
基于粒子群-模糊PID的织网机主动穿线板多电机协同控制
2021-04-01 01:31侯崎山明灿坤张玉井陈振宇
东华大学学报(自然科学版) 2021年1期
侯崎山,孟 婥,明灿坤,张玉井,陈振宇
(东华大学 机械工程学院,上海 201620)
近年来,绳网具的应用越来越广泛,产量逐年增加。织网机作为绳网具的主要生产工具,其结构及性能等对绳网具的质量影响很大。现有织网机的传动部分大多通过机械结构实现,存在运动链长、传动累计误差大的问题,导致生产的网片品质受限。
为解决织网机运动链冗长导致传动误差累计的问题,利用伺服电机驱动织网机穿线板实现其上下、前后、左右各个方向的运动,并对系统中多伺服电机的同步性能提出了较高的要求。张兰春等[1]研究了单电机全电调节无级变速器速比控制,采用粒子群优化(particle swarm optimization, PSO)模糊PID(proportion integration differentiation)控制系统提高系统的控制精度,改善速比跟踪性能,但建模时未考虑传动带的形变量等因素,导致控制系统误差存在理论误差。杨洋等[2]针对常规模糊PID控制器自适应能力差的问题展开研究,提出一种基于粒子群算法寻优的模糊PID控制器,该控制器有效提高了交流永磁同步电机的动态响应能力,但未结合实际工况的扰动条件,应用的效果有待检验。刘鑫等[3]基于PSO算法的多液压缸同步顶升模糊PID控制方法,改善了大型挖掘机顶升同步误差大的问题,提高了顶升控制系统的控制精度,但模型复杂计算量大导致系统响应时间较长。
针对上述问题,本文通过建立穿线板系统三电机协同控制仿真模型,基于PSO算法的模糊PID控制策略,优化PID控制的初始参数,充分发挥模糊控制灵活、适应性强的优点,以期改善织网机穿线板多电机控制系统的同步性能[4-6]。
1 织网机主动穿线板系统
图1为穿线板结构,纱线可从其线性排列的孔中穿过,利用穿线板带动纱线运动。织网机主动穿线板总长为6 m,总质量为11.4 kg。穿线板在上下、前后、左右各个方向的转速范围一般为060 r/min, 其运动具有大惯量、低转速的特点。

图1 主动穿线板结构图Fig. 1 Structure of active threading board
