航空发动机短舱防冰活门的国产化研究与设计
2021-05-16 10:33王涛
科学技术创新 2021年13期
王涛
(上海航新航宇机械技术有限公司,上海201324)
航空产业作为当今世界上最具代表性的高新技术产业之一,不仅技术领域和产业链覆盖非常广,同时对经济、科技的拉动作用非常明显。我们也借机从第三方航空维修型企业向航空制造型企业转型,开始解决航空产品国产化的难点和关键技术问题。在设计和制造过程中,依据多年航空产品维修的经验,对产品完成设计优化和样件的试生产工作。短舱防冰活门的国产化设计制造,推进了航空气动类产品国产化的进程,提升了航空产品研发实力,为我国大飞机和航空发动机产业发展做出应有的价值和贡献。
1 短舱防冰活门的结构及工作原理
飞机在结冰的气象条件下飞行时若无防冰措施,所有的迎风面都有可能结冰,冰层会破坏原有的气动外形,增加重量和飞行阻力,使飞机操控性能大幅下降。航空发动机因外形特殊和进气道处空气流速较快等特性,使其在环境温度为5~10℃的正温条件下也可能结冰,这极易损坏发动机造成重大飞行事故。本文研究的航空发动机短舱防冰活门(下文简称防冰活门)属于涡扇发动机热空气防冰系统的关键部件,是用来控制发动机引出热空气的压力和流量,进而将其导出到发动机短舱起到防冰的作用[1-3]。

图1 防冰活门原理图
防冰活门是一个电控气动式蝶阀类产品,用于控制防冰热气管路的压力和流量。该防冰活门是常开的工作状态,当电磁阀通电时,阀前管道高压热气经过上游引气管道导入至作动机构,推动活塞克服弹簧阻力带动摆杆使蝶板转动至关闭状态,切断热空气流通;在电磁阀断电后,作动机构在弹簧力作用下带动蝶板复位至开启状态,恢复热空气流通。该产品有自动调压功能,是依据下游引气管路提供的压力通过比较梭阀引入至作动机构带动蝶板转动,从而控制下游压力。其工作原理如图1所示。
2 防冰活门国产化关键技术指标
防冰活门的关键技术在高温条件下安全可靠的完成管道内气体流量和压力的控制工作,经总结和整理得到如表1 的产品关键性能指标。
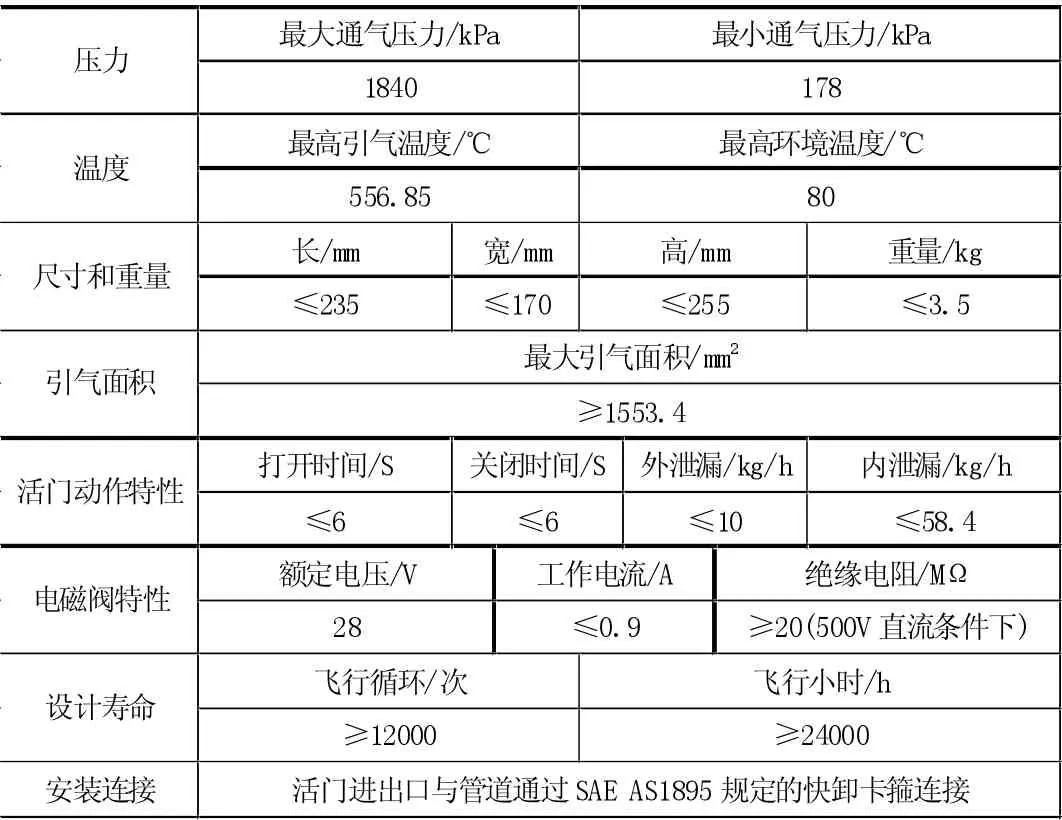
表1 防冰活门关键性能指标
3 防冰活门国产化难点及阻碍
随着国产航空发动机研制工作的推进,其附属机械部件的国产化也必须跟上脚步。此类气动产品的结构优化和制造过程有较多的疑难问题要解决,主要是航空产品设计的形状复杂、材料各异、减重设计和强度设计的矛盾关系等,制造难度大、精度要求高、严格的重量控制和使用寿命要求等[4-5]。如果防冰活门能够成功国产化,将解决同类气动产品系列化的研制工作,为航空事业带来长足的进步和发展。
针对以上的技术难点做了很多前期设计分析工作和后期试验验证工作。例如系统原理的模拟分析、关键结构件的设计和仿真计算、特殊材料的选择、高精度和复杂结构件的加工和装配、各种复杂工况下的试验验证等等。在对结构件进行设计时,满足功能性能的同时还要考虑产品的减重设计,这往往会设计出各种形位精度要求高的复杂结构,给加工制造也带来了较大的难度。在加工制造工艺方面,适应发动机环境的镍基高温合金材料零件的铸造、热处理和机械加工等工艺,是目前面临的主要问题[6]。试验验证方面,高温大流量气动性能试验也是此类产品验证工作中的难点。
4 国产化关键技术
在产品前期设计分析工作中,为了更好的完成产品设计工作,借鉴经验的同时,也做了大量的仿真分析工作。先使用AMESim 软件分析产品系统原理和关键技术参数,再利用UG和Solidworks 进行三维建模,结合ANSYS 进行常温静强度仿真、高温状态下的力学性能仿真和产品整体应力分布、高温工况下的温度分布仿真、多个模态下的振动仿真应力分析等工作[7]。大量仿真设计和计算,为产品关键原件的优化设计起到了很好的指导作用。接下来将以伺服阀块和摆杆运动机构为例,做展开说明。
