磨粒簇叶序排布砂轮外圆磨削凹坑结构化减阻表面的仿真
2021-04-02 00:55李兴山陈天宇吕玉山
机械设计与制造 2021年3期
李兴山,熊 伟,陈天宇,吕玉山
(沈阳理工大学机械工程学院,辽宁 沈阳 110159)
1 引言
生物体表面的微结构是通过万年的进化而来的,这些微结构都具有良好物理特性和化学特性,能够使生物适应特定的环境。例如鲨鱼皮的减阻性、荷叶的疏水性及壁虎脚掌的吸附性等,将这些微结构用在机械制造中,这对零部件性能的提升有着重要意义[1-3]。
要获得结构化表面,就要有相应的制造方法。获得结构化表面的方法主要有磨削法、辊压法、电化学腐蚀法、激光加工法等等[4],其中,磨削法是实现大尺寸和难加工材料零件表面结构化加工的有效方法之一[5]。目前,在结构化表面磨削领域,主要采用结构化修整砂轮进行磨削的方式和成形砂轮磨削的方式,例如文献[6-7]分别制备了螺旋槽砂轮和双螺旋槽砂轮,然后用其磨削工件平面获得了沟槽状结构化表面;文献[8]利用精密修整后的砂轮将陶瓷加工成光滑曲面、再然后利用微细修整成角度为60°的金刚石砂轮V 形尖端在曲面上沿飞行体轴向方向加工出微沟槽结构并进行风动实验,实验结果表明:微沟槽结构曲面分别比光滑和粗糙曲面减小轴向阻力约36%和42%,也比光滑曲面减小侧面阻力约39%;文献[9]采用微沟槽结构化砂轮磨削加工出了V 形槽非光滑表面的气压机叶片,并用该叶片做风洞和油槽流体实验,实验结果表明:叶片表面微沟槽结构能有效减少4%的表面摩擦。上述这些研究成果对推动结构化表面磨削有着非常重要的理论意义和实际应用价值,但是面对工件材料和零件应用领域的多样性,进一步探索结构化化表面磨削方法和理论问题仍是必要的。
采用了叶序排布原理设计了磨粒簇叶序排布砂轮,并仿真了磨粒簇叶序排布砂轮磨削外圆凹坑减阻表面的几何创成机理,通过仿真来比较各参数对结构化表面形貌的影响规律,这对凹坑表面的制造具有重要的意义。