织网机进行织造生产时,穿线板按照预定的空间轨迹运动,并与上钩、下钩和梳钩等配合完成打结,以形成网片。织网机主动穿线板系统的工作原理如图2所示,穿线板在伺服电机驱动下通过传动机构实现上下、前后、左右各方向的运动。穿线板具有频繁换向、启停的运动特性。现有穿线板控制系统动态特性较差,穿线板运动存在超前或滞后的现象,这导致穿线板与其他构件配合精度低,影响结节质量。另一方面,织网机机构多、运动复杂、存在振动,纱线穿过穿线板后,其张力产生波动,导致伺服电机转速波动大,穿线板运动不平稳。穿线板与其他构件配合精度较低,也降低了成品网片的质量。

图2 织网机主动穿线板系统工作原理图Fig.2 Schematic diagram of the active threading board system of the netting machine
2 多伺服电机协同控制
2.1 永磁同步电机数学模型
三相永磁同步电机是强耦合、复杂的非线性系统。通过Clark和Park变换,可将A、B、C三项坐标系转换到d-q二项坐标系,以简化数学模型[7]。永磁同步电机在同步旋转坐标系的数学模型如下:
定子电压方程为
(1)
式中:ud、uq分别为定子电压的d-q轴分量;id、iq分别为定子电流的d-q轴分量;R为定子电阻;ψd、ψq为定子磁链的d-q轴分量;ωe为转子角速度。
定子磁链方程为
(2)
式中:Ld、Lq分别为d-q轴电感分量;ψf为永磁体磁链。
电磁转矩方程为
Te=1.5pniq[id(Ld-Lq)+ψf]
(3)
式中:Te为电磁转矩;pn为电机磁极对数。
机械运动方程为
(4)
式中:Ta为负载转矩;B为阻尼系数;ωm为电机的机械角速度。
2.2 多伺服电机协同控制策略


图3 三电机偏差耦合同步控制结构图Fig.3 Structural diagram of three-motor relative coupling synchronous control
电机1的速度补偿器如图4所示。由图4可知,knj为速度补偿系数;knj=Jj/Jn;n=1,2, 3;j=1, 2;Jj为与电机n相邻的第j台电机的转动惯量。针对三电机同步控制系统,首先将电机1的输出转速分别与耦合电机2、3的转速做差,再分别乘以相应的速度补偿系数进行速度补偿,二者的和为电机1的速度补偿信号,同理可得电机2、3的速度补偿器。
