
质子交换膜燃料电池双极板材料及制备综述*
2021-04-30 02:33刘颖赵洪辉盛夏潘兴龙
汽车文摘 2021年5期
刘颖 赵洪辉 盛夏 潘兴龙
(1. 中国第一汽车股份有限公司 研发总院,长春130013;2. 汽车振动噪声与安全控制综合技术国家重点实验室,长春130013)
主题词:质子交换膜燃料电池 双极板 石墨 金属 复合材料
1 前言
为了缓解由化石燃料燃烧导致的环境污染和温室效应的问题,急需新型清洁能源的开发[1]。其中,氢能被认为是最适合的能源来源,而以氢能作为能源的质子交换膜燃料电池(Proton Exchange Membrane Fuel Cells,PEMFC)由于其效率高、零排放以及工作温度低的优势成为最有潜力的能量装换装置[2]。但由于PEMFC耐久性及成本方面的制约,还未能实现大规模商业化应用,其中双极板是PEMFC 中的关键部件之一。一般情况下,双极板占电堆总质量的80%以上,占总成本约30%,而电堆体积基本是由双极板占据[3]。
Jiang[4]归纳了双极板在燃料电池结构上具有的6个基本功能:
(1)分离各个电池;
(2)输送反应气体;
(4)去除水副产物;
(5)消散反应热;
(6)承受夹紧力。
为适应以上功能,美国能源部给出的2020年和2025年双极板的特性指标如表1所示。目前,从燃料电池技术团队路线图报告来看,双极板的成本为5.4美元/kW[5],远远高于美国能源部2025年的目标(2.0美元/kW)[6],因此,双极板材料价格必须更低廉,并且具有高的电导率和导热性,低的接触电阻和良好的耐腐蚀性。
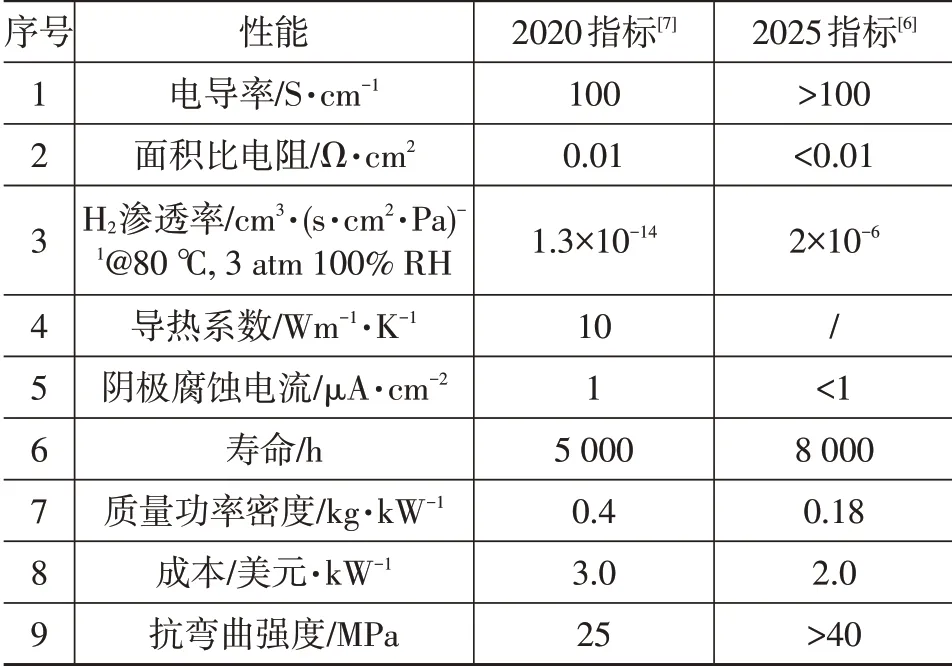
表1 美国能源部(DOE)2020年和2025年双极板特性指标
