用弯曲机,通过外模旋转的方式进行弯曲。弯曲机的规格能满足最大的B尺寸,可生产各种规格的门壳。弯曲原理分别如图4和图5所示。

图4 门壳两侧R1 mm弯曲
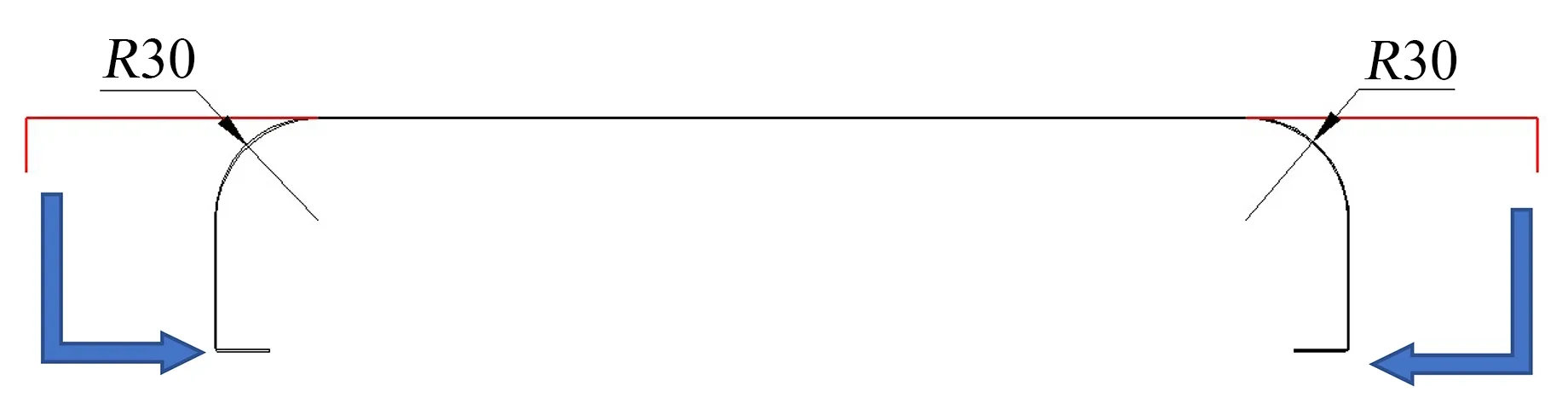
图5 门壳两侧R30 mm弯曲
(3)包角工序。采用4副模具对门壳4个拐角处的圆角R单独弯曲成形,可对模具位置进行调整以满足不同尺寸门壳的要求。图6所示为成形前状态,图7所示为成形后状态。
(4)端部弯曲工序。采用2副模具对门壳G、F侧的R1 mm单独弯曲成形,可通过调整模具的位置满足B尺寸的变化需求,模具的宽度根据A的最小尺寸制作。图8所示为成形前状态,图9所示为成形后状态。
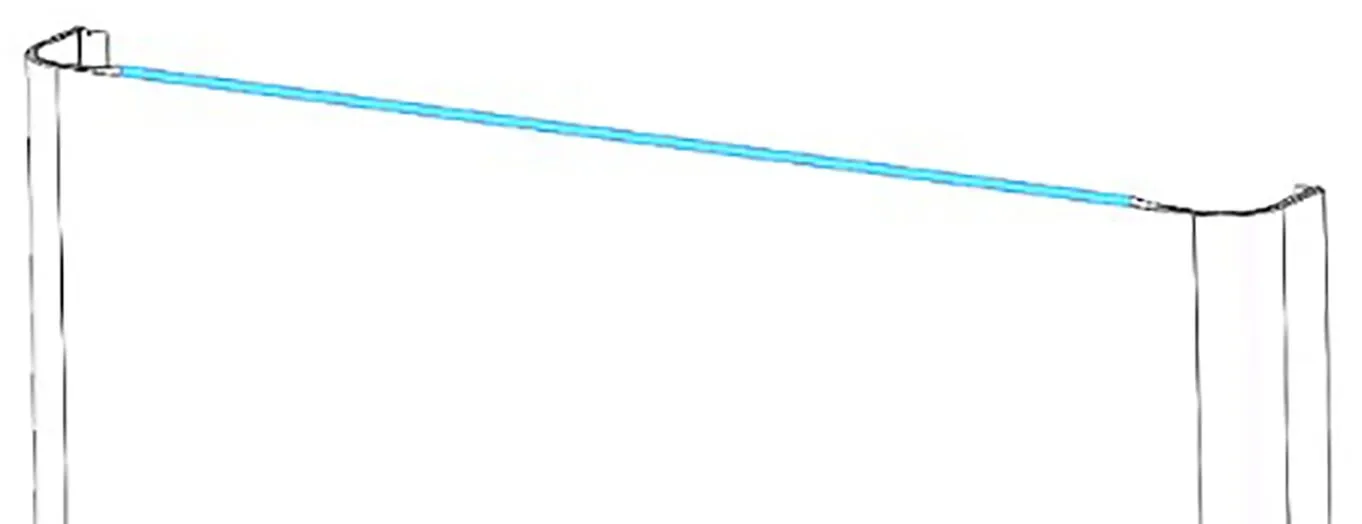
图8 G、F侧包角成形后端部弯曲前的状态

图9 G、F侧端部弯曲成形后状态
G、F侧的成形由包角工序和端部弯曲工序组合完成。在包角工序,K尺寸尽可能取最大值(见图10),而端部弯曲模的尺寸取最小值,两者尺寸组合满足A尺寸的需求,达到柔性化生产的目的,更换型号生产快捷高效。