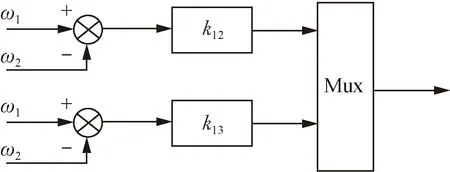
图4 电机1的速度补偿器Fig.4 Speed compensator for motor 1
在三电机偏差耦合同步控制系统中,对每台电机引入了速度补偿器,电机的输出转速在耦合系统中动态地分配速度补偿信号,每台电机与各自的控制器形成闭环子系统,速度补偿器的存在使三台电机相互耦合成同步控制系统,保证每台电机的同步误差快速稳定地收敛,三电机同步控制系统最终达到稳态,实现同步控制。
3 模糊PID控制与PSO算法
3.1 模糊PID控制器
模糊控制由模糊集合论、模糊语言变量和模糊逻辑推理3部分组成,是一种非线性控制[9]。


图5 模糊PID控制系统结构图Fig.5 Structural diagram of fuzzy PID control system
常规PID控制器的控制规律为
(5)
式中:KP为比例系数;KI为积分系数;KD为微分系数。
将式(5)写成传递函数形式为
(6)
PID控制器的主要作用是保证被控电机输出稳定的转速,并且使稳态误差尽可能小。模糊控制器主要通过调整PID控制器的参数,使得PID控制器能适应不同工况。模糊控制以系统误差e以及系统误差变化率ec为输入参数,对两个输入参数进行模糊化,将两个参数转化为模糊量和相应的模糊语言,得到其对应的模糊语言集合E和EC。采用模糊规则库逻辑推理进行模糊决策,得到模糊量U,经过反模糊化得到精确的控制量u,调整PID控制参数ΔKP、 ΔKI、 ΔKD,对比电机的设定转速与输出转速,循环上述步骤,以实现PID控制参数的自适应调节。
3.2 PSO算法
PSO算法具有迭代格式简单,需要调整的参数少,可快速收敛到最优解所在区域等优点[10]。PSO算法首先在可行域内随机生成一群粒子,每个粒子都是潜在的优化问题最优解,这些粒子没有质量和体积,但具有位置、速度和适应度值3种特征,粒子的优劣通过适应度值来衡量。粒子自身搜索找到的最优解,称为个体极值(Pbest);另一个极值是整个种群中所有粒子搜索到的最优解,即全局极值(Gbest)。