双极板根据材料的不同可以分为金属双极板、石墨双极板和复合材料双极板,表2列出了不同材料双极板的优势与劣势[8],石墨双极板是目前国内PEMFC最常用的双极板材料,但由于金属双极板在大规模批量生产的时候,其生产成本会极大程度降低,且大功率电堆体积相对石墨板电堆小得多,所以受到越来越多的关注。而复合材料双极板由于难以大批量生产及价格高的原因,该技术路线被逐渐淡化。本文综述了石墨双极板、金属双极板以及复合材料双极板的特点、加工工艺及其制备方法,并对金属双极板涂层进行了综述,最后,介绍了不同材料双极板燃料电池的应用。
2 石墨双极板
石墨由于其导电率高、化学稳定性和热稳定性强且耐腐蚀的特点,是目前国内双极板应用的主流。石墨是一种多孔脆性材料,强度低脆性大,不能满足双极板气密性要求,需要反复进行浸渍、碳化处理制成无孔石墨板。
通过识别其中的“职业类别”字段关键词并归类,6 826条招聘记录中教育机构类岗位最多,如外籍教师、语言培训师等,占到总体比重74.04%(5 054条);其次是营销与贸易类13.64%(931条)、技术类7.69%(525条)。

表2 不同双极板材料的优缺点
无孔石墨板一般由碳粉/石墨粉和石墨化树脂在高温(2500 ℃)条件下石墨化制备而成的[9]。这个过程需要进行严格的升温程序,因此,生产周期长、成本高。另外,石墨化后由于杂质的蒸发,可能会出现新的孔隙,导致石墨板表面的孔隙率为20%~30%[10]。气孔的存在有着导致PEMFC 泄漏,从而降低反应气体浓度,进而降低电堆性能的风险,所以需要对石墨板进行浸渍处理,以降低其孔隙率并改善其表面质量,目前应用较为广泛的是经过反复浸渍的无孔石墨板。图1 展示了浸渍前后电堆电流密度(J)电压(U)曲线的对比,可以看出浸渍后的双极板组装成的电堆性能有了明显提升。
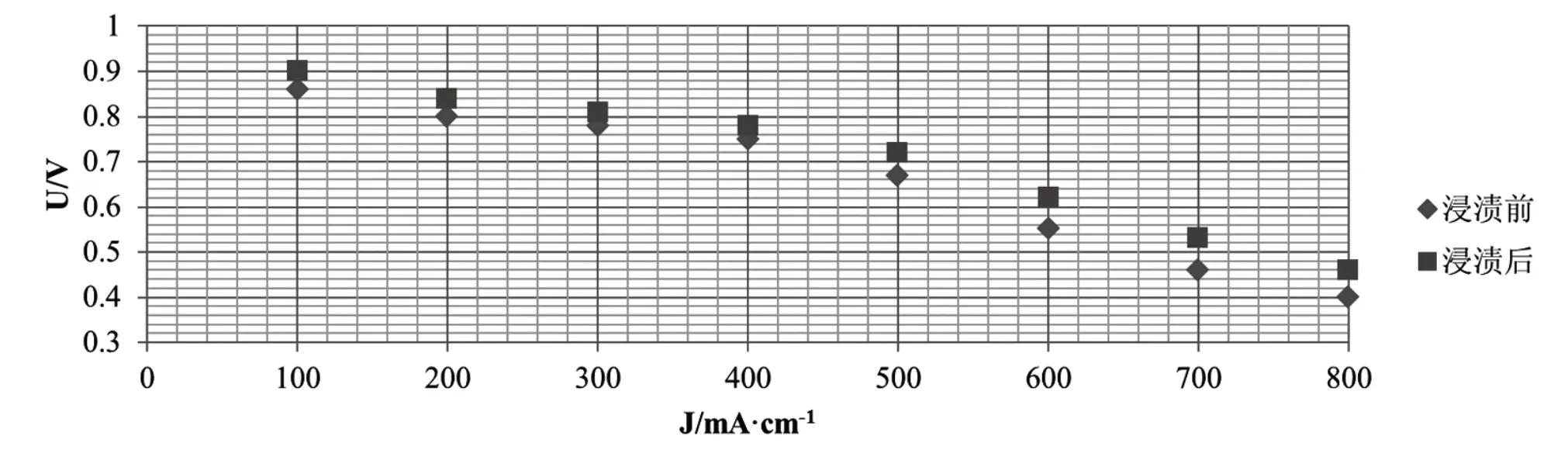
图1 石墨板浸渍前后电池电堆性能的对比[11]
2.1 机加石墨板
国内生产商大多采用人工石墨机械加工的方式实现,流程图如图2所示,其工艺步骤主要包括:
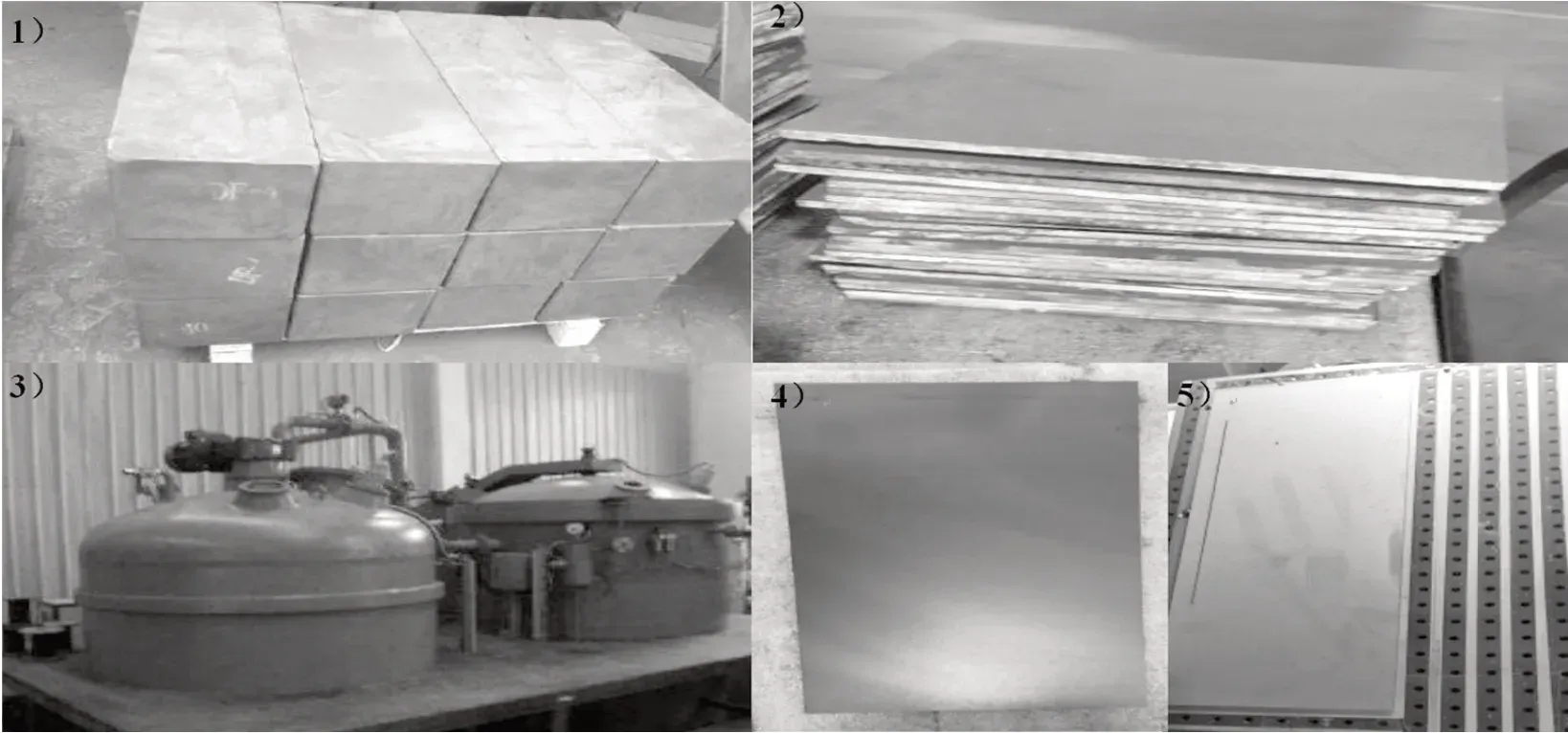
图2 机械加工石墨板工艺示意
