
基于轨道组合的异形截面编织物成型方法
2021-04-01 01:31顾生辉孙志宏吕宏展肖田华
东华大学学报(自然科学版) 2021年1期
顾生辉,孙志宏,b,吕宏展,肖田华
(东华大学 a.机械工程学院;b.纺织装备教育部工程研究中心,上海 201620)
异形截面编织物作为复合材料的预制件,具有强度高、结构不分层、可直接成型、无需裁剪、设计方便等优点[1-2],在航天航空和建筑领域都具有广泛的应用前景[3-4]。目前,异形截面编织物的编织方法主要包括行列式三维编织法和旋转式三维编织法[5]。行列式三维编织法可分为“二步法”和“四步法”,在这两种编织方法中锭子均是整行或整列移动,虽可用于编织异形截面编织物,但速度较慢[6-7]。旋转式三维编织法通过叶轮驱动锭子沿顺时针或逆时针方向运动,从而牵引纱线以一定角度交织形成编织物[8]。相比行列式编织法,旋转式编织法的编织速度更高。
旋转式编织技术应用于异形截面编织物的编织成型始于20世纪90年代。Tsuzuki等[9]设计了一种用叶轮编织异形截面编织物的方法,即通过叶轮驱动锭子,当锭子随叶轮运动到相邻叶轮之间的交接点时,相邻的叶轮开始转动,从而将交接点处的锭子带走。该方法虽可编织得到异形截面编织物,但相邻叶轮交替运行,致使编织速度较低。文献[5]中的Herzog旋转式三维编织机可连续运动,该类编织机在轨道交接处安装了兼具连接和分离两种工作状态的变轨转盘,通过控制变轨转盘的旋转和停止,可在编织平面上组合出不同结构的编织轨道用以编织异形截面编织物。Du等[10]通过研究Herzog旋转式编织机中的轨道组合方式,提出了多层联锁的轨道结构,通过减少锭子数量可避免编织过程中出现的干涉问题。
锭子的减少会降低编织物的编织密度,致使机器轨道利用率较低。因此本文以不减少锭子数量为前提,在现有的旋转式编织技术研究基础上设计出一种新型的编织轨道交叉组合方式,通过约束锭子排布规律避免了编织过程中轨道交叉处的锭子产生干涉问题,使旋转式编织机可直接生产矩形、三角形、圆形等截面形状的三维立体编织物。
1 旋转式编织原理
1.1 锭子排布规律
