
钢轨胶接绝缘接头新增生产线设计方案探讨
2021-04-22 10:44沈正强中国铁路上海局集团有限公司科研所
上海铁道增刊 2021年1期
沈正强 中国铁路上海局集团有限公司科研所
1 引言
随着路网规模日益增长,现场胶接绝缘接头产品需求量日渐攀升,预计2021 年将达25 000 套(图1 所示),而我所接头夹板目前最大年生产量仅为约12 000 套,同时线路行车状况日趋复杂,现场对产品质量要求日趋提高。
目前接头夹板生产加工存在人工搬运上下料,人工单一借助简易量具、工具进行检验、打磨、进炉组装、出炉脱模等操作,人工推行简易走行架实现夹板转运,各个工序区分散、衔接不通畅等劳动强度大、生产规模小、生产设备落后、产品质量不易控及管理方式低效等诸多问题。
为此,亟需新增接头生产线,对接头新产线设计方案进行探讨,以提升产品生产技术水平,实现其自动化生产与检测,提高产品产能与质量,增强产品竞争力。

图1 钢轨胶接接头需求情况图
2 总体设计方案
2.1 产能提升规划
随着路网规模日益增加,致使现场胶接绝缘接头产品需求量预计2021年将达25 000套,而我所接头夹板生产目前已趋于饱和产能12 000 套/年,为了更好地服务于全路运输生产,我所理应扩大接头生产规模,规划新增接头生产线,提高产品产能。因此,接头绝缘夹板新增生产线产能规划需提升至30 000套/年。
2.2 总体技术路线
为了提高产品产能与质量,增强产品竞争力,通过调研并结合实际,制定接头新增生产线工艺总体技术路线如下。
(1)原材料检验(夹板及槽型钢板):①设置检验区;②采用6 轴上下料机械手完成夹板上下料;③运用光学CCD 检测系统进行夹板图廓扫描比对检测。
(2)夹板表面喷砂:①选用高压自动喷砂机;②采用6 轴上下料机械手完成夹板上料。
(3)夹板及模具组装(不含胶板与槽钢板):①设计新模具,精准加压,控制胶层厚度及溢胶出口与形状(减少后续打磨量),实现一模多块;②人工借助行吊工装吊装上下模及组装。
(4)进炉预热:采用隧道式烘箱实现一炉多块及产线流水化布局。
(5)绝缘槽板制作:①设置制作室(控温室);②改造冲孔压机,实现自动冲孔。
(6)夹板、绝缘槽板及槽型钢板与模具组装:①采用行吊工装吊装上模;②人工组装绝缘槽板与槽型钢板;③人工借助气动工装完成模具加压(配套于模具设计)。
(7)进炉热固化:同进炉预热烘箱设备。
(8)出炉脱模及清理模具、夹板:①人工借助气动工装完成模具脱模及模具与夹板清理;②采用行吊工装吊出夹板及吊装上模入模具返回输送线,下模随生产线体自动流转入模具返回输送线(模具回工序3等待)。
(9)绝缘夹板自然冷却:生产线线体四周配自然风冷吹风设备,加快冷却过程。
(10)绝缘夹板打磨:①设置打磨室(降噪、除尘);②设计打磨工装(含夹具),人工借助工装完成绝缘夹板打磨。
(11)绝缘夹板检测:①运用接触式CCD 检测系统进行绝缘夹板图廓扫描比对检测,实现几何尺寸精确自动检测;②采用绝缘测量自动检测工装机构完成绝缘测量(预设胶层状态检测,并设置绝缘夹板潮湿抽检分支流水线)。
(12)绝缘夹板喷漆:①设置喷漆室;②设计喷涂工装,人工借助工装完成绝缘夹板喷漆。
(13)绝缘夹板打标及打包:选用自动打标机与打包机器人完成成品打标码垛。
2.3 管理水平提升
目前接头夹板原材料入库记录、检验数据,生产过程中各设备参数、工艺参数及产品参数,产品出货记录,产品现场应用状况等数据信息通过人为纸质记录、简易电子表格实现追踪溯源,存在信息溯源不便、信息完备性差,信息链接不畅等问题,信息管理方式低效,无法满足夹板生产应用管理新要求。
因此,新生产线应提升接头夹板全流程管理信息化建设能力。鉴于CRCC认证要求有关重要生产数据信息需纸质存档,新生产线信息化建设方案拟采取“纸质记录+信息管理系统”相结合方式,两者互为补充又相互统一,纸质记录主要满足CRCC 认证要求,信息管理系统重在提升数据信息管理的便捷性、完备性与关联性。