图10 G、F侧包角尺寸
综上所述,方案②的重点在于包角工序与端部弯曲工序的组合,解决了A尺寸变化的问题。因门壳尺寸较大,而模具外形尺寸较小,在成形时对门壳相对于模具的位置要求较高,对门壳的定位非常重要,且在包角模与端部弯曲模中成形时,门壳的定位基准须统一。如果定位位置不同,可能无法达到预期效果,甚至造成门壳报废。以下对包角与端部弯曲模的结构进行设计。
2 模具结构设计
2.1 包角模设计
2.1.1 包角模结构
包角模结构如图11所示,门壳7通过卸料板18预压在模具内,上模下压,包边凹模11在下降过程中与限位块5接触,包边凹模11通过导向板16向右侧滑动,滑动过程中对门壳7进行弯曲,包含R30 mm圆弧面的成形。上模下压到一定位置后,包边凸模对门壳7进行弯曲,此弯曲过程包含F、G侧R1 mm的弯曲,成形后的效果如图10所示。

图11 包角模结构
2.1.2 包角模结构设计要点
包角模的设计要点在于凸、凹模之间的间隙为板材的实际厚度,此厚度为门壳材料的总厚度,包括基材厚度、表面涂层厚度和保护膜厚度等。因为门壳弯曲角度及表面质量要求较高,成形后不能对表面造成损伤,所以凸、凹模之间的间隙至关重要。