旋转式编织机中的锭子,在叶轮驱动下沿锭子轨道运动。图1为只有1条锭子轨道的编织结构示意图,轨道中存在交叉点a,其在编织过程中需传递来自两个方向的锭子。为避免两个方向上的锭子同时进入交叉点发生干涉,需保证同时刻仅单方向有锭子进入交叉点[11]。因此,在这种存在交叉点的轨道上可最多布置的锭子数为叶轮总槽口数的一半,这种锭子排布状态称为“饱和排布”,而将锭子数少于槽口总数一半的排布状态称为“稀疏排布”。图2为图1轨道展开后的简化模型,锭子在轨道上的排布规律可通过数字序列来表达,1表示轨道槽口处有锭子,0表示无锭子,因此图2中锭子的排布规律可表示为“1010……”。常见的锭子排布规律如表1所示[12]。

图1 编织结构示意图Fig.1 Diagram of braiding structure

图2 简化模型Fig.2 Simplified model
表1 常见锭子排布规律
1.2 不同轨道数量的编织成型
1.2.1 单轨编织
缆绳、平带等编织物的编织系统通常只含1条锭子轨道,通过轨道内部的自交叉使纱线相互交织形成编织物,如图3所示。自交叉轨道向多个方向延伸,也可实现相对复杂的编织物成型。

图3 单轨编织系统Fig.3 Single track braiding system
1.2.2 双轨编织
常见的管状编织物是由两组锭子分别在两条轨道上相向运行、交织而成,图4(a)为管状编织物编织成型的锭子与轨道系统。此外,在双轨编织系统中,各轨道内部也可进行自交叉,从而编织获得更复杂的编织物,图4(b)为X形编织截面的锭子和轨道系统。
(a) 管状编织结构

(b) X形截面编织结构
1.2.3 多轨编织
3条及其以上轨道的编织系统可生产更复杂的编织物。图5所示的多轨道编织系统中,多轨道通过交叉组合形成梯形截面的立体编织结构。通过多轨道组合可以生产形状复杂的立体编织物,但其锭子的运动轨迹复杂,为保证内部轨道正常运行且不发生干涉,需经过系统的分析。
图5 多轨道编织系统Fig.5 Multi-track braiding system
2 旋转式编织系统中的轨道交叉组合
要实现多条轨道之间的有效交叉组合,需保证锭子在组合后的轨道上运行时不发生干涉。编织系统中可能发生干涉的位置通常为轨道之间的交叉点。常见的轨道间交叉点有两类,即同一轨道内部的交叉点(图6中单点划线圆位置)和不同轨道之间的交叉点(图6中双点划线圆位置)。