图2 接头新增生产线信息化管理建设方案
因此,信息管理系统一方面应包含夹板原材料入库、生产、出货及应用全流程、全要素静态数据信息,另一方面应可实现生产过程中各关键设备运行、工艺实施、产品检测及生产量等动态数据显示,即通过车间生产数据信息实时显示屏,实现生产全过程关键数据实时监控(故障报警),图2为新生产线信息化管理建设方案。
3 主要设备配置
基于接头新增生产线总体设计方案需求,需配置如下主要生产相关设备:隧道式烘箱(预热炉、固化炉,如图3所示)、绝缘夹板模具(如图4 所示)、高压自动喷砂机、空压机(含储气罐)、工业机械手(含打磨与喷涂工装)、生产线线体(含配套工装板、行吊工装、定位及转板等机构)及生产线控制系统、自动检测设备(含光学CCD 检测系统及接触式CCD 检测系统)、自动冲孔压机(绝缘槽板加工)、气动工装、风冷设备、自动打标及打包机、生产操作台(检测台、工具台)及货料架、车间生产信息实时显示屏、车间行吊、叉车等。

图3 隧道式烘箱结构示意图

图4 绝缘夹板模具设计方案示意图
4 新生产线车间布局示意图
新生产线依据各工序串/并行先后逻辑顺序,遵循各工序区功能清晰、区界分明、衔接通畅、安全易控、高效运转的原则进行流水化布局,图5 为新生产线车间平面布局总体示意图。
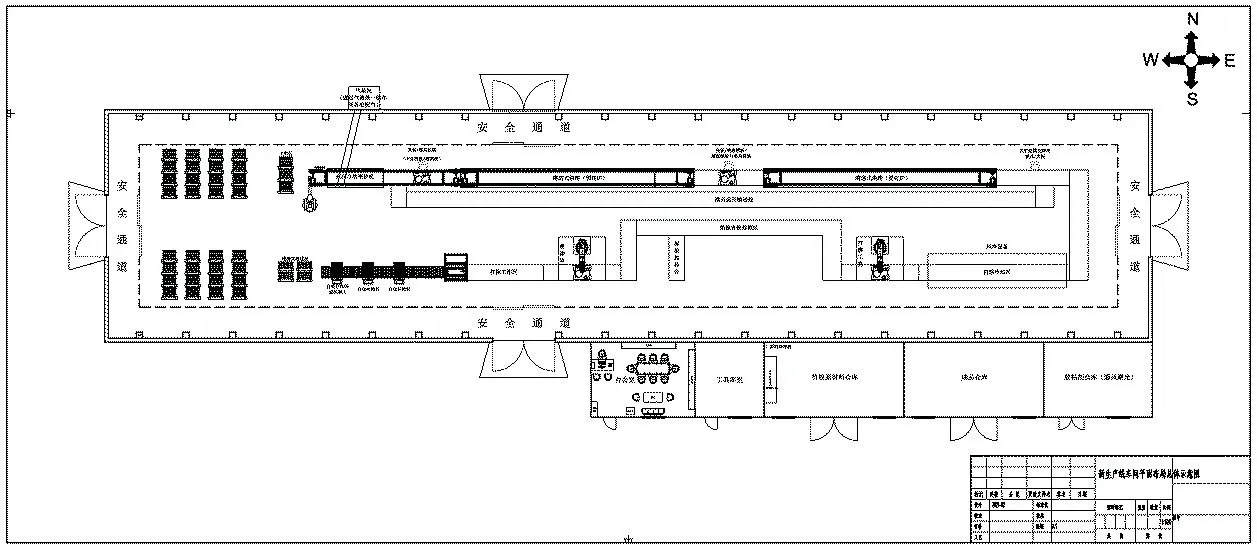
图5 新生产线车间平面布局总体示意图
5 结束语
为解决钢轨胶接接头绝缘夹板目前生产中存在的问题,从接头夹板生产工序工艺优化,生产设备机械化、自动化技术水平提高,生产信息化管理水平提升等方面思考,提出了钢轨胶接绝缘接头新增生产线设计方案,为实现接头夹板自动化生产与检测,提高产品产能与质量,增强产品竞争力提供方案参考。
猜你喜欢
医学理论与实践(2022年19期)2022-11-24
医学食疗与健康(2022年2期)2022-04-23
中国典型病例大全(2022年7期)2022-04-22
今日农业(2021年13期)2021-11-26
哈尔滨轴承(2021年1期)2021-07-21
家庭影院技术(2020年4期)2020-05-21
模具制造(2019年4期)2019-06-24
弹箭与制导学报(2017年1期)2017-06-23
汽车实用技术(2015年8期)2015-12-26
Coco薇(2015年10期)2015-10-19