4.1 伺服阀块设计
伺服阀块是防冰活门中连接多个控制原件和执行机构的核心结构件,是产品气路连通的核心载体,对其连接的电磁阀、调压阀、梭阀、关断阀、安全阀、作动器壳体、上下游引气管路和多个限流孔进行分别连接固定。这样的复杂阀块,在设计时各个孔道气路极易出现干涉或强度不足等缺陷,要充分利用Solidworks 等三维软件的优势,直观的查看和优化结构,使所有通道得到最优的解决方案。
4.1.1 设计
根据产品要求,首先将阀块底面定为与作动器壳体连接的基准面;其次,将电磁阀和调压阀这两个主要关键元件沿水平轴线对向布置,方便其多个孔道逐层的连通;再次,根据原理图将梭阀、关断阀、安全阀、上下游引气管路和多个限流孔定位连通到阀块侧面;最后是工艺性考虑,要不断的优化各关键元件的位置,加入工艺孔和堵头,以及减轻阀块的重量等。阀块的设计充分利用了长方体的六个面,合理排布各元件,最大化利用内外部空间和去除不必要位置的材料以减轻重量。伺服阀块如图2 所示。

图2 伺服阀块
综合考虑伺服阀块形状、加工工艺、配装件和使用环境等要求,选用材料为6061-T651 铝合金。该材料是经热处理预拉伸工艺生产的高品质铝合金,它有极佳的机械加工性能且加工后不易变形;材料致密无缺陷,适合安装多个阀组件且密封性好;优良的抗腐蚀性,适用于多类航空部件[8]。该件虽然连接零件较多,但是都比较轻巧,所以其受力较小,经仿真分析,符合使用材料强度和产品性能要求。
4.1.2 制造
经过设计和仿真,仍不确定其内部气路的准确性和可靠性,需要在试件加工过程中进一步验证。试件采用无色透明工程塑料和6061-T651 两种材料各1 件。先加工无色透明塑料试件,用来检验加工程序和查看所有内部孔道干涉及间距情况;再加工6061-T651 铝合金试件,用来进行阀块耐压测试。经过检查和测试,验证了阀块设计的合理性和可靠性。
阀块本体加工后需做本色硫酸阳极化处理,再加装气路限流孔、工艺堵头(标准为AS3131 和AS3132 系列)和无尾自锁钢丝螺套(标准为NAS1130 系列)等标准件,完成阀块组件的处理和装配工作[9]。
4.2 摆杆机构设计
摆杆机构的运动是防冰活门中的主要执行机构,活塞运动通过摆杆机构带动活门轴和活门板转动,从而控制流道内的压力和流量。
摆杆机构是比较基础的机械结构,是曲柄连杆机构的反向变型模式,主要功能是将主动的直线运动转换为旋转运动。摆杆机构控制活打开和关闭的两个工作位置,如图3 所示。
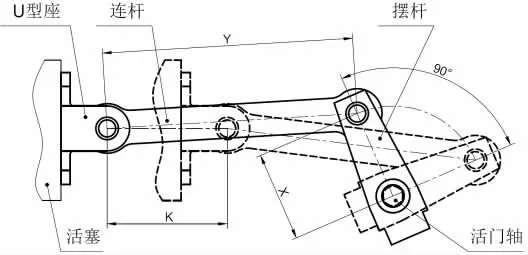
图3 摆杆机构原理图
图中实线为活门打开工作位置,虚线为活门关闭工作位置,摆杆活动角度范围α 是90°,X 为摆杆的中心长度,Y 为连杆的中心长度,K 为活塞的直线运动行程。产品设计过程中,每一个数值都对应着结构中的关键尺寸,在加工制造过程中也要严格控制这些关键尺寸。所有关键尺寸的准确才能使活门板摆动角度得到准确的控制,进而影响流道热空气的流量和压力的控制精度,以及活门关闭时的泄漏量。摆杆机构的制造过程中,在摆杆、连杆和U 型座等活动位置加装铜基合金衬套,提高了活动关节的耐磨性和产品长期可靠性。
5 试验验证
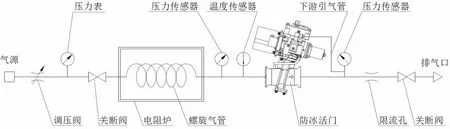
图4 高温试验原理图

图5 振动试验现场图片