图6 编织轨道之间的交叉点Fig.6 Intersections among braiding tracks
2.1 同一轨道上运行的锭子不发生干涉的条件
以平带编织为例,其编织结构如图7所示。叶轮驱动锭子沿实线轨道从左到右运动,再沿虚线轨道从右到左运动,如此往复。在整个运动的过程中,实线轨道和虚线轨道发生交叉,交叉的位置称为自交叉点。
图7 平带编织结构Fig.7 Flat braiding structure
以t0时刻为起始时刻,对图7中平带编织结构的交叉点1进行分析,将t0时刻后由方向A运动到交叉点1的锭子排布称为锭子序列A,由方向B运动到交叉点1的锭子排布称为锭子序列B。图中槽口处字母的值为1或0,表示叶轮槽口的携锭子状态,则锭子序列A可表示为abcdgijlnmkhfe……,锭子序列B可表示为dgijlnmkhfeabc……。为保证交叉点1无干涉,序列A+B不可出现大于1的数。
现假设除交叉点1外整条轨道运行无干涉,则可将交叉点1两侧的叶轮简化为等效叶轮。等效叶轮的槽口数分别等于交叉点1两侧叶轮的总槽口数,简化后的平带编织结构示意图如图8所示。由两序列的排布可知,两序列来自于同一个锭子排布规律,相异处仅在于其起始位置之间有3个错位(B序列的第1位“d”为A序列的第4位)。此时若该轨道上的锭子序列满足错3位且与原序列合并后无数值大于1,则认为交叉点1无干涉。
图8 简化后的编织结构Fig.8 Simplified braiding structure
轨道上的锭子序列来自轨道的锭子排布规律,锭子排布规律错位合并情况:排布规律同为“10”的锭子序列A(101010……)与B(010101……)合并后,得到的锭子序列为111111……未出现大于1的数,因此不会干涉。序列A的第1位为“10”排布规律的第1位,序列B的第1位为“10”排布规律的第2位,两者的差值为1,将此差值称之为“10”排布的“错位数”,即“10”排布规律的错位数为1。同理,若排布规律同为“1100”的锭子序列C(11001100……)与D(00110011……)合并,得到的数字序列也为111111……也不会发生干涉。序列C的第1位为“1100”排布规律的第1位,序列D的第1位为“1100”排布规律的第3位,两者的差值为2,因此“1100”排布规律的错位数为2。以此类推,“100”排布规律的错位数有两个,为1和2,而“10100101”排布规律的错位数为4。常用锭子排布规律的错位数如表2所示。