2 磨削运动方程的建立
2.1 磨粒族叶序排布砂轮数学建模
V.Iterson[10]根据植物的生长规律提出的柱面叶序排布数学模型如下:

式中:n—叶序序数;α—生物相邻两组织单元之间的发散角,等于137.508°,即为黄金分割角;φ—组织单元相对于极坐标的角度;r—柱面半径;c—叶序生长系数;H—组织单元Z轴方向的高度。
如果将叶序排布理论应用于砂轮的设计领域[11],把多个磨粒组成的磨粒簇看成为一个“组织单元”,依据方程(1)将磨粒簇排布于砂轮基体表面,那么所设计出的砂轮成为磨粒簇叶序排布砂轮,如图1 所示。
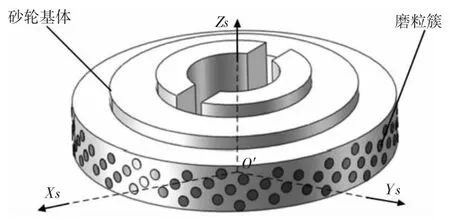
图1 磨粒簇叶序排布砂轮几何模型Fig.1 The Model of the Grinding Wheel with Phyllotactic Abrasive Cluster
以砂轮底部圆心为原点建立砂轮直角坐标系OsXsYsZs,此时由V.Iterson 理论可得到磨粒簇叶序排布砂轮上第n颗磨粒簇中心点在砂轮坐标系OsXsYsZs中的相对位置为:
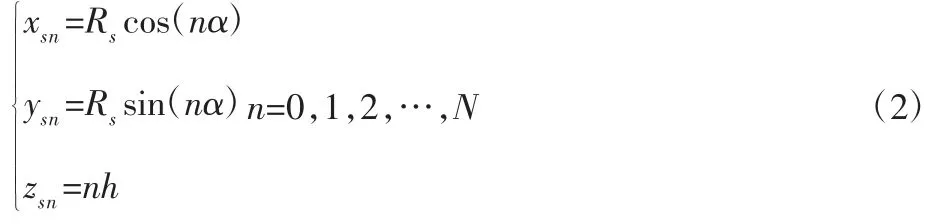
设磨粒簇采用的是在砂轮基体圆柱上的曲面圆形磨粒簇,如图2 所示。假如采用单层电镀CBN 砂轮磨削,而且磨料簇的圆形区域相对砂轮整体半径比较很小,那么可以认为磨料簇曲面圆区域为一个小平面区域,其沿砂轮半径方向的高度为磨粒的平均直径dg。因此以第n个磨粒簇的圆心为原点,建立局部坐标系从而得到任意一颗磨粒的位置,再将局部坐标转换为砂轮坐标系,可以得到磨粒族砂轮任意一颗磨粒相对于砂轮坐标系的位置为:
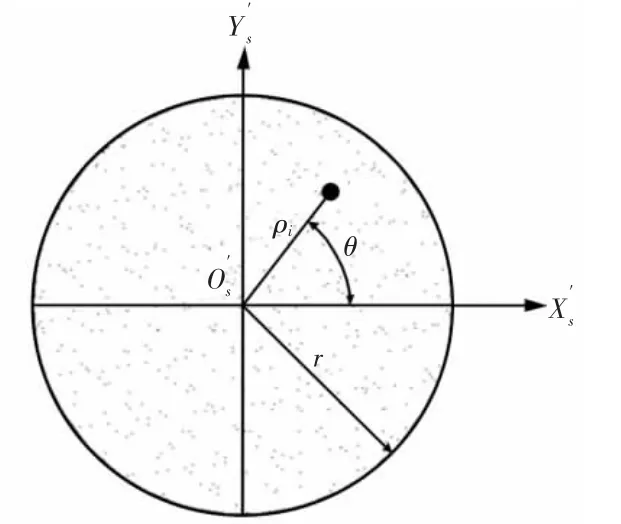
