掘进工作面胶带机机尾自动调偏装置设计分析
2021-04-08 12:25潘洪伟
机械管理开发 2021年1期
潘洪伟
(潞安集团漳村煤矿, 山西 长治 046000)
引言
掘进工作面推进过程中,胶带机随着巷道的不断延伸,胶带机机架容易出现胶带跑偏现象,导致撒煤甚至胶带停机,严重影响矿井安全高效生产[1]。机械化掘进过程,要求可伸缩钢架胶带机伸缩性良好,同时要求胶带机机架平正,使胶带机机架在一条线上前进,此时,机尾的胶带才不会跑偏;倘如机尾的胶带跑偏,就非常容易制约巷道的快速掘进。为了保证在使用过程中胶带能够自动快速纠偏,本文设计了一种胶带机尾自动调偏装置。
1 胶带跑偏原因及危害
煤矿井下掘进时,胶带机随着巷道的不断延伸,在生产过程中易在机尾处跑偏,这往往是由于遇到特殊地质构造的煤矿井,或者是胶带机的轴线与机架不在同一条直线上,或者存在胶带机机架两端高低不平,最终导致胶带机位出现跑偏的现象。与此同时,当延长胶带时由于胶带扣不平整或者胶带出现老化,从而导致胶带在机尾位置出现跑偏的现象[2]。胶带跑偏后,在运输过程中煤很容易洒落,洒落的煤很容易加剧胶带跑偏,进一步出现底胶带回煤,导致洒落的煤越积越多,严重时会导致冒烟等事故。当巷道中囤积了大量的煤时,将造成安全隐患。
2 胶带跑偏常规调偏方法
当出现胶带跑偏时,工人往往采用手动调偏方式。如图1 所示,通常胶带的运行方向由胶带撑杆1的平行方向表示,而胶带跑偏的方向是由胶带托辊2 平行表示。为此形成了两种调偏方式:第一种,可以调高胶带机架4 或者降低胶带机架5;第二种,托辊2 或3 在胶带撑杆6 上顺着胶带运行方向调偏。经过分析可以发现,此两种方式都是胶带发生跑偏之后才由工人实施纠偏,假如纠偏不及时,那么将引发材料的浪费[3]。
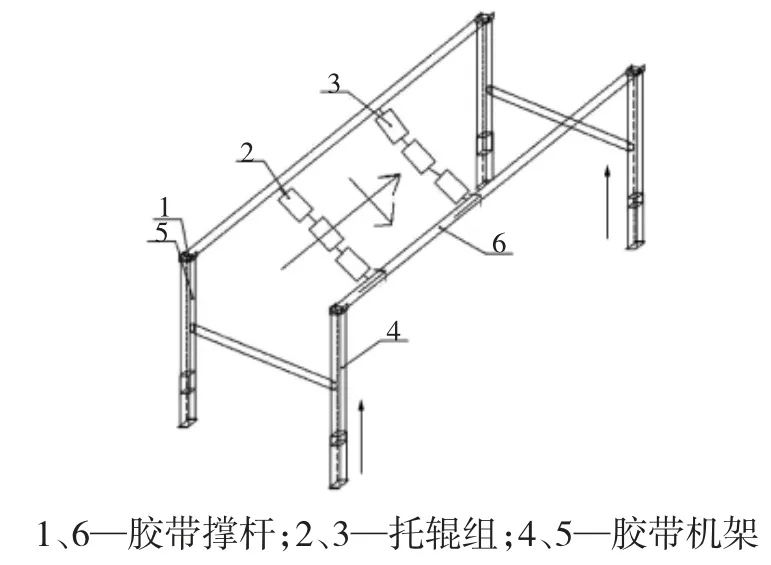
图1 手动调偏示意图
3 胶带自动调偏装置组成及调偏原理
基于胶带跑偏常规调偏方法不够完善,设计了一种胶带自动调偏装置,调偏部分、跑偏信号采集部分和自动电路部分等组成了胶带自动调偏装置,这样可以较好地解决胶带机跑偏问题,经过工程实际应用,发现防跑偏问题得了有效的控制[4]。