(1)原材料准备:在1000~1300 ℃的温度下,将焦炭和沥青混合后焦化形成碳素,然后将碳素材料浸渍沥青、烘焙,再用电热炉在2500~3000 ℃的温度下,予以石墨化;
(2)切片:根据双极板尺寸进行粗略切片处理;
(3)浸渍:石墨切片之后进行树脂浸渍处理,浸渍的目的是用合成树脂填塞石墨表面和内部的孔隙,一般要浸渍24 h,然后进行热处理使树脂固化而制成,根据浸渍树脂的不同,分为酚醛浸石墨和糠醇浸石墨等;
(4)打磨:由于切片后的尺寸较为粗糙,而且浸渍后的石墨板表面光洁度也差,所以需要粗磨、中磨和细磨;
(5)雕刻加工:雕刻加工是双极板加工关键步骤,双极板的尺寸公差以及流场的质量取决于雕刻机的精度。
由于石墨板的低强度和脆性,此加工方法不适合形成超薄双极板(小于1.5 mm)[12]。而这种方法可能会导致刀具与石墨的摩擦过大,导致双极板的尺寸精度和表面质量较差。Lei 等[13]发现,在加工过程中,石墨被压碎成小颗粒和细尘,刀具在刀尖处受到高冲击和压应力,流道的加工还增加了总成本,因此,该方法在国外已逐渐被淘汰[13],国外大部分厂商采用注塑成型或模压成型的生产方式。
2.2 注塑石墨板
注塑石墨板是将一定比例的石墨与树脂混合料从注塑机的料斗送入机筒内,被加热融化后的混合料通过加压经由喷嘴注入闭合模具内,经冷却定形后,脱模得到制品[14]。为了提高双极板的导电性,可以在混合物中加入一些金属粉末,同时可以加入碳纤维或陶瓷纤维来提高机械强度[5]。然而,注塑成型也有许多缺点,如长时间的粘结剂去除(长达7 天),厚截面开裂,尺寸限制以及缺陷。进一步石墨化可以提高板材的性能,但这将大大增加成本,因此,该方法不适合大规模生产。
2.3 模压石墨板
为了解决加工成本高及规模化生产的问题,研究者开始采用模压成型工艺制造双极板。其工艺流程为:首先对石墨粉与树脂的混合材料进行制备,然后对混合材料和模具进行前处理,采用聚合物的熔融温度和一定压力,使得粉料在模具中流动并充满整个行腔,固化脱模后得到双极板[14]。如果粘结剂为热固性塑料,一般只需要几分钟就可以固化脱模;如果所用粘结剂为热塑性塑料,则需将模具冷却到粘结剂熔点以下的温度后脱模。