图2 磨粒相对于磨粒簇的位置Fig.2 The Position of the Abrasive Particles Relative to the Abrasive Cluster
式中:Rs—砂轮半径;h—相邻两磨粒簇在砂轮Z轴方向的高度差;ρi—磨粒簇上第i颗磨粒相对于坐标系原点的中心距;γi—每颗磨粒相对于初始位置的旋转角;i—磨粒簇中任意一颗磨粒序数;rg—磨粒的平均高度。
2.2 磨粒磨削运动轨迹方程的建立
建立砂轮坐标系OsXsYsZs、工件坐标系OwXwYwZw、砂轮绝对坐标系和工件绝对坐标系其中,绝对坐标系与砂轮坐标系OsXsYsZs原点重合与工件坐标系重合;砂轮坐标系和工件坐标系分别随砂轮、工件转动,砂轮与工件的半径分别为Rs、Rw,砂轮与工件的转速分别为 ωs、ωw,磨削深度为ap,砂轮和工件之间的中心距为m,工件的进给速度为vw。砂轮与工件运动关系图,如图3 所示。
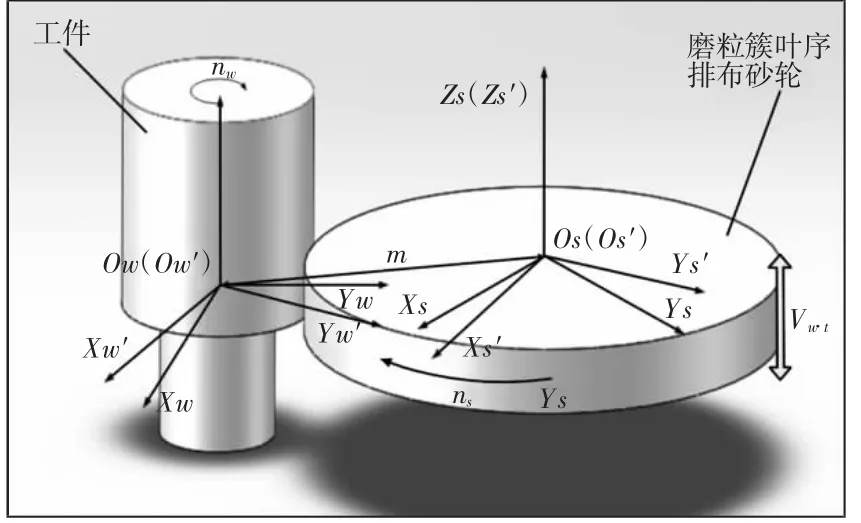
图3 砂轮与工件运动关系图Fig.3 The Motion Diagram Grinding Wheel and Workpiece
定义转换矩阵Mmn表示从坐标系OnXnYnZn到OmXmYmZm的坐标变换,进而根据运动关系得到坐标转换矩阵Mww’、Mw’s以及Ms’s;定义向量U为磨粒的位置向量,则有:
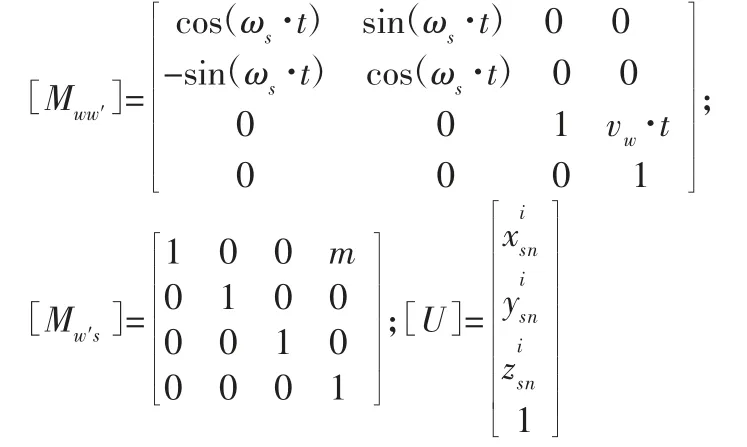
通过旋转坐标变换可得到磨粒族叶序排布砂轮任意一个磨粒相对于绝对坐标系的转换矩阵P为:

根据式(5)进行位移坐标变换可得磨粒相对于工件绝对坐标系的转化矩阵Q为:

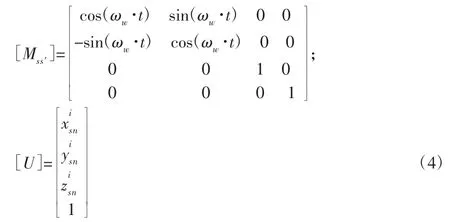
根据式(6)进行旋转坐标变换可得磨粒相对于工件坐标系OwXwYwZw的转化矩阵J为:

所以通过三次坐标变换得到磨粒相对于工件坐标系的轨迹矩阵为J,综合表达式为:

2.3 实现结构化表面磨削的边界条件
