
ZJ17、ZJ112、PROTOS-M5卷烟机平准器装置的结构分析
2021-04-20 00:52刘志崇
科技研究·理论版 2021年20期
刘志崇
摘要:本文系统介绍了ZJ17、ZJ112、PROTOS-M5卷接机组平准器装置的结构及工作原理,通过比较三种机型平准器装置各方面的差异,可以对卷烟机平准器装置的发展过程有一个清晰的了解,便于帮助维修人员更快的了解设备结构原理,提高维修效率。
关键词:卷烟机;平准器装置;劈刀盘;重量控制
青岛卷烟厂现有ZJ17卷接机组18台,ZJ112卷接机组4台,PROTOS-M5卷接机组2台。这三种机型是德国HAUNI公司在不同时代的代表机型。三种机型的平准器装置的结构也是不断演变发展。平准器机构作为重量控制系统的重要组成部分,对烟支重量、空头、烟丝结构、吸阻等质量指标的稳定发挥重要的作用。下面分别从结构组成、工作状态、传动同步三个方面对三种机型平准器装置的异同点及优劣势分析如下:
1 结构组成的异同
1.1 ZJ17卷接机组平准器结构
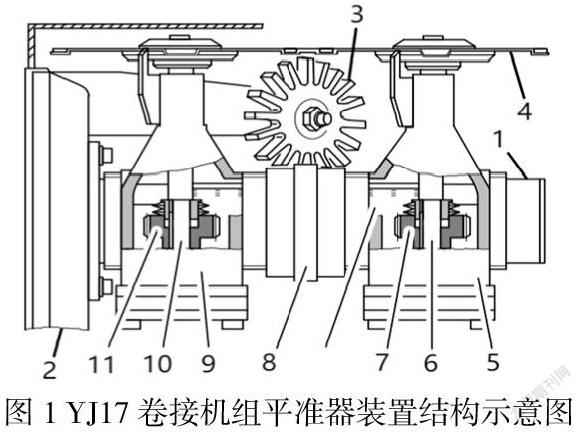
如图1所示,YJ17平准器装置主要由箱体2、刷丝轮3、劈刀盘4、前换向体5、前劈刀轴6、前换向齿轮(左旋斜齿圆柱齿轮)7、调整套8、后换向体9、后劈刀轴10、后换向齿轮(右旋斜齿圆柱齿轮)11及其他传动齿轮等组成。
平准器装置的前、后劈刀盘4分别安装在前、后劈刀轴6和10上。前劈刀轴上装有前换向齿轮7、后劈刀轴上装有后换向齿轮11,前、后劈刀轴和前、后换向齿轮分别安装在前、后换向体5和9中。工作时,前、后换向齿轮分别带动两个劈刀盘按相反方向转动,形成剪切作用。刷丝轮3的作用则是将劈刀盘修剪下来的多余烟丝及时刷下,使烟丝落入回丝输送带。
1.2 ZJ112卷接机组平准器装置结构
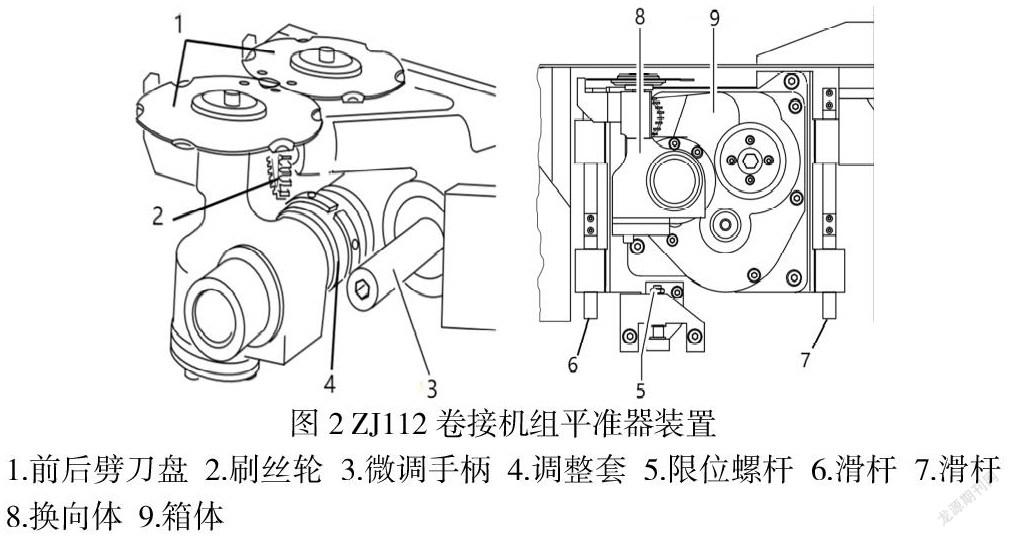
如图2,ZJ112平准器装置与ZJ17结构相似,不同的是其后部是通过万向联轴节将主传动的动力输入,采用万向联轴节的原因是由其上下两个工作状态决定的。ZJ112的平准器装置通过底板固定在左右两侧的滑杆6和7上,整体可以沿滑杆上下滑动,平准器装置的后部箱体上按装有一气缸,用来驱动平准器装置上下运动。当机器处于非工作状态时,气缸推动平准器装置运动到下极限位置,这样风室体摆动过程中不会与劈刀发生磕碰;当机器处于工作状态时,气缸会推起平准器到达工作位置,工作位置可通过限位螺杆5进行调整。
1.3 PROTOS-M5卷接機组平准器装置结构
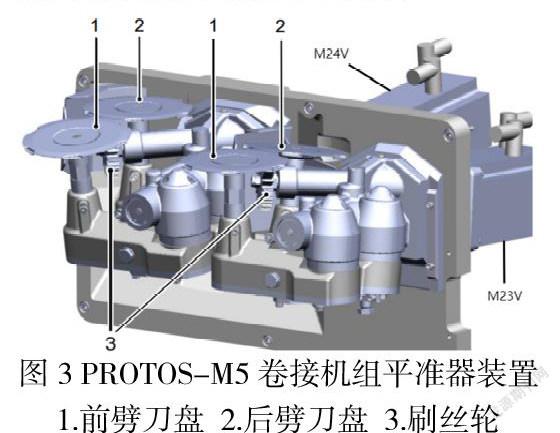
PROTOS-M5的平准器装置与前两个机型一样,都是依靠相向运动的两个劈刀盘1对烟丝束形成剪切作用来完成组件功能的。不同的是,PROTOS-M5机型是双烟道设备,拥有前后两套平准器装置,结构基本相同。与ZJ17、ZJ112相比,PROTOS-M5的平准器装置最大的不同是采用了独立伺服电机M23V和M24V分别驱动前后道平准盘。此外,PROTOS-M5的劈刀盘1与水平方向成一定的角度,这样设计的是为了避免劈刀盘对另外通道的烟丝束产生干涉。
2 工作状态的异同
ZJ17平准器装置一端与高度调节装置连接,其工作时自身可以绕回转轴转动,这种转动使劈刀盘与上部导轨的间隙发生变化,使得修剪后的烟丝束厚度改变,从而达到控制烟支重量的目的。该种调节方式存在一定的缺陷,即在平准器装置高度连续变化时,劈刀盘只能在某一高度处于水平位置,其他工作位置的非水平位置可能影响烟丝束修剪效果。由于ZJ17卷烟机风室体的起降是翻转式,因此不会造成劈刀盘与风室体的运动干涉。