总体来说,目前石墨双极板市场需求量大,但其空隙问题、成本问题以及加工时长问题仍有待完善。另外,在保持一定机械强度和良好阻气作用的前提下,双极板厚度应尽可能地薄,以减少对电流和热的传导阻力。从当前国内氢燃料电池汽车运营实际情况来看,客车、物流车、环卫车、叉车等商用车型成为市场主推车型,而商用车的高频次使用场景决定了其对零部件的耐久性有要求较高。石墨双极板正是凭借其耐久性长,因而更适合当前示范运营的燃料电池商用车领域。目前,国内上海弘枫公司研制的石墨双极板在保证性能的情况下可以做到1.4 mm,功率密度开始接近丰田第一代金属双极板的水平。
3 金属双极板
与石墨双极板相比,金属双极板因其具有良好的导电性、导热性、机械加工性、制作工序较少、可制作超薄双极板,并且量产工艺成熟,可以大幅降低量产成本而备受关注[15]。到目前为止,不锈钢、铝合金、钛合金、镍合金、铜合金和金属基复合材料已被应用于双极板制造[16]。但使用过程中存在易腐蚀的缺点,需要表面改性涂层保护。
3.1 金属双极板成型工艺
3.1.1 冲压与液压成型工艺
冲压工艺是用压力装置和刚性模具对板材施加一定的外力,使其产生塑性变形,从而获得所需形状或尺寸的一种方法。冲压坯主要为热轧和冷镦钢板,占世界钢材的60%~70%。因此,从原材料的角度来看,冲压工艺占主导地位。而且,冲压工艺生产的双极板成本低和生产率高,具有薄(低至0.051 mm)、均匀和高强度的特性,广泛用于汽车,航空航天和其他领域[17]。
液压成型工艺是一种利用液体或模具作为传力介质加工成产品的一种塑性加工技术[18],液压成型原理图如图3所示。与冲压工艺相比,模具需求量少(只需要一套模具)。液压成型在尺寸和表面质量方面优于冲压工艺,而冲压工艺具有较高的生产率[19]。