表2 常见锭子排布规律的错位数
综上所述,遵循同一锭子排布规律,不同起始位置的锭子序列合并,若其起始位置的差值等于该锭子排布规律的错位数加上n倍的周期,则此两序列合并无干涉。继续对交叉点1进行分析,假设图7中轨道的锭子排布规律周期为T,序列A与B起始位置的差值S=3(即等效叶轮1的槽口数),用W表示该锭子排布规律的错位数,则当S=nT+W时,交叉点1无干涉。对自交叉点2、3的干涉分析与自交叉点1类似,不同之处在于等效叶轮1的槽口数S不同。若S的变化值是周期T的倍数,则上述不干涉公式依然成立,即交叉点2、3、4不会发生干涉。
将上述公式引申到实际,在含有自交叉点的单轨道编织系统里,已知锭子轨道结构时,可通过选择合适的锭子排布规律来避免干涉,选择方法如下:
(1) 锭子排布周期T取系统内两个交叉点之间槽口数的公约数(决定两交叉点的S值的变化)。
(2) 锭子排布的错位数选择边缘叶轮(与其他叶轮仅有1个交叉点)槽口数除以锭子排布周期的余数(为确保n可解出)。例如:图8中,两个交叉点之间槽口数的公约数为2和4。当周期取2时,计算得到的错位数为1,可选“10”排布;当周期取4时,错位数为1和3,可选“1000”排布。
此公式也可用于指导设计锭子轨道结构,当锭子排布规律已知时,其锭子轨道结构的设计准则为边缘等效叶轮槽口数S=nT+W,相邻的两个交叉点之间的槽口数S=nT。例如:“10”排布规律的周期T=2,错位数W=1。设计其锭子轨道结构时,需保证边缘等效叶轮槽口数S=2n+1(n为自然数),两个交叉点之间的槽口数应为2的倍数;“1100”排布规律的周期T=4,错位数W=2,设计其编织结构时需保证边缘等效叶轮槽口数S=4n+2 (n为自然数),两个交叉点之间的槽口数应为4的倍数。
2.2 不同轨道上运行的锭子不发生干涉的条件
管状编织结构由两条轨道交叉形成,如图9中的虚线和实线所示。两轨道之间存在若干交叉点,与单轨交叉类似,若两条轨道同时携带锭子进入交叉点,则会发生干涉。为保证系统的正常运行,各轨道中锭子排布规律及编织结构需满足一定关系。