成形过程中,门壳板材与凸、凹模有相对摩擦且受力较大,因此,凸、凹模表面需要抛光至粗糙度值<Ra0.4 μm。凸、凹模材质采用Cr12MoV,热处理硬度58~62 HRC。凹模镶件结构如图12所示,弯曲边与非弯曲边过渡区域的结构应与板材实际状态一致。
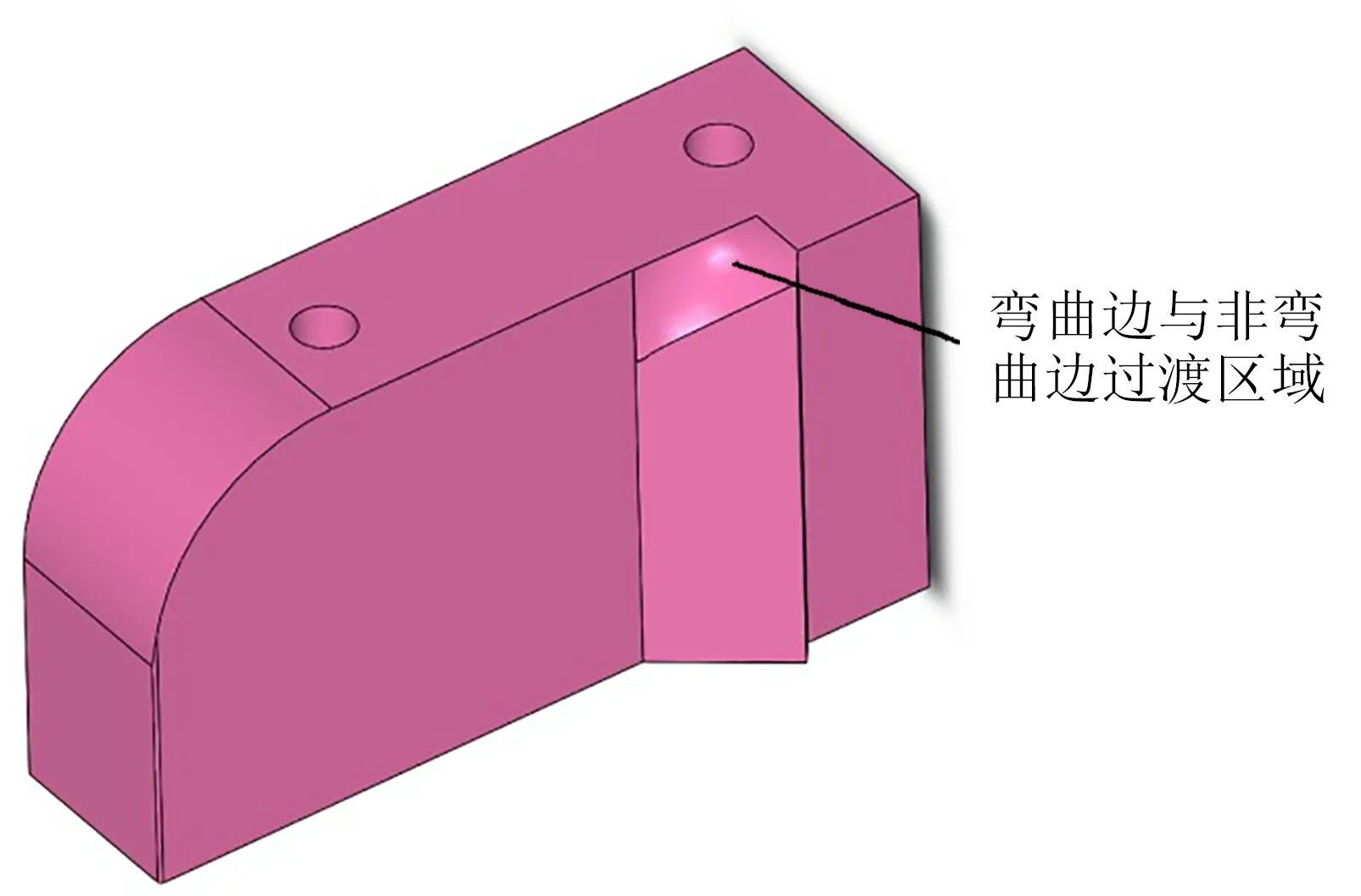
图12 凹模结构
2.2 端部弯曲模设计
2.2.1 端部弯曲模结构
端部弯曲模结构如图13所示,模具通过上卸料板9预压门壳,上模下压过程中,通过上模板12将门壳弯曲,同时将下卸料板8下压,使其避让弯曲后的门壳。弯曲动作完成后上模上升,下卸料板8将弯曲后的门壳顶起,使门壳脱离下模板3,完成弯曲成形。

图13 端部弯曲模结构
2.2.2 端部弯曲模结构设计要点
端部弯曲模的设计要点与包角模一样,不同的是上模板12的尺寸较大,应考虑其强度,防止在成形过程中由于上模板12变形造成凸、凹模之间的间隙加大,影响成形效果。为减小弯曲力,上模模口结构如图14所示。
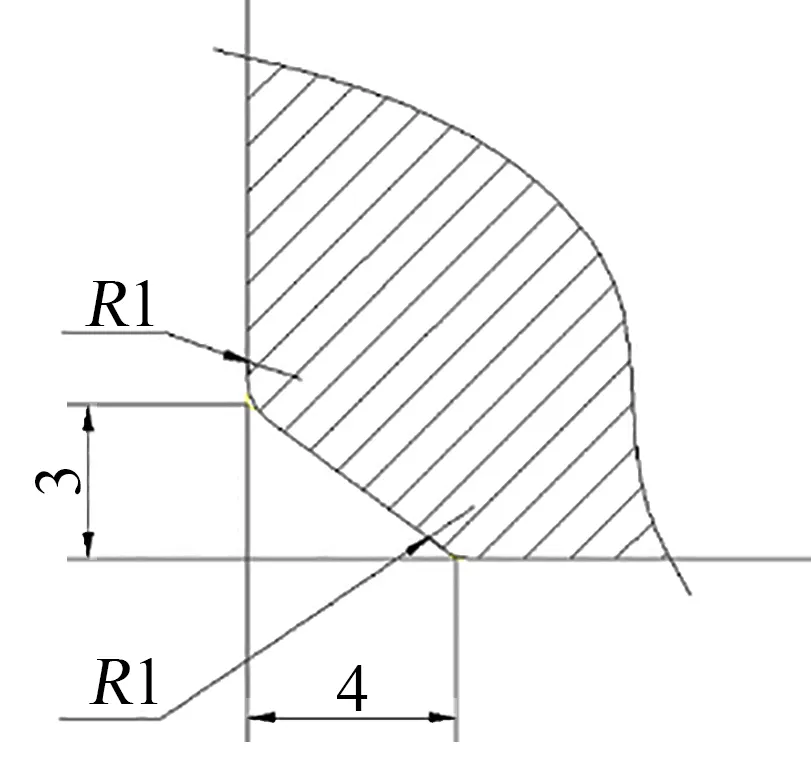