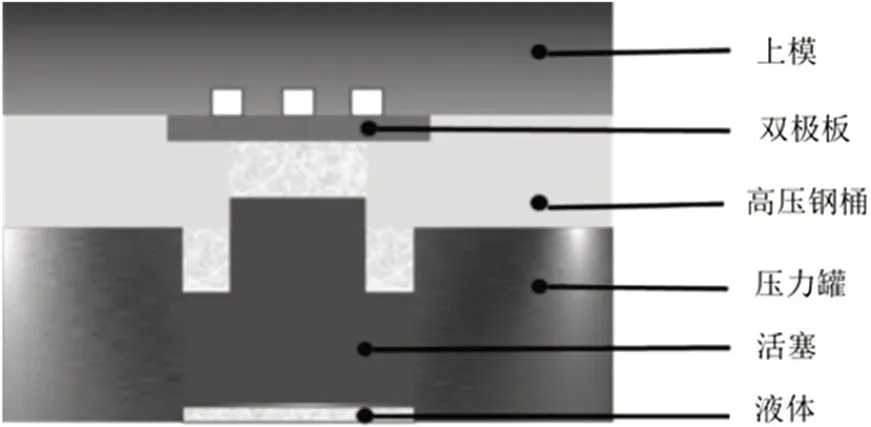
图3 液压成型原理[19]
3.1.2 橡胶垫成型工艺
橡胶垫成型,也称为柔性成型工艺,是一种用于微/中型流道成型的新型冲压方法,该方法可以解决冲压和液压成型过程中的裂纹、皱纹和表面波纹的问题[20-21]。橡胶垫成型原理如图4 所示,它由一个刚性模具和一个橡胶板组成,并且它们之间的接触表面是柔性的,这极大地提高了微尺度流道的可成型性[22-23]。另外,橡胶垫和刚性模具不需要在成型过程中精确组装,从而可以大大减少时间和成本[21]。这种成型的主要缺点是橡胶垫的使用寿命短,需要经常更换[21]。

图4 橡胶垫成型原理[5]
3.2 金属双极板涂层
尽管金属有很多优点,但金属双极板更容易被腐蚀,这会对其性能和耐久性产生不利影响。金属双极板产生腐蚀的原因是:在阳极处,由于还原环境的存在,将起保护性作用的金属氧化物层还原,形成氢化物并使金属溶解在水中,金属通过水蒸气混入燃料流中,可能潜在地增加质子交换膜污染的风险并且对催化剂层的活性造成不利影响;在阴极处,氧化环境的存在会大大提高金属双极板的腐蚀速率,从而导致性能下降,甚至整个电池堆过早失效[24]。
丰田汽车公司率先在旗下Mirai 燃料电池汽车上使用金属双极板和涂层,解决了腐蚀、成本和导电等一些列问题。金属双极板的涂层材料如表3所示,从表中可以看出金属双极板的涂层材料主要包括2类:
第1类是碳基涂层,如石墨涂层;
第2类是金属基涂层,如贵金属涂层、金属碳化物或氮化物涂层及金属氧化物涂层等。
从涂层的工艺路线来看,目前主要有4 类不同的工艺路线:电镀、化学渡(例如:热浸渡、涂料喷装、喷涂)、CVD(化学气相沉积)、PVD(物理气相沉积)。目前,国内在金属板涂层方面应用更多是PVD工艺。采用PVD 工艺的涂层纯度高、致密性好,涂层与基体结合牢固,涂层不受基体材料的影响,是比较理想的金属双极板表面改性技术。
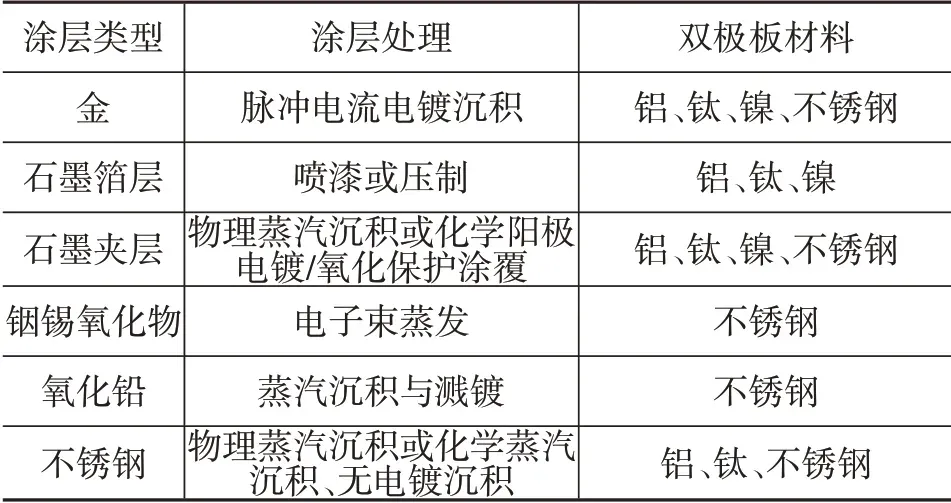
