采用改进灰色神经网络的铣床热误差补偿研究
2021-04-30 08:25沈明秀
机械设计与制造 2021年4期
沈明秀,陶 涛
(1.昆明学院自动控制与机械工程学院,云南 昆明 650214;2.西安交通大学机械工程学院,陕西 西安 710049)
1 引言
数控机床是一种高精度、高效率的加工设备,在加工制造业发展中起到重要的作用。数控机床不仅可以提高产品加工精度,而且还能提高生产效率,从而降低了生产成本,广泛应用于汽车、航空、医疗及海洋等许多领域。数控机床主轴在高速切削过程中,切削速度较大,机床产生较大的热量,温度过高就会导致主轴产生热变形,从而影响到加工产品精度。在机床主轴加工误差中,热误差占总误差的70%左右[1]。温度变化影响到主轴加工精度是当前难以解决的问题,因此,需要研究热误差预测模型,对机床产生的热误差进行在线补偿,从而提高数控机床的加工精度。
当前,机床热误差主要采用补偿法。因此,许多学者对机床热误差补偿法展开研究。例如:文献[2]基于灰色系统理论方法建立机床热误差预测模型,采用灰色关联度分析机床优化点温度,对测量温度进行筛选,根据灰色理论建立灰色预测模型,采用五轴机床对灰色预测模型进行验证,该方法适用于机床热误差的研究。文献[3-4]基于神经网络建
立机床热误差预测模型,分析机床关键温度点的测量数据,通过神经网络模型输入测量温度点,网络输出为热误差,从而建立网络热误差模型,通过实验结果显示,神经网络预测模型能够降低机床主轴加工热误差值。文献[5-6]基于灰色理论和神经网络建立机床热误差预测模型,通过主轴温度值建立灰色系统预测模型,由灰色模型预测值得到的残差建立神经网络模型,通过实验数据说明灰色神经网络预测模型优于单项预测模型。以前学者研究的误差预测模型在一定程度上对机床热误差进行了补偿,但是预测精度较低。对此,采用改进粒子群算法对灰色神经网络模型进行优化,并通过实验测试数据对优化模型进行验证。采用一阶线性微分方程式建立灰色数学模型,引入神经网络结构对灰色模型进行组合。通过改进粒子群算法优化后,采用铣床热误差进行验证,为提高铣床加工精度提供参考依据。
2 灰色模型
由m个变量构成的n阶微分方程模型,称之为GM(n,m)灰色模型。灰色模型应用较为广泛的模型为GM(1,1)该模型通过原始数据拟合,从而建立预测模型。具体操作步骤如下:
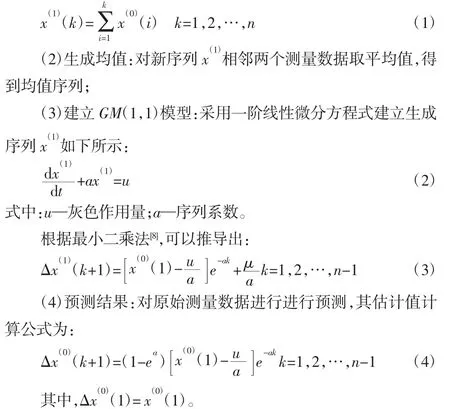
(1)生成新序列:假设时间序列x(0)中有原始非负测量值n个,新序列是通过对原始数据一次累加生成,其计算公式[7]为:
当灰色模型GM(1,1)创建完成后,对原始测量数据x(0)(1)和预测模型估计值Δx(0)(1)进行比较和检验。若误差较小,可以用于误差预测,否则需经过残差修正后才可以用于误差预测。
3 灰色神经网络预测模型
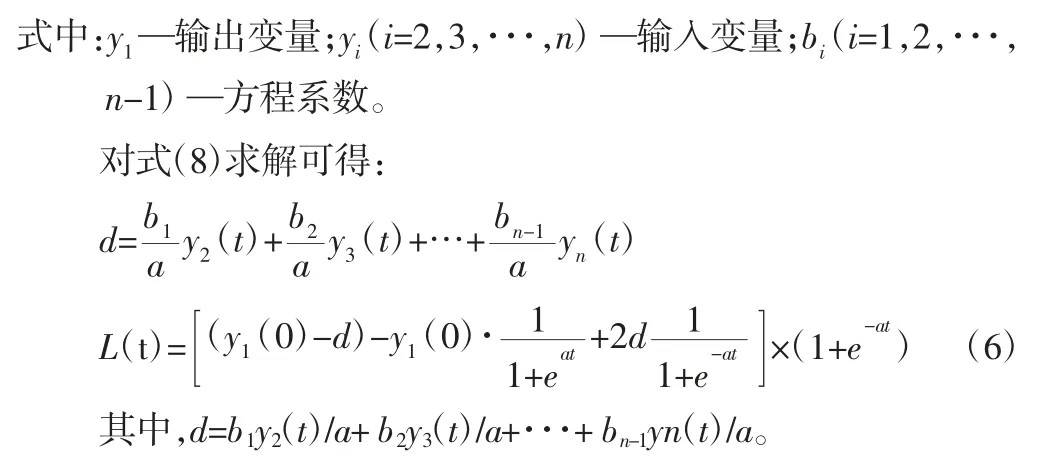
令x(1)=y(t),由n个参数组成的灰色神经网络模型方程式[9]为:

采用灰色神经网络模型结构,如图1 所示。
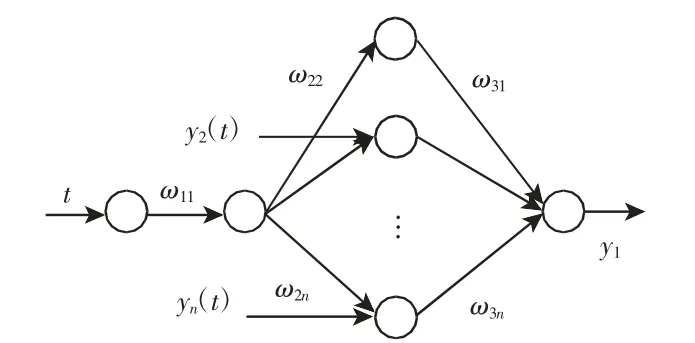
图1 灰色神经网络结构Fig.1 Grey Neural Network Structure
在图1 中,a=ω11为输入变量权重,ω2i=2bi-1/a(i=2,3,…,n)为输入层与隐含层权重,ω3j=1+e-at(j=1,2,…,n)。
网络输出[9]公式为:

4 改进预测模型
4.1 改进粒子群算法
假设由n个粒子构成的种群为X=(X1,X2,···,Xn),第i个粒子在D维搜索空间中表示为Xi=(xi1,xi2,···,xid)T。将Xi输入到目标函数中,计算适应度值,比较是否为最优值。在粒子迭代过程中,粒子速度和位置的更新公式[10]为:

粒子通过不断更新个体极值和全局极值来搜索最优解,当达到误差要求或最大迭代次数时,粒子停止搜索。为了避免粒子盲目搜索,粒子速度和位置取值区间分别为[-Vmax,Vmax]、[-Xmax,Xmax]。
粒子群算法搜索过程中,容易陷入局部最优值,导致输出误差较大。为了避免此缺点,在粒子群算法中加入变异操作,变异操作公式[11]为:

式中:xij—第i个粒子的第j个基因;r—区间[0,1]内随机数;g—当前迭代次数;T—最大迭代次数;amax、amin—xij的上界和下界。
惯性权重系数对局部搜索和全局搜索能力影响较大,为了更好地平衡二者关系,采用线性递减方式对惯性权重系数进行修改,如下所示:

式中:ω0—初始惯性权重值;ω1—最终惯性权重值;k—当前迭代次数;Tmax—最大迭代次数。
4.2 改进预测模型
采用改进粒子群算法优化灰色神经网络参数,具体操作流程如下:
(1)采用灰色模型对初始数据进行累加处理;
(2)设置改进粒子群算法种群大小、加速系数、最大迭代次数、最大速度、最大位置及遗传变异概率;
(3)采用改进粒子群算法优化灰色神经网络结构,确定网络参数a和bi。
(4)随机生成初始种群Xi,计算其适应度值,适应度函数为:

式中:yik—测量的预测值;tik—测量的实际值;n—测量数量;m—输出接点数量。
(5)计算适应度值,得到最小的fmin,对应的个体为Xmin,Xmin即为最终最优个体,fmin即为最终最优适应度值。
5 实验结果与讨论
采用三轴立式铣床进行热误差测试实验,位移传感器分布位置,如图2 所示。实验采用铣床空切削方式,为了模拟铣床实际加工条件,主轴转速设置范围为[1000r/min,4000r/min]。铣床分别以转速1000r/min、1500r/min、2000r/min、2500r/min、3000r/min各运行24min,每隔2min 采集一次位移数据。初始参数设置如下:种群大小为100,最大迭代次数为500,初始惯性权重为0.9,最终惯性权重为0.1,变异概率为0.85,搜索的最大位置和最大速度取值为1。采用改进灰色神经网络预测模型得到的X轴、Y轴和Z轴方向残差结果,如图3~图5 所示。

图2 铣床位移测试位置简图Fig.2 Position Diagram of Displacement Test for Milling Machine

图3 X 轴方向残差结果Fig.3 Residual Result in X Axis Direction

图4 Y 轴方向残差结果Fig.4 Residual Result in Y Axis Direction
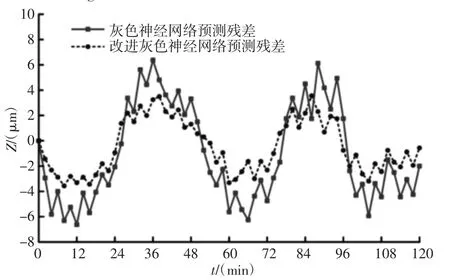
图5 Z 轴方向残差结果Fig.5 Residual Result in Z Axis Direction
由图3、图4、图5 可知,采用灰色神经网络预测模型对铣床热误差进行补偿后,其中,X、Y、Z轴方向产生的最大残差分别为4.5μm、4.8μm、6.7μm,预测精度都在7μm 以内;而采用改进粒子群算法优化灰色神经网络预测模型对铣床热误差进行补偿后,其X、Y、Z轴方向产生的最大残差分别为2.7μm、2.5μm、3.7μm,预测精度都在4μm 以内。采用改进粒子群算法对灰色神经网络预测模型进行优化,能够搜索到全局最优解。因此,改进灰色神经网络预测模型预测精度更高,能够降低主轴加工零件产生的误差。
6 结语
采用改进粒子群算法优化灰色神经网络预测模型,将优化后的模型用于预测铣床热误差,主要结论如下:
(1)采用灰色模型和神经网络组合,结合二者各自的优点,预测精度比单一模型预测精度高。
(2)改进粒子群算法比粒子群算法迭代次数少,搜索速度快,能够快速的搜索到全局最优值。
(3)灰色神经网络预测模型预测精度在7.0μm 以内,而改进灰色神经网络预测模型精度可以达到4.0μm 以内,改进神经网络预测模型预测精度较高。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
哈尔滨轴承(2022年1期)2022-05-23
小学生学习指导(低年级)(2020年3期)2020-06-02
制造技术与机床(2019年2期)2019-03-06
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年2期)2017-05-04
Coco薇(2017年2期)2017-04-25
Coco薇(2017年2期)2017-04-25
制造技术与机床(2017年12期)2017-02-02