ZJ112与ZJ17相比平准器装置自身不发生连续运动,而是通过气缸驱动上升或下降,即存在两种工作状态,在正常运转时,平准器装置处在上升位置,与压带轮配合控制烟丝束厚度,通过私服电机控制压带轮高度来调节烟丝束厚度,达到控制烟支重量的目的。劈刀盘与上部导轨的间隙可通过底部调节螺杆调节。ZJ112卷烟机平准器装置的下降运动是防止风室体水平升降时劈刀盘与风室体发生运动干涉。
PROTOS-M5平准器装置与ZJ112相同的是在工作时固定不动,与上部劈刀导轨的间隙也是通过底部调节螺杆进行调节。PROTOS-M5卷烟机是通过伺服电机控制调节凸轮的上下移动,下压吸丝带,改变劈刀盘与吸丝带间的烟丝厚度,控制烟支平均重量。与ZJ112不同的是平准器装置不需要设置下降动作,而是在风室体起降时通过一个气缸带动可能发生运动干涉的修整器板上下移动。因此PROTOS-M5卷烟机平准器装置只有一种工作状态。
3 传动同步
3.1转速同步
ZJ17与ZJ112卷烟机刀盘旋转一圈切割两根双倍长的烟支,劈刀盘应转过四个凹槽,该同步关系是通过传动系统保证的。以ZJ112为例,当烟支长度为50~67mm时,根据传动系统图(图4)可计算的出劈刀盘转速计算式:
其中,n劈为劈刀盘转速(r/min);n主为主电机转速(r/min);为烟支长度值(mm)。
刀盘的转速计算式为:
其中,n刀为刀盘转速(r/min)。所以,劈刀盘与刀盘的同步关系为n劈=×n刀,即刀盘转一周时,劈刀盘转2/3周,此时选用劈刀装置劈刀盘凹槽数为6,刀盘旋转一周时,劈刀盘转过4个凹槽。
PROTOS-M5卷烟机由于采用了伺服电机驱动平准器装置,因此其转速的同步是由控制系统保证的。
3.2线速度同步
三种机型的劈刀盘传动线速度应与吸丝带传动线速度同步,其线速度的相等不是绝对的,而是由劈刀盘及吸丝带主动轮直径决定的,但存在的误差必须在能够接受的范围。以ZJ112为例,劈刀的线速度()计算为:
由此可见,其劈刀盘的直径必须保持在允许的范围内,一般规定劈刀盘直径在磨损超过1mm时必须进行更换。
3.3 位置同步
劈刀盘的位置同步时通过相关的调整来实现的,劈刀盘有两个位置同步:
一是劈刀盘与刷丝轮的位置同步,用来实现刷丝轮小径段与劈刀盘凹槽的位置同步要求。三种机型的调整方式相同,都是通过调整刷丝轮周向位置来实现。
二是劈刀盘凹槽与烟支切割系统刀片的相对位置同步,以保证刀片切在烟条紧密部分的中间。由于ZJ17与ZJ112劈刀盘的动力都是主传动来的,其同步调整都是通过断开传动带轮的连接来调整位置的,同步位置可以通过劈刀连心线至刀盘刀盘切割位置的距离与烟支长度来计算得到,实际中可通过劈刀盘上的定位孔及相关工装实现粗调。精确调整还需要转动微调装置来进行,其微调原理是通过螺纹传动使斜齿轮产生轴向的移动,从而带动两换向齿轮小幅度的转动。PROTOS-M5不同于ZJ17和ZJ112的传动形式,其私服电机的独立传动方式使劈刀盘相对刀片切割位置的同步调整简单很多,只需要通过在操作屏上调整电机零位即可。
参考文献:
[1]《PROTOS 70操作说明书》,德国Hauni Maschinenbau AG公司
[2]《ZJ112操作说明书》,常德烟草机械有限责任公司
[3]《PTOTOS-M5操作说明书》,德国Hauni Maschinenbau AG公司