3.1 调偏部分
通常调偏单元包括两个单元:托辊调偏和机架调偏。通常胶带调偏可以采用两种方式:第一,通过调整胶带托辊实现调偏;第二,通过调整胶带机架的高低来实现调偏。胶带自动调偏过程如下所示:首先由胶带跑偏传感器收集跑偏信号,接着将数据传输给PLC 控制装置,由PLC 发出指令,进而达到自动纠偏的效果。通常胶带跑偏可以依据跑偏的程度进行调节,从而可以有效避免人工对胶带自动调整,这样不仅方便,而且可以提高纠偏的精确度。
3.1.1 托辊调偏方法
如下页图2 所示,可以发现电动伸缩杆7 发生动作时,可以推动连接销8 运动,同时在连接销8 的带动下推动托辊2 进行往复运动,从而可以有效调节胶带跑偏。
3.1.2 机架调偏方法
通过分析下页图3 可以发现,当胶带跑偏时,可以借助液压千斤顶10 促使胶带机架1 实现伸缩运动,以此能够达到纠偏的效果。
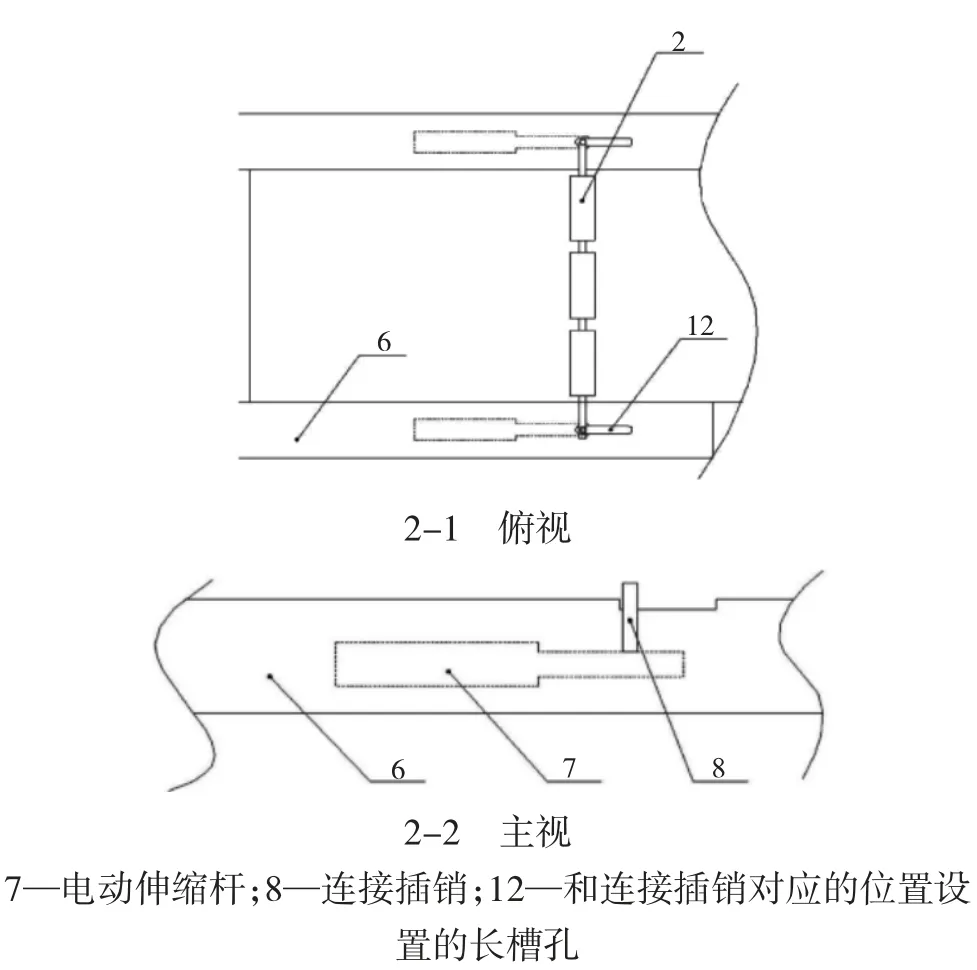
图2 托辊调偏示意图
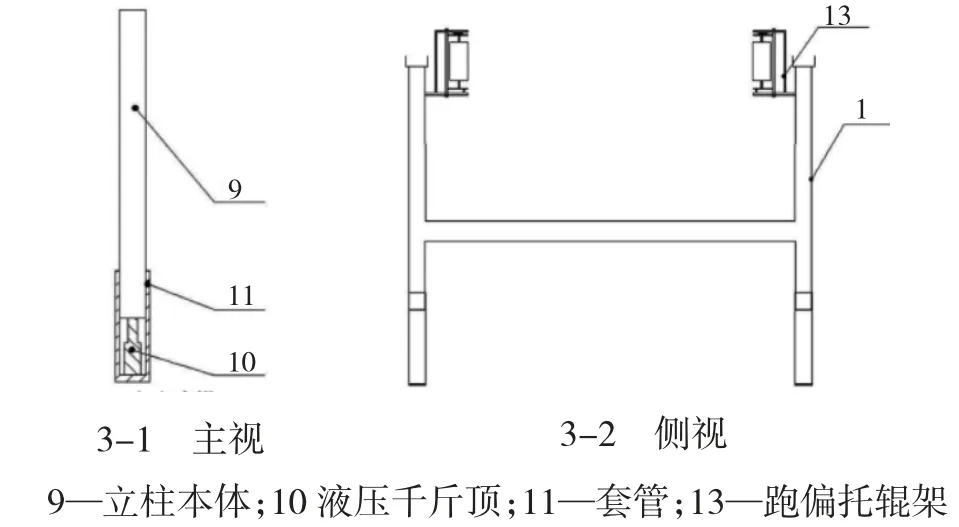
图3 机架调偏示意图
3.2 胶带自动调偏信号采集装置
图4 为胶带自动调偏信号采集装置,纠偏过程如下:假设胶带朝着胶带机架1 位置跑偏,那么相应的胶带可以推动托辊17 发生运动,与此同时引起开关19 发生动作。分析胶带跑偏问题,可以设置三个纠偏点,因此可借助跑偏程度将参数传输给PLC 控制单元,从而可以推动纠偏装置发生合理动作,达到纠偏效果[5]。
3.3 跑偏装置动作电路
图5 表示相应的胶带调偏电路原理图。假如胶带出现跑偏时,那么相应的跑偏胶带托辊朝着前方运动,如果能够达到前方第一个采样点位置时,该位置的行程开关将会关闭,同时将信号传递给PLC 控制器,接着第一托辊开始动作,推动电动伸缩杆液压阀动作,这样可以对第一托辊起到纠偏的效果。通常第一采样点存在三种情况:第一,胶带处于正常的状态,可是跑偏托辊依旧处于工作状态;第二,胶带恢复正常,同时跑偏托辊复位,以及跑偏装置不再工作;第三,胶带持续处于跑偏状态,同时朝着第二个采样点运动[6]。