图9 管状编织结构Fig.9 Tubular braiding structure
图9中交叉点1处,轨道1上的锭子向右运动,轨道2上的锭子向左运动。将从t0时刻开始,由轨道1运动到交叉点1的锭子排布顺序称为序列E(ijklmnopqrst……),由轨道2运动到交叉点1的锭子排布顺序称为序列F(IJKLMNOPQRST……)。为保证交叉点1无干涉,序列E+F不可出现大于1的数,即:当序列E中为1时(槽口内有锭子),序列F在同位置为0(槽口内无锭子);当序列E中为0时(槽口内无锭子),序列F在同位置为0或1(槽口内有无锭子皆可)。若序列E+F全为1,将此时的序列E与F称为互补序列。由于序列E和F分别来自轨道1和2的锭子排布规律,若这两种序列互补,则两轨道的锭子排布规律互补。例如:“10”与“01”互补,“101101”与“010010”互补。
继续对交叉点2进行分析,将t0时刻后经过交叉点2的轨道1和2上的锭子序列分别记为序列G(lmnopqrstijk……)和序列H(TIJKLMNOPQRS……)。序列E~H的排布情况如图10所示。由图10可知:与序列E的起始位置相比,序列G的起始位置后推了3个位置(等于轨道1上交叉点1与2之间的槽口数);与序列F的起始位置相比,序列H的起始位置前移了1个位置(等于轨道2上交叉点1与2之间的槽口数)。
图10 各序列的排布对比Fig.10 Comparison of each arrangement
因此,序列G与H合并,相当于将序列E与F错4位合并。若4是锭子排布规律周期T的倍数,那么错开4位的序列F与原序列相同,即序列G与H合并等同于序列E与F合并。若已知序列E、F互补,则序列G与H合并也互补。综上所述,当交叉点1处不发生干涉且锭子排布规律周期T是4的约数时,交叉点2也不会发生干涉。
记交叉点1与2在轨道1上相距x1个槽口,在轨道2上相距y1个槽口。交叉点2与3、3与4、4与5、5与6、6与1之间的距离类似,则xi、yi(i=1、2、3、4、5、6)的值如表3所示。

表3 xi和yi的值
根据上述分析,在交叉点1处不发生干涉的情况下,交叉点2处不发生干涉的条件为(x1+y1)/T=正整数。同理,交叉点3、4、5、6处不发生干涉的条件为(xt+yt)/T=正整数(t=2、3、4、5)。
