ZB47 包装机条烟提升输送装置的改进设计
2021-05-16 10:33王林鹏张庆元
科学技术创新 2021年13期
王林鹏 李 钊 冯 明 张庆元
(山东中烟工业有限责任公司青州卷烟厂,山东 青州262500)
ZJ112/ZB47 高速机组是青州卷烟厂卷包车间生产自主牌号的主力机型,该机组由上海烟机厂从意大利GD 公司技术引进,进而国产化的一组高速机[1]。ZB47 生产能力达到每分钟550 包[2]。卷烟条封完成后通过烟条输送装置将条盒输送至提升器,再通过提升器将烟条输往水平式高架输送线,最后由封箱机完成封箱。宝鸡卷烟厂常建宏[3]对ZB47 包装机烟包输出通道进行了改进,提高了双通道温度来加速烟包盒皮粘贴胶快速干燥。济南卷烟厂张成鹏[4]选用麦粒状压纹工艺导板代替烟包通道底部输送带,对烟包输出通道进行了改进。保证烟包进入气流提升装置的速度。上海卷烟厂钟明[5]对FOCKE-ZB48 条烟堆叠装置进行探索,通过对条烟堆叠机构的改进,有效地解决了原条烟提升装置存在的问题。玉溪卷烟厂张凌[6]对GDX500 包装机烟条输送装置故障频次高的问题展开讨论,采用圆带传动的改进方案, 将原有齿形带传动方式改为圆带传动,效果显著。厦门烟草工业黄城宝[7]针对YB95 包装机条烟输送通道堵塞问题,提出了对条烟推送装置的改进设计,减少条烟堵塞挤伤,效果良好。
1 问题及原因分析
ZJ112/ZB47 高速机组是卷包车间主力机型,而条烟输送是卷烟成箱的重要环节,ZB47 包装机条烟由条包美容器美容后经条烟提升输送装置送至欧亨带,在实际生产运行过程中,经常发生停带及条烟堵塞,影响了生产效率,造成了材料的浪费,究其原因在于条烟提升器的设计不尽合理[6]。
原有条烟提升器组成:主要部件由两个光电检测器、五个小型电机带动的五根橡胶输送辊、一个位与提升器正下方的气缸组成。
设备易损坏且反应不够灵敏,主要存在以下问题:
1.1 小型电机的通电运转与气缸的充气顶升存在时间差
原因分析:输送过程中,五个小型电机的通电运转与气缸的充气顶升同时依靠光电检测开关检测到条烟之后所输送的信号。这样的工作原理导致在机台运行中经常会出现检测到条烟后气缸顶升但电机开启偶尔不及时从而导致条烟拥堵无法正常输送条烟的现象[7]。
1.2 电机的数量多、功率小、通断电过于频繁
原因分析:电机采用通断电方式控制,每次输送五个电机都需要通断电一次,按照一个工作日的总产量为210 箱计算,每天每个电机就需要通断电26250 次,按机器520 包/分的生产速度计算,每电机通断电频率为26 次/分。正因为如此高频率、大次数的通断电,而实际使用的电机数量过多、功率过小导致小型电机经常出现损坏[8]。
1.3 齿形橡胶输送辊易磨损