当达到第二个采样点位置时,表明胶带出现较大跑偏现象,与此同时把数据传输给PLC控制单元。接着,第二托辊发生动作,其可以推动电动伸缩杆液压阀发生动作,从而可以对第二托辊组纠偏。假如胶带跑偏程度达到了第三采样点,表明其跑偏程度比较大,通过传感器将信号传递给PLC 控制器控制托辊开始动作,推动电动伸缩杆液压阀动作,调整倾斜角,一直持续到胶带达到最大值[7]。

图4 调偏信号采集装置示意图
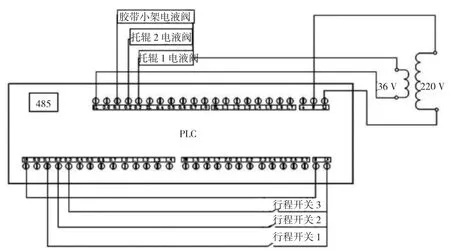
图5 调偏电路原理示意图
此类型的胶带调偏特点为:能够及时捕捉到胶带跑偏信号,及时实现胶带调偏动作,胶带调偏不需辅助材料,通常可以借助液压千斤顶实现纠偏[8]。
4 结论
1)自动纠偏装置可以借助PLC 以及跑偏信号采集装置获得信号,同时将其传输给纠偏装置,发出纠偏动作。通常纠偏分为初步调偏、浅调偏、深度调偏三个步骤。该装置不仅反应灵敏,而且可快速调节。经过测试可以发现,动作时间仅仅为30 ms,基本在3 s 内可以实现胶带纠偏。
2)该装置设置有胶带跑偏采样装置,通常可以依据胶带的跑偏程度实现实时调节,不仅可以起到主动调偏的作用,而且可以实现及时纠偏的效果。当完成对胶带的纠偏之后,调偏装置可以自发完成复位,从而可以在下一次纠偏之后完成反复调节,以起到优化工作效率的作用。
猜你喜欢
陕西煤炭(2022年6期)2022-12-20
锻压装备与制造技术(2021年3期)2021-08-13
山东煤炭科技(2021年4期)2021-05-13
机械管理开发(2020年4期)2020-06-10
机械管理开发(2020年11期)2020-04-15
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
世界有色金属(2018年14期)2018-10-10
有色冶金设计与研究(2015年5期)2015-05-15
同煤科技(2015年2期)2015-02-28