防冰活门使用的环境苛刻、技术要求高,所以涉及的试验项目也较多,主要分为功能性能试验和设计保证试验两类。功能性试验主要是指在多个温度和压力条件下活门打开和关闭试验,以及产品关键性能指标的试验。设计保证试验有低温工作试验、高温工作试验、持久加速度试验和振动试验。每个试验需要完成绝缘电阻测试、搭接电阻测试、介电强度测试、电磁阀工作测试、压力调节测试、最小打开和关闭时间测试、外泄漏测试、内泄漏测试、最小关闭压力测试、全开角度测试和耐压测试[10]。本文将以功能性能试验中的高温试验和设计保证试验中的振动试验为例作说明。
5.1 高温试验
高温试验按DO-160G 的第4.5 节进行试验,等级为D3。根据产品技术要求,现有测试台供气温度无法达到556.85℃±5℃。我们改变传统思路,设计了一套高温供气装备使引气可以满足试验条件,如图4 所示。
该装备是将调压后的压缩空气通过放入电阻炉中的螺旋管道加热后导入产品,其中炉内温度约850-900℃,并持续加热。当产品前端温度传感器测得压缩空气满足测试温度条件后,对活门完成指定的性能测试,并记录试验相关数据。
试验验证了在178kpa 和556.85℃±5℃的供气条件下,活门可以正常工作,打开和关闭时间符合技术要求,各电磁阀和调压阀等部分原件工作正常。在此工况的测试过程中,使用手持红外测温仪时刻监测产品关键部位的表面温度,如上文提及到的伺服壳体表面温度为85℃-90℃,属于材料正常耐受范围,对产品工作无影响。最终产品通过高温试验,性能检查与测试合格。
5.2 振动试验
振动试验按DO-160G 第8.7 节类别R 进行试验。该试验委托第三方机构完成。振动试验现场安装如图5 所示。
振动试验共计做了4 次,前三次试验分别发现了不同问题,并逐步对其进行优化和完善,最终通过了振动试验。第一次问题集中在工装上,振动值被放大了14 倍,之后通过改进管口支撑和固定方式使其符合测试要求。第二次问题集中在产品螺钉上,在X 方向试验时螺钉(件号:MS51958-64,规格:0.190-32UNF)断裂。更换同规格高强度的螺 钉 ( 件 号:MS9556-08, 规 格:0.190-32UNF)进行第三次试验,螺钉依旧断裂。根据试验中螺钉的断面情况,经设计、材料、工艺、装配、维修和操作使用等方面进行失效原因分析,最终得出该螺钉的失效原因为过载断裂[11]。
分析原因后进一步调整螺钉(件号:NAS1351-4H10P,规格:0.250-28UNF),开展第四次试验。试验后检查产品未发现明显的外表损伤和变形等缺陷。按试验大纲要求检查产品性能,测试结果均符合要求。对产品进行分解检查,内部零件无异常,主要结构件无损探伤无裂纹。最终产品通过振动试验,性能检查与测试合格。
6 结论
航空发动机短舱防冰活门样件能满足各项性能和保证设计要求,已交付样件。这标志了该类产品国产化的第一步已经迈出,但是接下来要提高产品零件的国产化比例。力争3 年内完成100%国产化的目标,为我国航空事业蓬勃发展注入新的动力。
猜你喜欢
中国交通信息化(2022年9期)2022-10-28
军民两用技术与产品(2022年7期)2022-08-06
城市轨道交通研究(2022年7期)2022-07-20
城市轨道交通研究(2022年5期)2022-07-06
航空维修与工程(2021年5期)2021-09-05
家园·电力与科技(2021年6期)2021-08-01
民用飞机设计与研究(2020年4期)2020-11-27
科学与财富(2020年26期)2020-11-16
科技风(2020年13期)2020-05-03
航空知识(2014年6期)2014-06-10