原因分析:齿形橡胶辊同条烟接触面积较小受力大,磨损后摩擦力减小,容易出现打滑。
对15#、16#、17#机组因条烟提升器问题导致停带、堵烟问题的次数进行统计,制作出如表1。
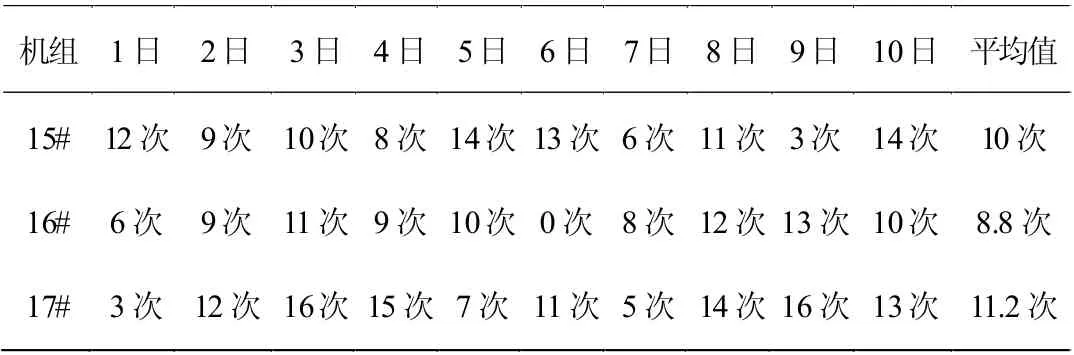
表1 堵烟问题统计表
据数据统计,15#、16#、17#机组因条烟提升器问题导致停带、堵烟问题每天的平均次数分别为10 次、8.8 次、11.2 次,ZB47 机组的每天平均次数为10 次。每天10 次左右的停带、堵烟或停机会不必要地增加操作工的劳动量,同时影响了设备的运行效率,因此设计了新式条烟提升器。
2 提烟输送装置改进
在设计过程中可以通过加大电机功率、减少电机数量来解决电机数量过多、负载过小的问题;通过电机不断电方式可以解决频繁开停机导致的电机易损坏、提升器开启不及时问题可以解决;针对输送辊易磨损且接触面积小的问题,我们可以通过更改输送辊形式解决[9]。
2.1 条烟输送方法的选取
在选取条烟输送方法时,常用的输送方法有推板式输送法、重力下落式输送法及皮带摩擦式输送法,其中皮带摩擦式输送法在本装置中的适应性最强[10],即条烟到达换向位置后,提高条烟并通过条烟下底面所接触的皮带摩擦将条烟换向并输送至欧亨带。
新式ZB47 条烟提升器输送装置由一个主电机、一根主皮带、一根带有四个皮带卡槽和一个主传动轮的主传动轴、四根从动皮带和四根带有四个皮带卡槽的从动轴组成,如图1 所示。主电机采用不停机方式,并固定于条烟提升器提升部件下部,通过皮带传递动力。
新式条烟提升器工作流程分析如图2 所示。
2.2 关键装置的设计
2.2.1 提升方式选择。气缸提升方式具有提升时间控制容易,可通过充放气的时间差控制,结构简单、轻便、安装维护简单的特点,针对提升器间歇稳定提升的需要,我们选用对称双气缸提升的方式。经试验最终选用两个DONT(TN-25X45)气缸。
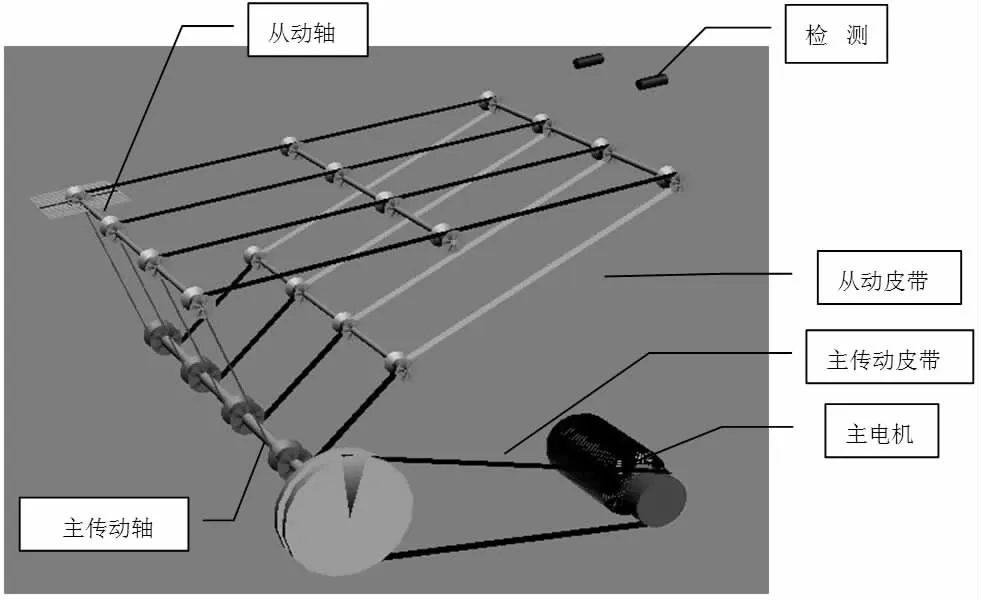
图1 改进后提升器三维示意图
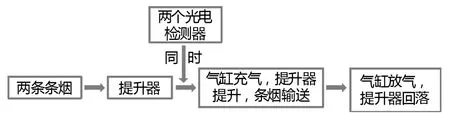
图2 新式条烟提升器工作流程图
2.2.2 主电机的选择。经过改进对主电机功率要求有所增加,功率需大于100W,且受限于安装空间,要求机体长小于200mm,直径小于150mm,三相异步电动机具有高效、节能、起动转距大、动力强、振动小、可靠性高、使用维护方便等特点,因此主电机选用三相异步电动机,为满足主电机传动的需要,需采用不停机带动主传动轴传动的方式。选择广州微型电机厂生产的S-56M4 型电机安装于提升器基座下,同提升器一起提升下落可解决原有问题。
