
焦炉煤气制甲醇工艺的分析及优化
2021-05-15 13:41张也雷昭
安徽化工 2021年2期
张也,雷昭
(安徽工业大学,安徽马鞍山243000)
我国每年副产的焦炉煤气大部分均以火炬的形式排放,造成了极大的能源浪费和环境污染。焦炉煤气利用价值高,且焦炉煤气制甲醇技术应用广泛。但我国现有焦炉煤气制甲醇装置能耗较高,因此本文建立了焦炉煤气制甲醇工艺模型,并对全流程进行了系统分析及优化,以期为甲醇工业在节能降耗等方面提供技术参考。
1 流程模拟及验证
1.1 模型建立及流程说明
根据焦炉煤气制甲醇工艺的特点,选择了合适的反应器类型和操作条件,利用Aspen Plus软件建立了焦炉煤气制甲醇工艺模型,如图1所示。
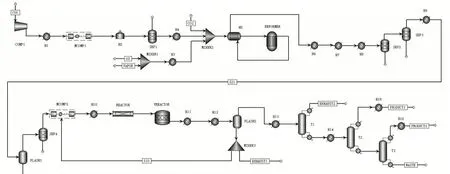
图1 焦炉煤气制甲醇Aspen Plus流程图
经预处理的焦炉煤气通过输送、换热后,加压升温至精脱硫反应器进行精脱硫。净化后的焦炉煤气混合O、CO、中压饱和蒸汽后进入重整反应器制备合成气,所制备的合成气经压缩换热后进入甲醇合成反应器,反应器出口气经气液分离后,一股气体循环至合成反应器,另一股气体作为驰放气进行回收,分离后的粗甲醇液体送往甲醇精馏单元。
1.2 模型验证(表1)

表1 转化单元和重整单元模型验证
转化气中甲烷体积含量低于5%,合成气氢碳比为2.0 左右,满足设计规定;且该模拟结果与文献值相近,因此该模型合理可用。
2 工艺系统的分析
2.1 流程模拟中的计算

2.2 平衡和损失的计算
通过结合熵的能量守恒定律,可以得到系统的平衡:


3 优化分析与讨论
3.1 冷却剂温度对工艺的影响
甲醇合成反应为强放热反应,冷却剂温度会极大地影响工艺结果,因此分析了冷却剂温度对驰放气、甲醇产量的影响。

图3 冷却剂温度对甲醇产量和循环气的影响
如图3 所示,随着冷却剂温度升高,甲醇产量先增加后减少,未反应的循环气体量则相反,且冷却剂温度为200℃时两者达到峰值。在此冷却剂温度下循环气体的压缩功耗最小;此外甲醇产量达到最大,甲醇合成单元的输出会增大。
3.2 优化结果

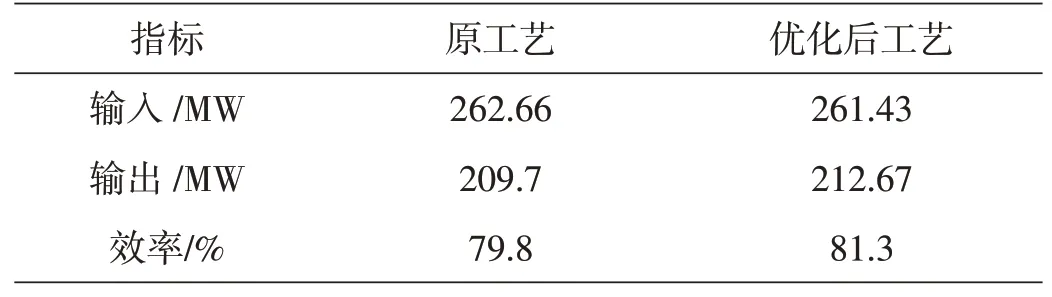
表2 甲醇合成单元优化前后对比
4 结论

(2)按照能量梯级利用的原则,对甲醇合成单元的冷却剂温度进行了优化,优化后,损失减少4.2 MW,效率提高1.5%。
猜你喜欢
分子催化(2022年1期)2022-11-02
节能与环保(2022年4期)2022-06-02
汽车实用技术(2022年4期)2022-03-07
北京大学学报(自然科学版)(2021年3期)2021-07-16
E动时尚·科学工程技术(2019年11期)2019-09-10
山东工业技术(2018年10期)2018-06-26
进出口经理人(2017年7期)2017-09-20
国外科技新书评介(2016年8期)2016-11-16
湖南大学学报·自然科学版(2014年3期)2014-12-30
城市建设理论研究(2014年25期)2014-09-24