因此,不同轨道之间交叉时,为避免锭子干涉,锭子排布规律的选择应遵循:交叉的两条轨道选择互补的锭子排布规律,且在第1个交叉点处呈互补交叉状态;锭子排布规律周期T取两个交叉点之间槽口数的公约数(1除外)。
此理论也可用于指导锭子轨道结构的设计,设计准则为确保相邻的两个交叉点在两轨道上的槽口数之和是锭子排布规律周期的倍数。
2.3 轨道组合方式
2.3.1 无交叉轨道组合
无交叉的轨道在设计时仅需要考虑第2种干涉(不同轨道间的干涉)。以常用的四槽口叶轮为例,其无交叉轨道可设计为如图11所示形式。图中两轨道自身无交叉,仅与对方交叉,相邻交叉点之间的槽口数为4,因此两锭子排布可设计周期为4的互补序列,如1010与0101。
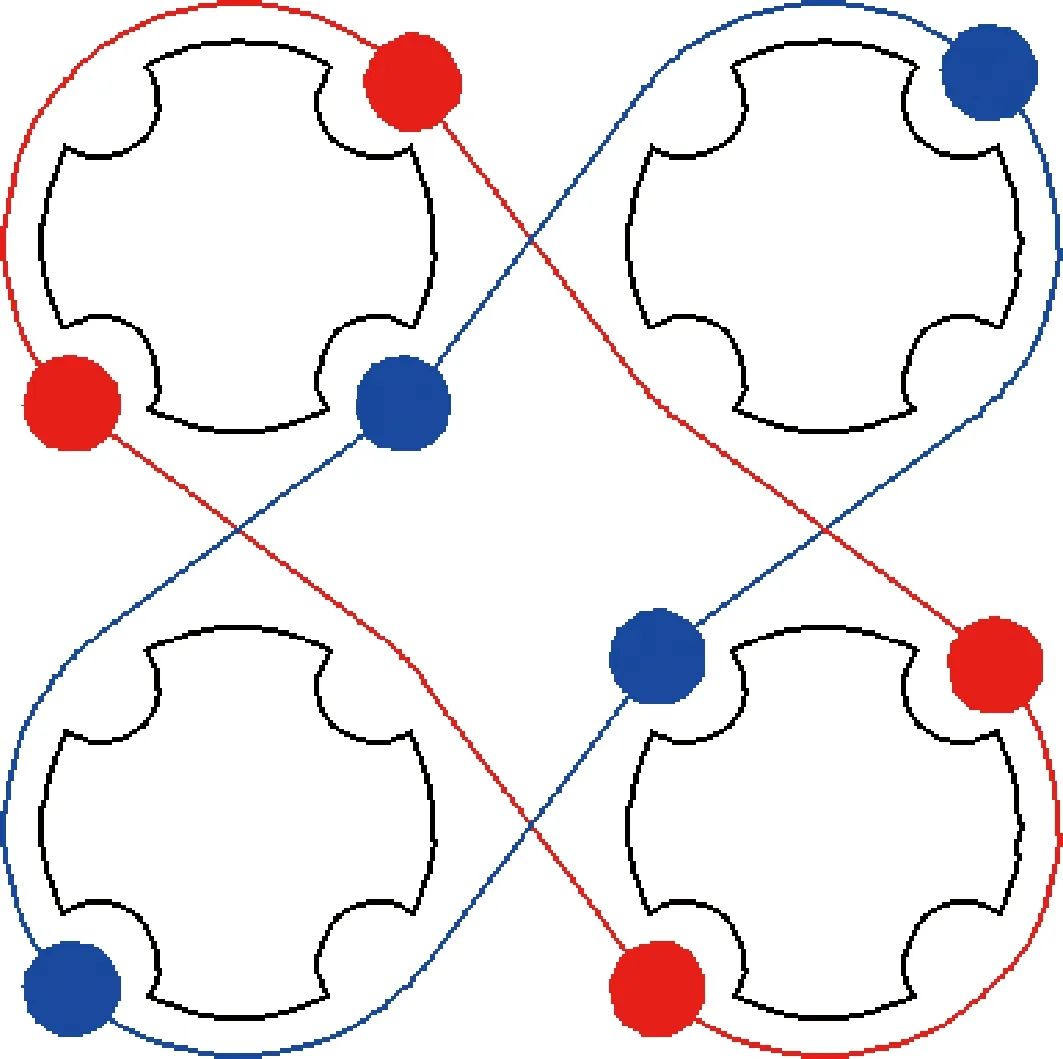
图11 无交叉轨道组合基本单元Fig.11 Basic unit with non-cross track combination
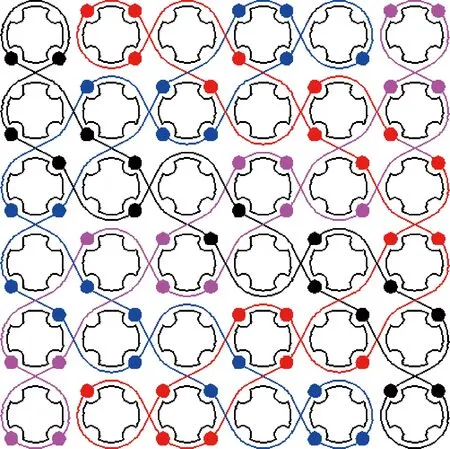
通过增加轨道数量与延长轨道长度,上述基本轨道可延伸为各种异型截面图形,如图12所示的三角形和圆形。轨道增加后,相邻交叉点之间的槽口数为4的倍数,根据2.2节的结论,周期为4的互补序列在此类交叉点不会发生干涉。

(a) 三角形截面编织方案

(b) 圆形截面编织方案
2.3.2 有交叉轨道组合
有交叉轨道在设计时首先要考虑第1种干涉(同一轨道内的干涉)。以常用的四槽口叶轮为例,由于四槽口叶轮仅可以组合为4n槽口的等效叶轮,因此将锭子排布的错位数选为4,周期选为8。两条此类型轨道的交叉组合基本单元如图13所示。对两轨道之间的交叉点分析,计算出相邻交叉点之间的槽口数为8,因此两锭子排布可设计成周期为8、错位数为4的互补序列,如10100101与01011010。
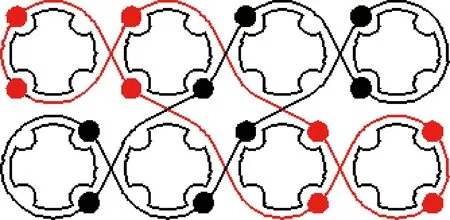
图13 有交叉轨道组合基本单元Fig.13 Basic unit with cross track combination