表3 金属双极板的涂层材料[25]
4 复合材料双极板
复合材料双极板能较好地结合石墨板与金属板的优点,具有密度低、抗腐蚀、易成型的特点,能够使电堆装配后达到更好的效果。但是,目前加工周期长、长期工作可靠性较差限制了其应用。复合双极板按照结构可分为结构复合双极板和材料复合双极板。
4.1 结构复合双极板
结构复合双极板是以薄金属或其它高强度、高致密性的导电板作为分隔板,以有孔薄碳板、金属网等作为流场板,以导电胶黏合[26]。这种复合结构双极板结合了金属板与石墨板的优点,由于金属板的引入,使石墨只起导电与形成流道的作用,而不需要致密与增强作用,同时由于石墨板的间隔,金属板不需要直接接触腐蚀介质,减轻了金属双极板的腐蚀,这样使得双极板具有耐腐蚀、良导电、体积小、质量轻、强度高的优势,但缺点是制作过程较为繁琐,密封性相对较差。
4.2 材料复合双极板
材料复合双极板主要是通过热塑或热固性树脂料混合石墨粉/增强纤维形成预制料,并固化/石墨化后成型[27]。复合材料型双极板又可以分为碳基复合材料双极板和金属基复合材料双极板。表4列出了金属基和碳基材料复合双极板的研究情况。碳基复合材料双极板可以根据导电填料及树脂配比调整双极板的导电性能和机械强度,可以采用模压或注射成型工艺进行批量化生产,降低双极板制造成本,未来具有较大应用前景。金属基复合材料双极板通常采用金属作为分隔板,边框采用塑料、聚矾、碳酸酯减轻电池组的质量,边框与金属板之间采用导电胶粘接,以注塑与焙烧法制备的有孔薄碳板或者石墨板作为流场板。金属基复合材料双极板集合了石墨双极板和金属双极板的优点,但是由于其结构及制备工艺复杂,难以实现批量化生产,生产成本远高于碳基复合材料双极板,在PEMFC 中推广有一定困难,但是对于特殊场景用途具有一定优势。
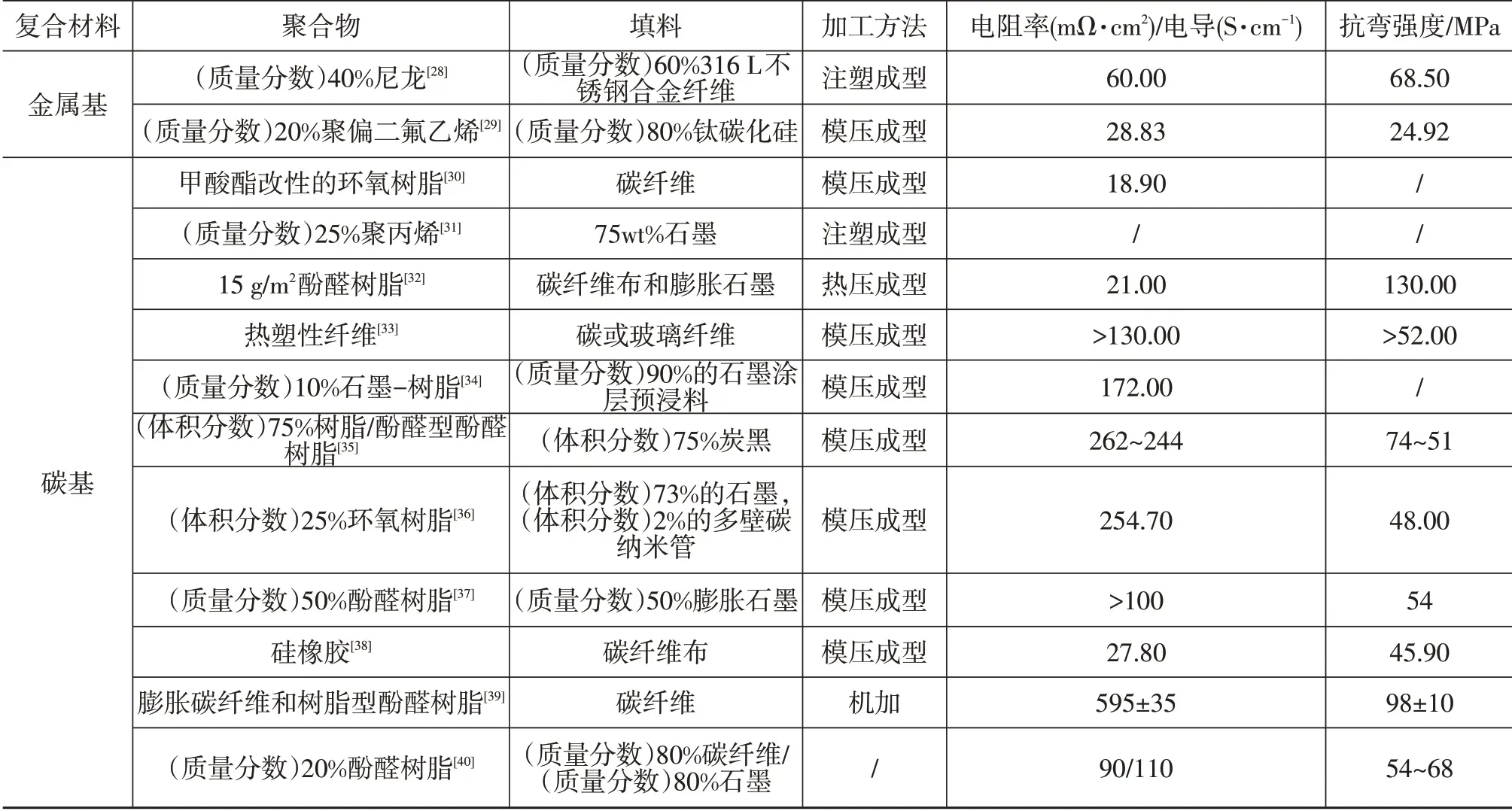
表4 金属基和碳基复合材料的研究情况
5 总结与展望