n个粒子组成的粒子群在D维空间中寻优,每个粒子i都具有D维位置向量Xi=[xi1,xi2, …,xiD]以及各自D维的速度向量vi= (vi1,vi2, …,viD),根据目标函数可计算出每个粒子位置对应的适应度值,根据适应度值评判产生个体极值Pi=(Pi1,Pi2, …,PiD)和全局极值Pg= (Pg1,Pg2, …,PgD)。每轮进化过程中,粒子i通过当前的个体极值和全局极值更新自己的速度和位置,进化方程为
(7)

(8)
为获取满意的过渡过程动态特性,采用误差绝对值时间积分性能指标为PSO算法的适应度函数。为防止控制能量过大,在适应度函数中加入控制输入的平方项,适应度函数为

(9)
式中:e(t)为系统误差;u(t)为控制器输出;ω1和ω2为权值。
为避免超调,采取惩罚措施,将超调量作为适应度函数的一项,在e(t)<0时,适应度函数为
(10)
式中:ω3为权值,且ω3>>ω1。
3.3 基于PSO算法的模糊PID控制器
PSO算法具有收敛速度快、易实现、操作方便的优点,结合模糊控制则收敛速度更快,收敛率也得到了提高。PSO算法适用范围广,寻优效果好,总能找到满足系统要求的参数。
图6为基于PSO算法的模糊PID控制系统结构图,PSO算法优化PID控制器的初始参数KP、KI、KD,模糊控制调整PID参数ΔKP、 ΔKI、 ΔKD。适应度Fitness由适应度函数计算得出,该适应度是评判当前PID控制参数优劣的唯一标准,通过不断调整PID参数,以降低适应度值,达到优化系统控制效果的目的。

图6 基于PSO算法的模糊PID控制系统结构图Fig.6 Structure diagram of fuzzy PID control system based on PSO algorithm
织网机织造过程中,穿线板需要频繁换向、启停,因此要求驱动系统具有较好的动态特性、较快的响应速度。由于实际工况复杂、机身存在振动,纱线张力产生波动,对穿线板系统电机造成干扰,所以要求穿线板控制系统应具有较好的抗干扰性。当扰动产生时,电机的转速波动越小,对穿线板系统造成的位置变化越小,穿线板与上钩、下钩和梳钩等配合精度越高,织造的成品品质越好。结合织网机主动穿线板的工作特性,要求基于PSO算法的模糊PID控制系统具有较快的响应速度、较小的超调量及较好的稳健性。
4 基于PSO算法的模糊PID控制器仿真校验