通过增加轨道数量与轨道长度,上述基本轨道同样可延伸为各种异型截面图形,如图14所示的矩形和T形。轨道增加后,相邻交叉点之间的槽口数为8的倍数,根据2.2节的结论,周期为8的互补序列在此类交叉点不发生干涉。
(a) 矩形截面编织方案
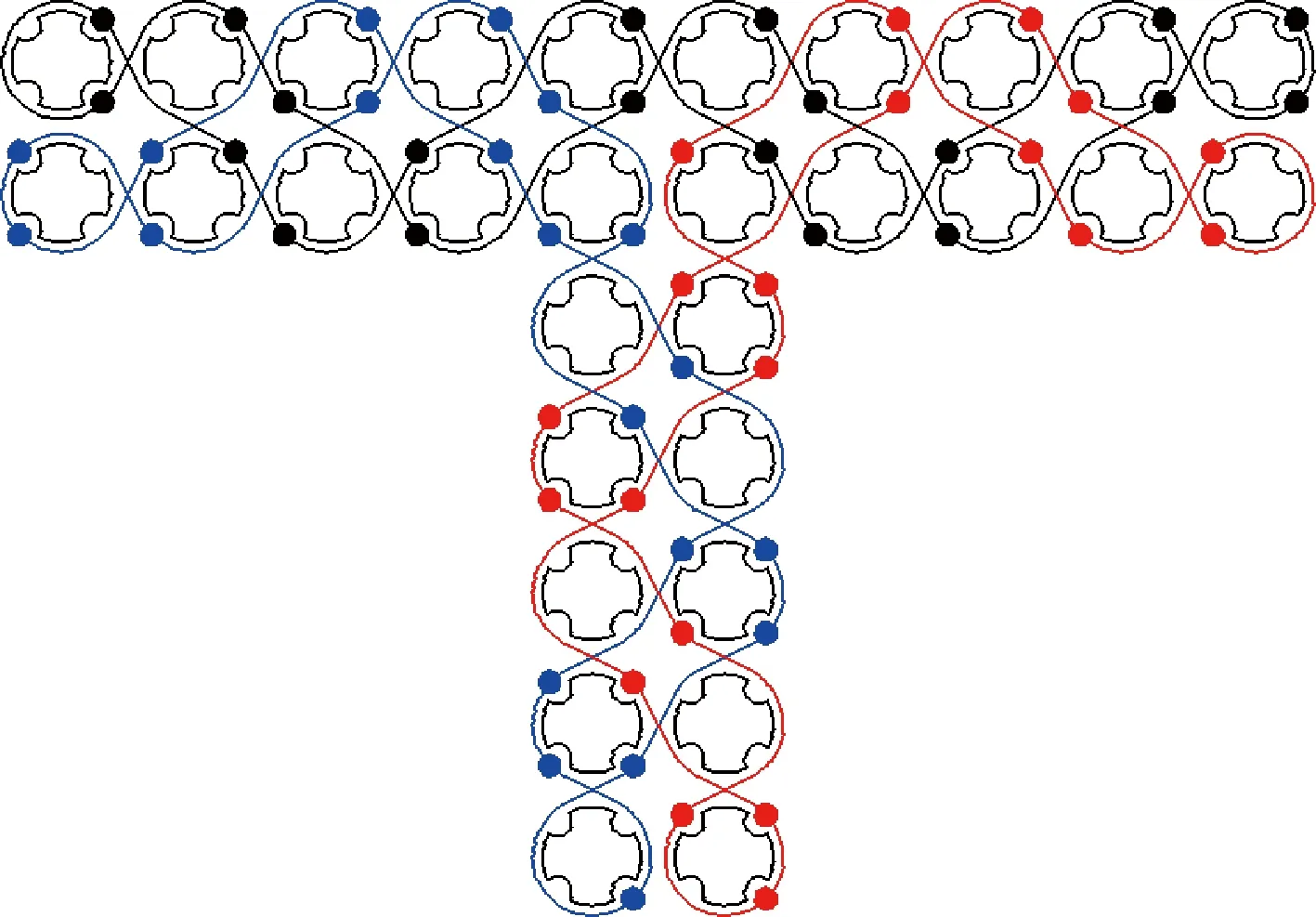
(b) T形截面编织方案
3 编织试验
选用直径为90 mm的四槽口叶轮,搭建出如图15所示的8×8叶轮编织试验平台。根据图12(a)与图14(a)所示的编织系统调整轨道并布置锭子。实际编织出的三角形与矩形编织物如图16所示。
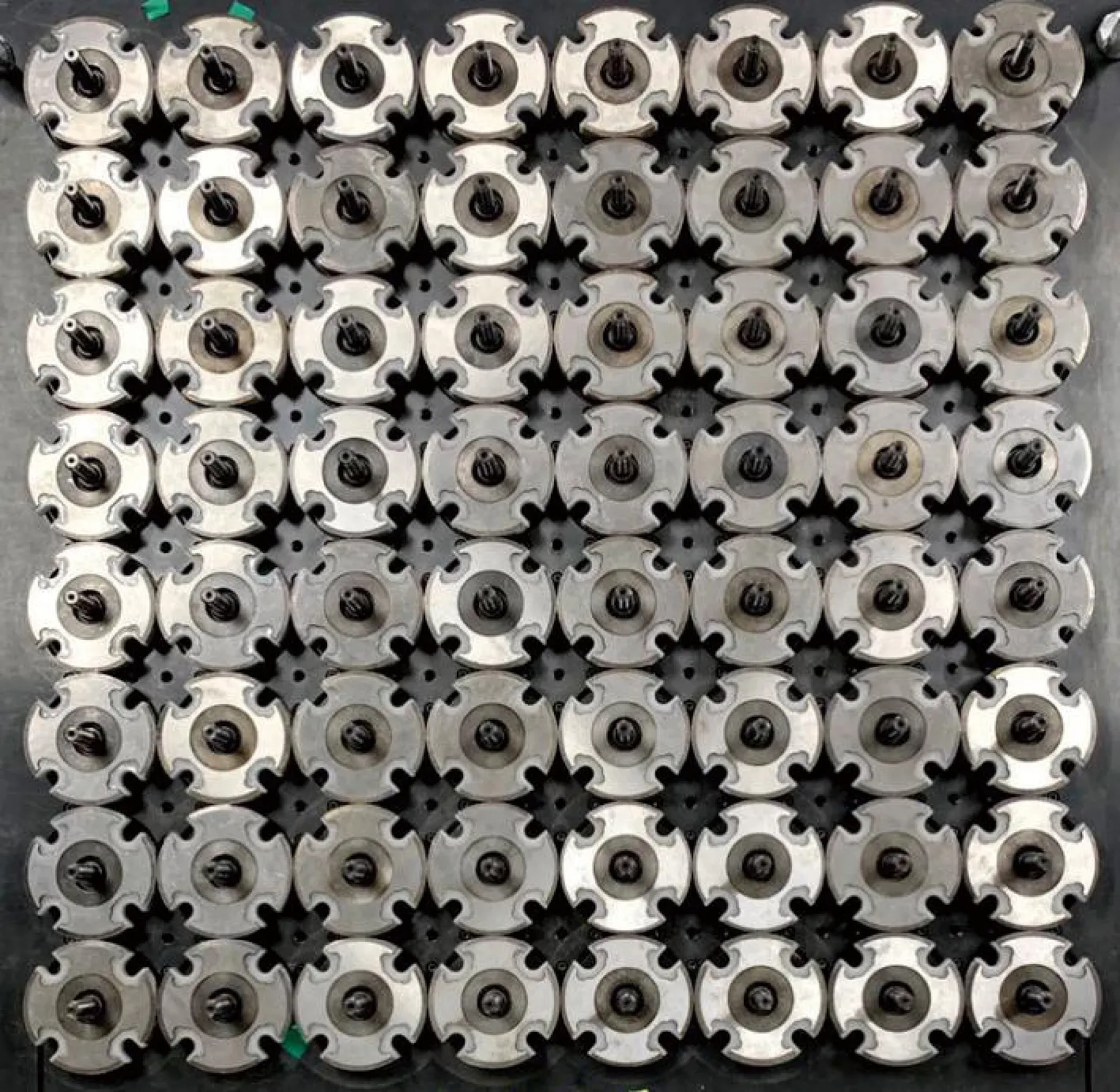
图15 8×8叶轮编织试验平台Fig.15 Braiding test platform with 8×8 impellers

(a) 三角形织物

(b) 矩形编织物
4 结 语
本文利用数字序列的合并代替轨道交叉点的锭子交叉,通过计算推导出避免单轨内部和多轨之间交叉点发生干涉的方法,以此设计出有交叉轨道与无交叉轨道的组合方法,并进行实际编织验证方法的可行性,得出的主要结论如下:
(1) 当编织系统中锭子轨道结构确定时,可根据边缘叶轮槽口数和两交叉点之间的槽口数选择锭子的排布规律,以确保编织过程连续,同时避免发生锭子干涉。
(2) 当编织系统中锭子排布规律选定时,可根据锭子排布规律的周期和错位数设计锭子的轨道结构,以确保编织物一次成型,同时避免编织过程中发生锭子干涉。
(3) 基于上述结论对编织轨道进行交叉组合,设计出三角形、矩形、圆形与T型截面编织物的编织方案,对基于旋转式编织工艺生产三维立体预制件的工作具有一定的指导意义。
猜你喜欢
机床与液压(2022年19期)2022-10-25
少儿科学周刊·儿童版(2022年10期)2022-06-27
大电机技术(2022年2期)2022-06-05
保健与生活(2022年7期)2022-04-08
中国新技术新产品(2022年2期)2022-04-08
能源工程(2021年6期)2022-01-06
今日农业(2021年12期)2021-11-28
初中生世界·八年级(2019年6期)2019-08-13
Coco薇(2017年7期)2017-07-21
小学生导刊(低年级)(2016年9期)2016-10-13