2.2.3 主动轴的选择与设计加工。主传动轴所传递的动力大,要求的强度和一体性更高,选用直径25mm 的45#钢轴并以一体嵌套式连接一个外径90mm、内径80mm 的主传动轮,四个外径45mm、内径为35mm、宽20mm,间距45mm的齿形主传动导辊可满足主电机传动的需要,主传动轴如图3 所示。
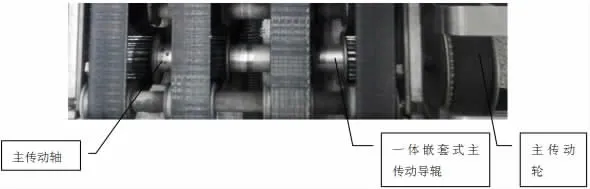
图3 条烟提升器主传动轴图
2.2.4 从动轴的选择与设计加工。从动轴所需的滑动性更好,因此选用直径8mm 的45#钢芯轴并以轴承嵌套式连接四个内径20mm、外径25mm、间距45mm 的从动导辊,从动导辊间嵌套直径13mm厚3mm的工程塑料隔套,可满足主电机传动的需要。
2.2.5 主、从动皮带的选择与定制。主皮带选用一条宽为18mm、厚1mm、齿高1mm的三之星橡胶齿形带也可满足动力传递要求;从动皮带选用四条宽为18mm、厚1mm、齿高1mm,每两条中心间距45mm三之星橡胶齿形带可满足通过摩擦力输送条烟的需要。
3 改进效果
通过连续十天24 小时的数据跟踪统计分析,对15#、16#、17#机组改进后条烟提升器问题导致停带、堵烟问题的次数进行统计,制作出如表2。

表2 改进后堵烟问题统计表
发现15#、16#、17#机组因条烟提升器问题导致停带、堵烟问题每天的平均次数分别为4.4 次、3.3 次、3.6 次,均降低至5 次以下,根据三个机组改进前后的停机均次对比,绘制如图4 所示。
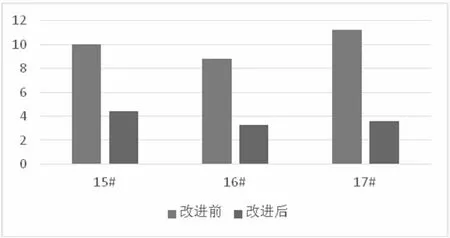
图4 三机组改进前后停机均次比较图
对比15#、16#、17#机组改进前后停机次数,分析后由图4 可知,此次改进降低了因条烟提升器导致的停机,各机台条烟输送器易损坏、开启不及时的现象未再出现,因条烟输送装置引起的挤压变形的条烟大为减少。有效减轻了操作工的劳动量,提高了设备的运行效率。
4 结论
对ZB47 条烟提升器的改进达到了预期效果,改进后的条烟提升器使停机次数从平均10 次降低到5 次以内,有效减轻了操作工的劳动量,节省了不必要的停机时间。且改善条烟输送器易损坏、开启滞后的问题,可以通过技术推广形式在所有ZB47 机台运用。
猜你喜欢
现代仪器与医疗(2021年4期)2021-11-05
汽车维护与修理(2020年9期)2020-11-04
汽车维护与修理(2020年7期)2020-10-15
启迪与智慧·上旬刊(2019年5期)2019-09-10
作文·初中版(2019年8期)2019-09-09
汽车维护与修理(2019年1期)2019-07-09
科技创新导报(2016年9期)2016-05-14
少先队活动(2014年6期)2015-03-18
集装箱化(2009年8期)2009-09-21