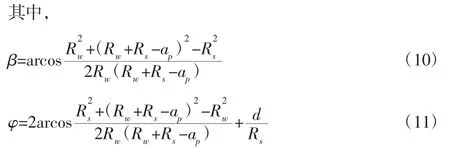
砂轮与工件的相对运动关系图,如图4 所示。图中弧AB=d(d为磨粒簇的直径),假设工件静止,砂轮转动,则磨粒簇刚从接触工件到脱离工件时的位置为弧A1B1;假设砂轮与工件同时同向转动,则磨粒簇刚从接触工件到脱离工件时的位置为弧A2B2,将砂轮的运动合成到工件的运动中,即相当于砂轮以Ow为圆心做行星运动,从Os运动到,同时砂轮自转;当砂轮自转一周时恰好运动到位置,此时工件旋转的角度为θ+θ(1θ 为砂轮与工件接触时工件旋转角度、θ1为砂轮空转时工件旋转角度),砂轮的旋转周期为Ts,工件的旋转周期为Tw,砂轮与工件的转速比为λ。
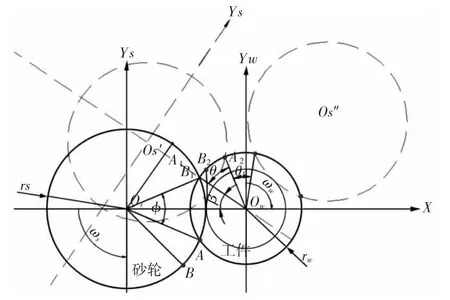
图4 砂轮与工件的相对运动原理图Fig.4 Schematic Diagram of the Relative Motion of the Grinding Wheel and the Workpiece
若轨迹在工件上形成凹坑,则要满足以下条件:

从而解得转速比λ 的取值范围:π/(π-β)<λ<(2π-φ)/2β,此时,工件上的形貌是叶序排布的一个个凹坑,若转速比λ>(2π-φ)/2β,则工件上形成的是环形凹槽。
3 工件表面形貌创成仿真
3.1 仿真的策略与基本条件
工件表面形貌取决于磨粒族叶序排布砂轮的表面形貌和砂轮与工件的转速比λ 及磨削深度ap,所以为得到工件表面形貌,采用MATLAB 对运动过程进行仿真,仿真流程图,如图5所示。
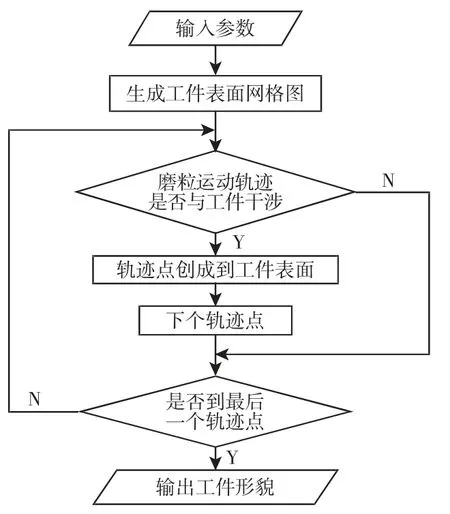
图5 MATLAB 仿真流程图Fig.5 The Flow Chart ofMATLAB Simulation