图14 端部弯曲模上模模口结构
3 结束语
在实际生产中,门壳易产生弯曲面凹凸不平的现象(见图15),是因为在包角成形时,门壳此区域由于形变产生了硬化,在端部弯曲时,此面达不到平整效果,可对此区域增加一道整形工艺,使其满足使用要求。
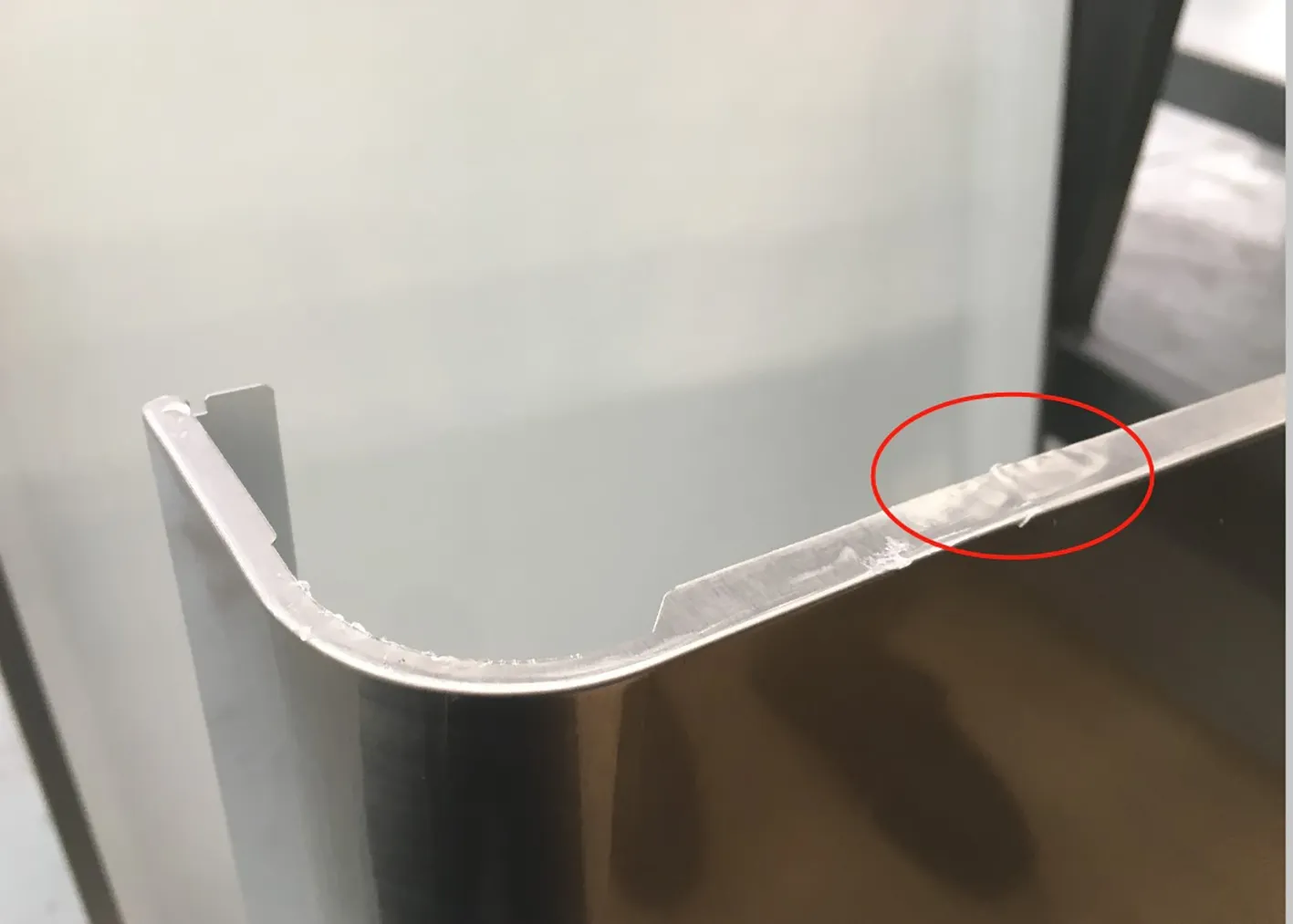
图15 成形后效果
所述隐形端盖冰箱门壳的成形工艺能节省模具开发成本费用,解决在实际生产中因换模时间长而造成的效率低等问题,也避免了在不断换模时造成定位精度等问题。
猜你喜欢
大电机技术(2022年4期)2022-08-30
模具制造(2022年2期)2022-03-25
船海工程(2021年6期)2021-12-17
新疆钢铁(2021年1期)2021-10-14
孩子(2020年9期)2020-09-16
饮食保健(2020年7期)2020-04-30
铁道通信信号(2020年10期)2020-02-07
山东工业技术(2018年20期)2018-11-26
快乐语文(2018年15期)2018-06-05
中国科技纵横(2015年1期)2015-12-27