为验证上述算法的控制效果,在MATLAB/Simulink平台上进行仿真校验。
4.1 伺服电机仿真模型
采用3台相同型号伺服电机,其参数如下:电感Ls=8.5×10-3H,电阻R=2.875,总的转动惯量Js=0.8×10-3kg·m2,黏性阻尼系数为B=0.02 (N·m·s)/rad,永磁磁通φf=0.175 Wb,磁极pn=4。其中,Kc=1.5pnφf是电机的转矩系数,Ke=pnφf是电机的反电势常数。伺服电机模型如图7所示,u为输入电压,ωr为输出转速,Ta为负载转矩。
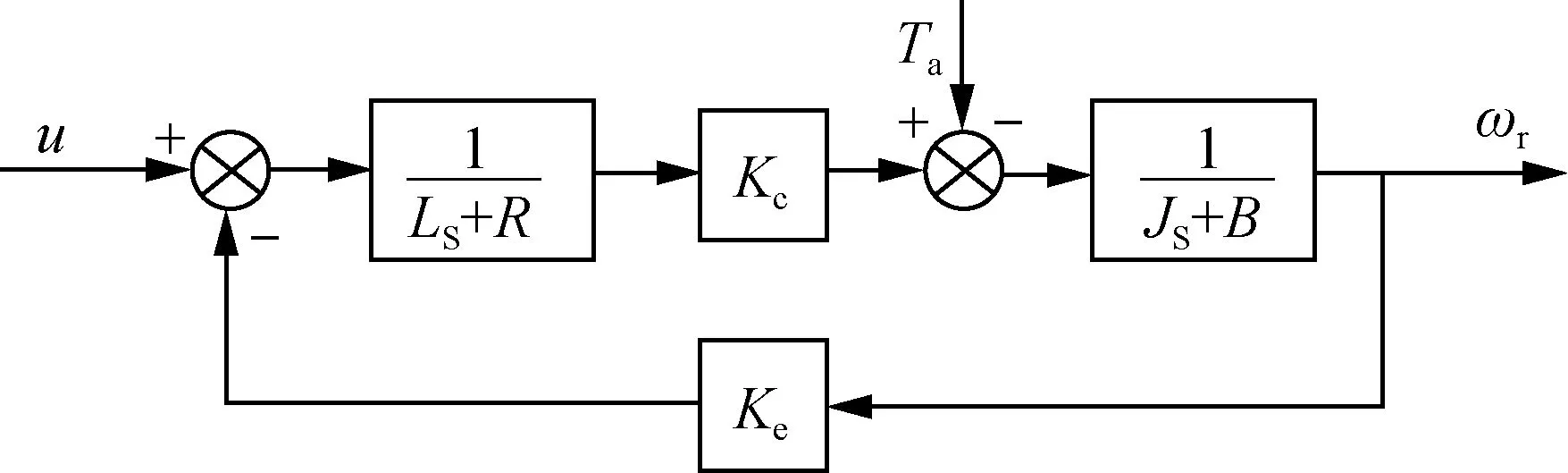
图7 伺服电机仿真模型Fig.7 Servomotor simulation model
4.2 仿真结果分析
PSO算法的参数设置:粒子种群数N=100,最大迭代次数为100,c1=c2=2,粒子搜索区域[-100, 100],粒子速度vmin=-vmax=-1。模糊控制的参数设定:输入变量的论域为{-15, -10, -5, 0, 5, 10, 15};输出变量的论域为{-9, -6, -3, 0, 3, 6, 9};输入输出语言变量设为{负大,负中,负小,零,正小,正中,正大}。
结合穿线板的实际转速范围,给定系统的目标转速为36 r/min,3台电机在相同工况下启动,仿真时间为5 s。在1.5 s时,对电机2施加4 N·m的扰动;在2.5 s时对电机3施加-10 N·m的扰动。3台电机在不同控制方法下的速度响应曲线和同步误差曲线如图8~图10所示。
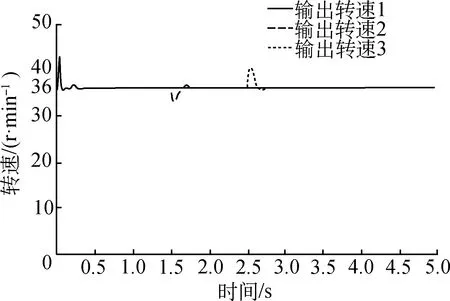
(a) 速度响应曲线
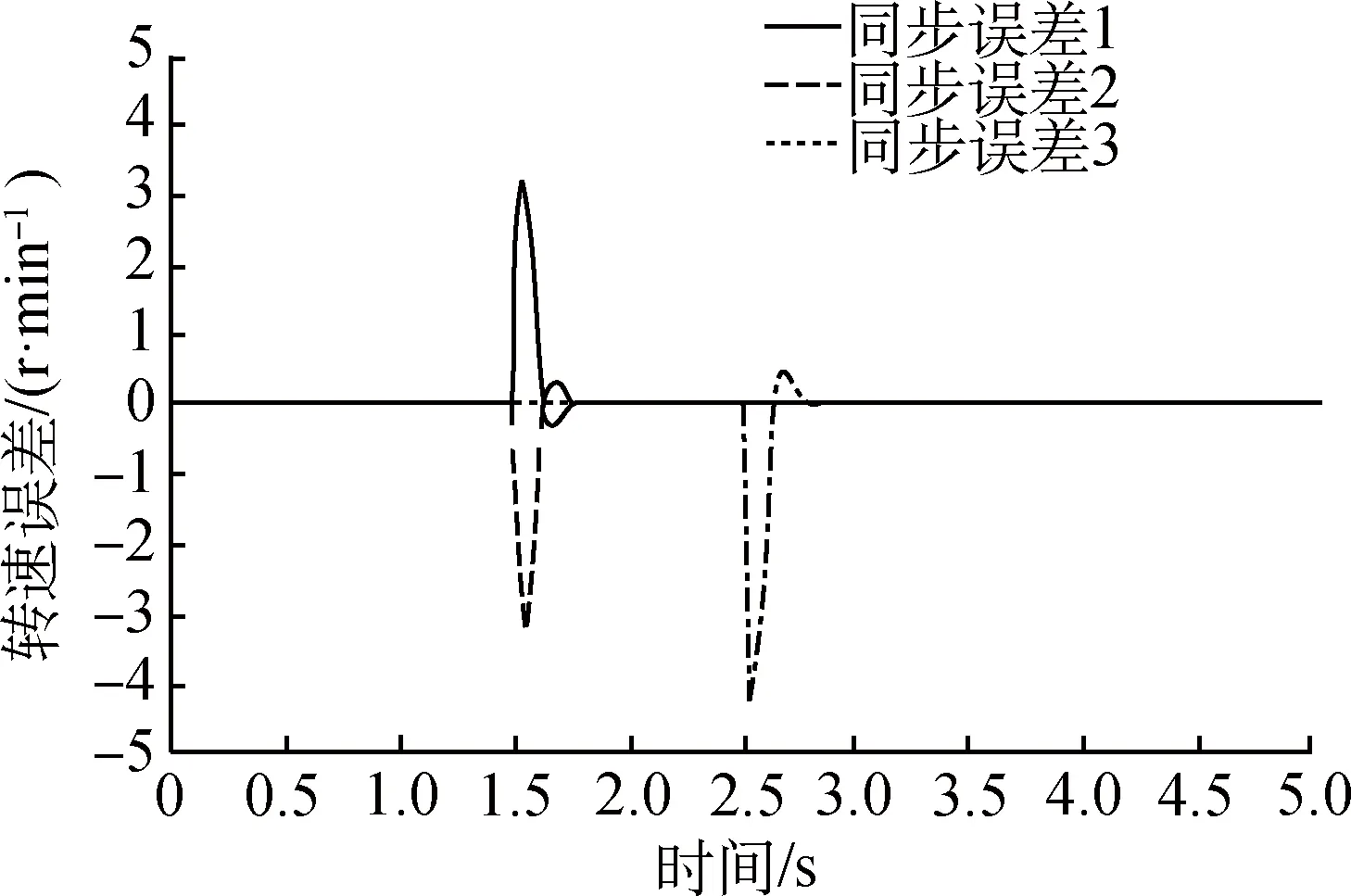
(b) 同步误差曲线
由图8可知:空载启动时常规PID控制的超调量为20%,调整时间为0.42 s;施加扰动时常规PID速度响应曲线有较大的波动,两次扰动引起误差曲线数值变化为3.26和4.35 r/min。
由图9可知:空载启动时采用模糊PID控制的超调量为4%,调整时间为0.47 s;施加扰动时模糊PID速度响应曲线波动幅度比常规PID控制有一定程度的下降,两次扰动引起误差曲线数值变化为0.91和1.91 r/min。