仿真初始参数设定:砂轮半径Rs=62.5mm、工件半径Rw=25mm,砂轮转速ns=2000r/min,工件表面形貌主要受转速比λ、磨削深度、叶序参数h等多个参数因素的影响,主要探讨转速比λ、叶序参数h以及磨削深度ap对工件表面形貌的影响。
3.2 仿真结果与分析
设定磨削深度ap=0.18mm,叶序参数h=1.3mm,只改变转速比λ,仿真结果,如图6 所示。有式(9)推导出凹坑相互干涉的临界条件为λ=29,当转速比λ=18 时,凹坑分布比较稀疏且相互独立没有发生干涉;当转速比为λ=25 时,凹坑依然没发生干涉,但凹坑数量明显增加;当转速比为λ=32 时,显然凹坑在周向已经发生干涉,工件周向形成环状凹槽,凹坑的数量随着转速比λ的增大而增大。设定磨削深度ap=0.15mm,转速比λ=6,只改变叶序参数h,仿真结果,如图7 所示。当叶序参数h=0.4 时,凹坑之间分布较密集,甚至在轴向发生干涉,从而形成菱形凸台;当叶序参数h=0.5 时,凹坑分布较h=0.4 时稀疏;当叶序参数h=0.6 时,凹坑数量较之前变得更稀疏,由此可知凹坑数量随叶序参数的增大而减小。设定叶序参数h=0.5mm,转速比λ=6,只改变磨削深度ap,仿真结果如图8 所示。当磨削深度为ap=0.1mm时,凹坑颜色较浅呈浅绿色,说明凹坑深度较小,并且凹坑的轴向最大尺寸不变,周向尺寸较小;当磨削深度为ap=0.2mm 时,凹坑颜色变深呈浅蓝色,说明凹坑深度变大,并且凹坑的周向尺寸明显变大;当磨削深度为ap=0.3mm 时,凹坑颜色呈深蓝色,说明此时的凹坑深度较前两个变得更深,且凹坑的周向尺寸变得更大,轴向尺寸不变。
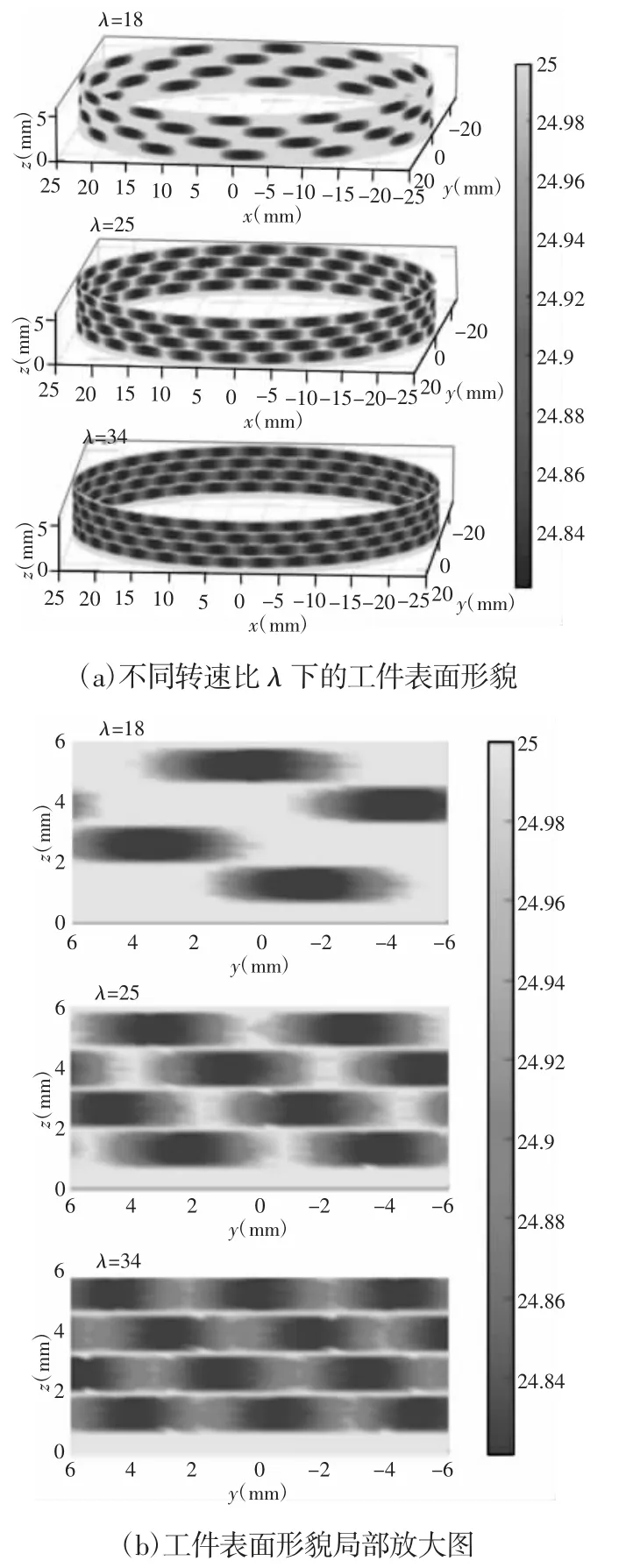
图6 转速比对工件表面形貌的影响Fig.6 Effect of Speed Ratio on Surface to Pography of Workpiece
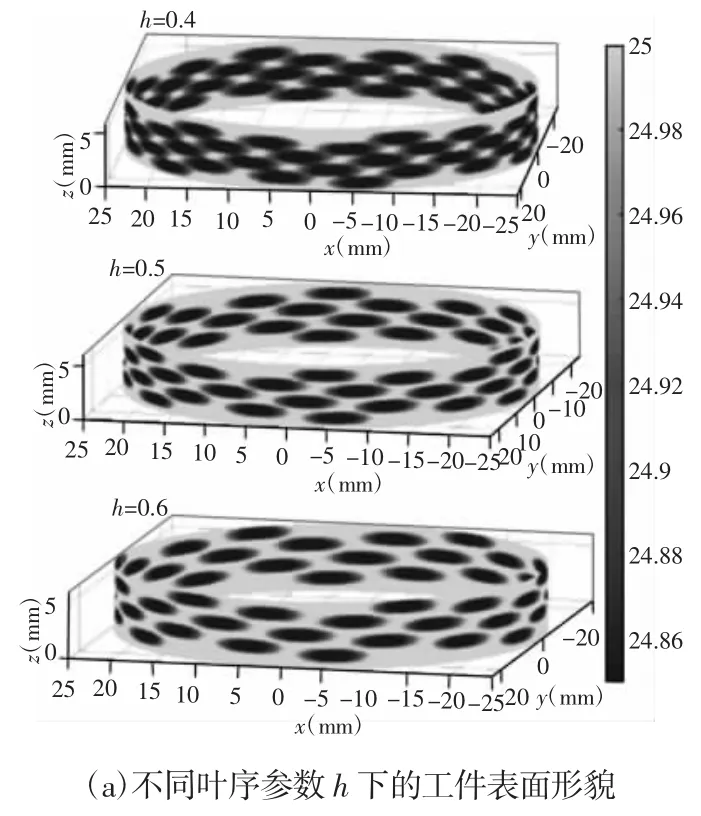