双极板是PEMFC 的重要组成部分,在燃料电池工作过程中,寻找性能优良且成本低廉的双极板新材料和加工方法是燃料电池汽车产业化的重要课题。欧美日石墨、金属双极板整体较强,美、英复合材料双极板处于世界先进水平,国内石墨双极板部分性能达DOE(2015年)性能指标水平,金属和复合材料双极板提升空间大。
目前,国内石墨双极板发展较为广泛,主要采用机加工方式和模压石墨板进行生产,机加工方式无需开模具,可修改性强,但批量加工周期较长,确定流道构型后模压石墨板将成为批量加工主流生产方式。由于石墨双极板寿命长且商用车对于体积比功率要求相对较为宽松,因此,石墨双极板在商用车领域应用广泛。但由于石墨板体积大无法制作薄板及冷起动的问题使得石墨双极板应用于乘用车存在一定困难。
复合材料双极板多数处于研究阶段,目前市场上复合石墨板电堆较少,主要由于其成本高,工艺复杂,难以批量生产,未来通过改进复合石墨板材料,提高应用可靠性,结合金属双极板与石墨双极板的优点,也会有较好的应用前景。
金属双极板因具有更大的功率密度和更为成熟的生产工艺而成为乘用车应用的主流,丰田Mirai、现代NEXO 等均采用的是金属双极板,其中丰田最近发布的Mirai 二代燃料电池模块功率密度更是高达5.4 kW/L,未来金属双极板须突破金属薄板成型、表面涂层寿命的关键技术在乘用车市场将有更广阔的发展。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
科学与财富(2021年33期)2021-05-10
鞍钢技术(2021年2期)2021-04-20
当代陕西(2019年7期)2019-04-25
新高考·高一物理(2018年7期)2018-12-06
有色金属材料与工程(2018年1期)2018-11-25
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
科学与财富(2018年33期)2018-01-02
环球时报(2017-03-22)2017-03-22