(a) 速度响应曲线
(b) 同步误差曲线

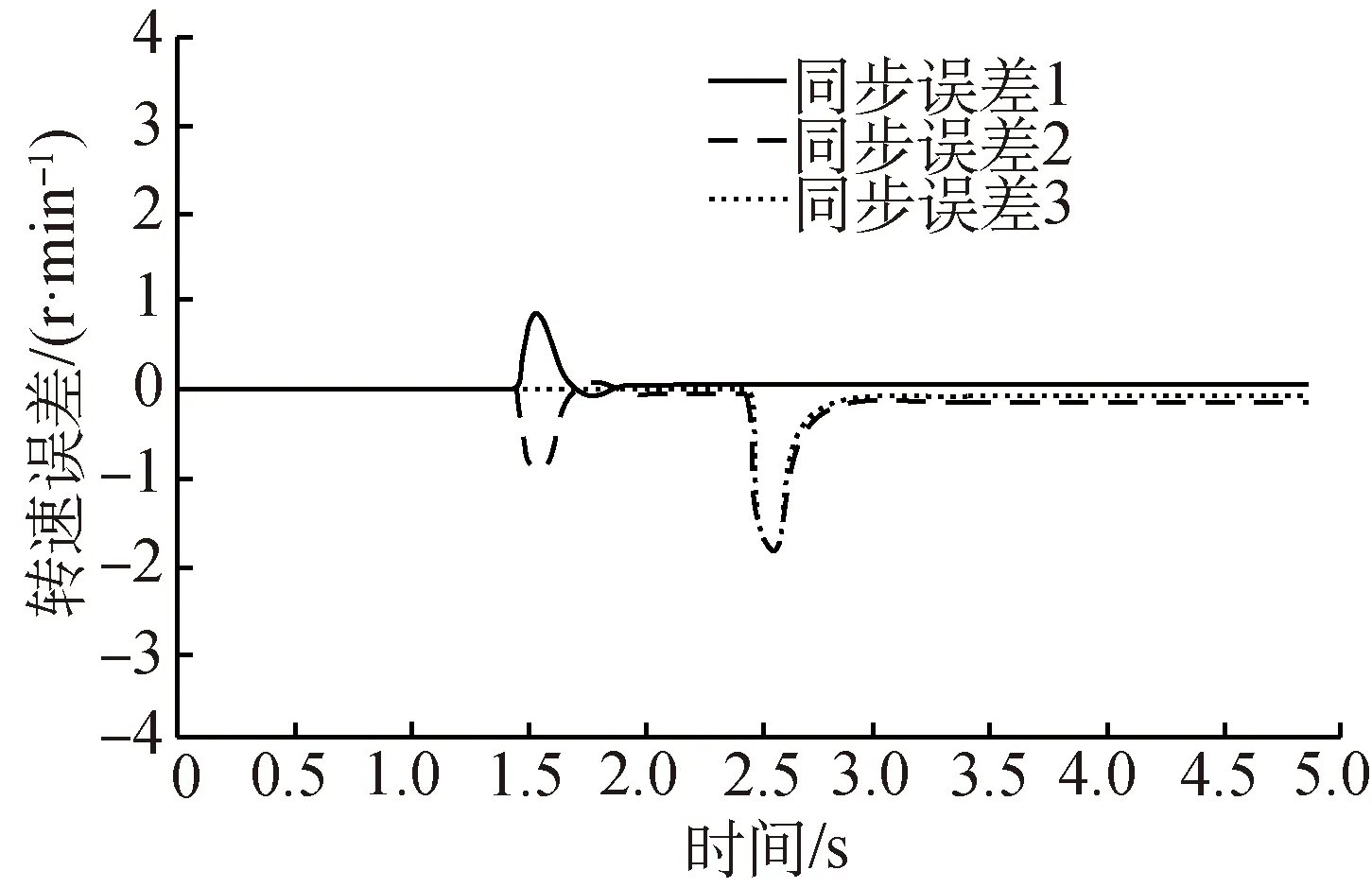
(a) 速度响应曲线

(b) 同步误差曲线
由图10可知:经PSO算法优化的模糊PID控制无超调量,调整时间为0.35 s;施加扰动时经PSO优化的模糊PID速度响应曲线几乎无波动,两次扰动造成的同步误差曲线变化量分别为0.12和0.08 r/min,均小于0.2 r/min,且在很短时间内同步误差就归于零。
仿真结果表明,本文提出的控制方法在多伺服电机系统从启动到稳定运行或受到干扰时,都能快速稳定地消除电机间的同步误差,实现多伺服电机的同步运行。这充分表明,相较于常规PID和模糊PID控制方法,经PSO算法优化的模糊PID控制在多伺服电机协同控制系统中有良好的效果,稳健性和同步性能均有明显提高。
5 结 语
针对织网机主动穿线板系统中多伺服电机协同控制问题,本文采用PSO算法优化模糊PID控制方法,PSO算法优化初始参数KP、KI、KD,模糊控制优化PID参数的增量。在MATLAB/Simulink软件中对3台伺服电机系统进行仿真校验,仿真结果表明,本文的控制方法无超调量,调整时间较短为0.35 s, 干扰引起的速度波动小(目标转速36 r/min, 速度波动小于0.2 r/min),对干扰有较好的适应性,同步控制性能最优。相较于常规PID控制和模糊PID控制,经PSO算法优化的模糊PID控制精度更高、收敛速度更快、稳健性较好,有效提高了多伺服电机的协同控制效果,解决了织网机主动穿线板系统的多电机协同控制问题,从而提高了织网机成品的质量。
猜你喜欢
计算机仿真(2022年8期)2022-09-28
小学生优秀作文(低年级)(2022年4期)2022-04-26
小学阅读指南·低年级版(2021年3期)2021-03-19
发明与创新·中学生(2020年1期)2020-08-03
发明与创新·小学生(2018年7期)2018-08-06
汽车与驾驶维修(维修版)(2018年3期)2018-05-05
当代旅游(2016年10期)2017-04-17
财经理论与实践(2015年2期)2015-04-16
咪咪画报(2009年4期)2009-04-21