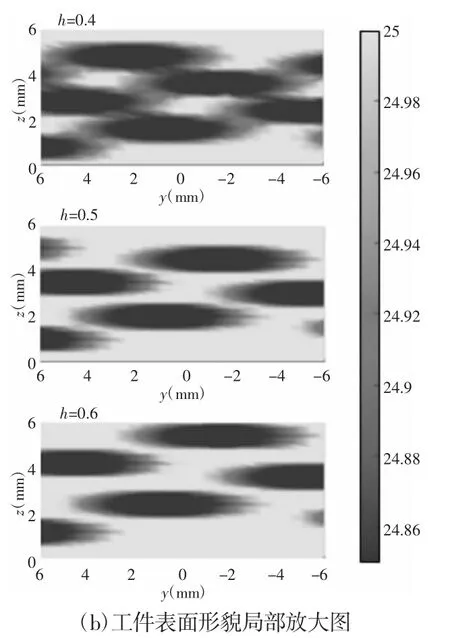
图7 叶序参数对工件表面形貌的影响Fig.7 Influence of Phyllotactic Parameterson Surface Topography of Workpiece
图8 磨削深度对工件表面形貌的影响Fig.8 Effect of Grinding Depth on Surface to Pography of Workpiece
4 结论
通过仿真的方式模拟了磨粒簇叶序排布砂轮磨削凹坑结构化减阻表面的过程,实现了外圆工件的磨削加工,获得了满足要求的结构化表面,从而证明了该方案的可行性。通过控制变量的方法研究了转速比λ、叶序参数h及磨削深度ap对工件表面形貌的影响,可得出以下结论:(1)保持转速比λ、磨削深度ap不变,磨粒族叶序排布砂轮的叶序参数h越大,所得的凹坑就越稀疏,反之所得凹坑就越密集,在特定情况下可以形成近似菱形的凸台;(2)磨粒族叶序排布砂轮的叶序参数h、磨削深度ap不变,砂轮与工件的转速比λ 越大,工件周向所得到的凹坑数量就多,当转速比足够大时,周向凹坑相互干涉形成沟槽;(3)磨粒族叶序排布砂轮的叶序参数h、转速比λ 不变,砂轮的磨削深度ap越大,工件所得到的凹坑周向尺寸就越大,反之则越小。
猜你喜欢
中国机械工程(2022年2期)2022-01-27
吉林化工学院学报(2020年5期)2020-07-04
失效分析与预防(2020年1期)2020-06-17
化工装备技术(2020年2期)2020-05-12
表面工程与再制造(2019年3期)2019-09-18
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
核技术(2016年4期)2016-08-22
中国铁道科学(2015年1期)2015-06-26