
球窝球头配合副的快速检查方法
2021-05-19 08:49任燕飞
金属加工(冷加工) 2021年4期
任燕飞
中国航发西安动力控制科技有限公司 陕西西安 710077
1 序言
球窝球头配合副的实际耦合质量是影响航空柱塞泵性能的关键因素,也是保证柱塞泵性能指标的难点之一。目前,行业内还没有更先进、更准确的检测手段来测量球窝球头配合副耦合的实际质量,只是根据耦合参数计算,分别保证球窝和球头的尺寸精度、轮廓度及表面粗糙度等来间接保证尺寸的耦合要求,掩盖了球窝球头实际耦合质量不好的现象,从而产生了柱塞泵零件尺寸都合格,但性能调试困难的现状,延长了产品性能调试周期,增加了生产成本。
本文围绕球窝球头配合副耦合质量检查过程中存在的问题,以检查球窝球头真实的耦合情况为目标,进行了分析和研究。通过不断改进、验证后,选择优化的检测方法,提高了球窝球头配合副耦合质量检查的真实性,进而提高了柱塞泵的质量。该措施已在同类零组件的生产实践中得到了推广,并取得了可观的经济效益。
2 柱塞组件球窝球头的精度要求
2.1 柱塞组件配合精度要求
图1所示柱塞组件的滑靴组件中,球窝和柱塞球头的径向耦合间隙≤0.01mm,且柱塞球头在滑靴组件球窝中自由转动无卡滞,这就需要球窝球头各自的尺寸公差、轮廓度及耦合面的表面粗糙度等满足设计要求,才能确保配合副的径向耦合间隙≤0.01mm。
2.2 柱塞头尺寸精度要求
柱塞头材料为Cr12MoV,其尺寸精度要求如图2所示。尺寸Sφ9mm的球面轮廓度为0.005mm,表面粗糙度值Ra=0.05μm。
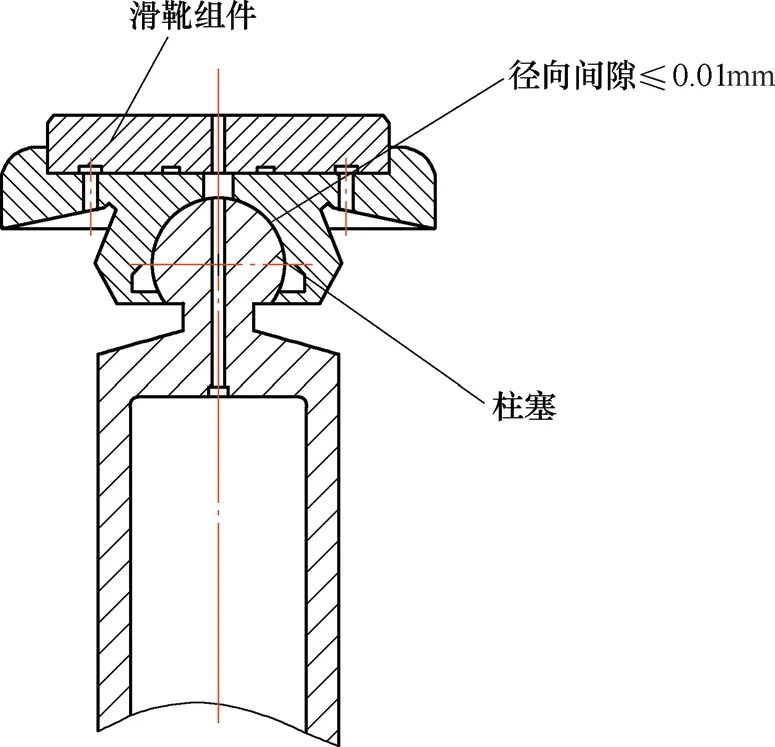
图1 柱塞组件

图2 柱塞头尺寸精度要求
2.3 滑靴组件球窝尺寸要求
图3所示滑靴组件中的配合球窝Sφ9mm(在组件中保证间隙)的圆度为0.005mm,表面粗糙度值Ra=0.05μm,是影响柱塞组件几何精度、运动精度,以及柱塞泵性能、寿命的关键因素。
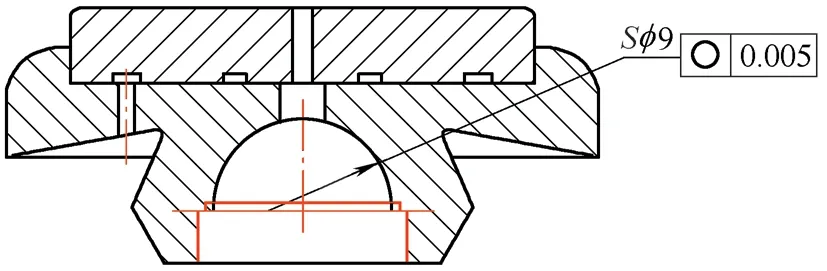
图3 滑靴组件
3 球窝着色检查要求
柱塞组件中球窝球头的耦合质量在分别保证配合尺寸的同时,一般采用红印泥对球窝球头进行配对着色检查,以着色率≥90%来判定配合副耦合质量的合格性,如图4所示。
4 球窝着色检查原理
柱塞组件配合的理想状态是在分别保证滑靴组件球窝、柱塞球头的配合尺寸后,柱塞组件运转灵活、无卡滞,能够很好地满足产品性能要求。但往往因为柱塞泵配合件的相关尺寸存在累积误差,或运转过程中其他因素导致柱塞头运转不灵活甚至卡滞。每个柱塞头的轮廓度在其公差范围内波动,虽然尺寸合格,但标准性不强,如果每组球窝球头单独耦合,则又导致配合件不具备互换性,增加了配合成本。因此,球面着色量规作为柱塞球头标准件,在球头尺寸公差范围内进行分组(每0.005mm一组)设计、制造,可以代替柱塞头检查与球窝的配合质量,且更具有标准性和互换性。
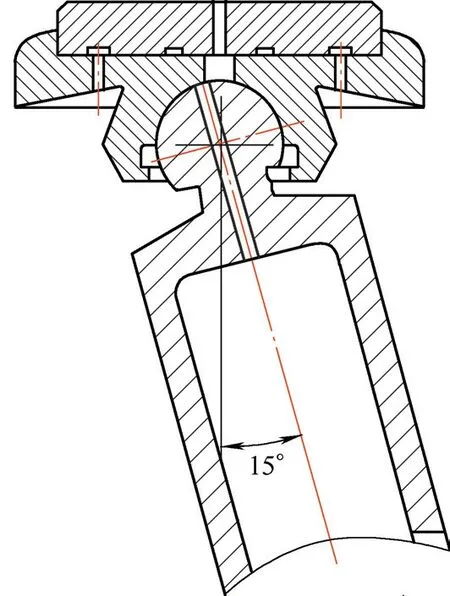
图4 球窝着色检查示意
5 着色检查方案的形成
柱塞组件配合时,根据柱塞组件的尺寸要求选配柱塞与滑靴组件,保证径向耦合间隙≤0.01mm。同时,为了验证柱塞组件配合副的耦合运转情况,在配合尺寸分别满足的情况下,在着色量规上均匀涂抹红印泥,并在与之配合的球窝内耦合旋转,根据配合面的着色率≥90%来判定球窝球头的实际耦合质量,目的是为了柱塞组件配合副在保证尺寸要求的情况下运转灵活、无卡滞。
6 球窝着色检查存在的问题及原因分析
实践证明,柱塞组件球窝球头配合副着色检查合格后,仍存在柱塞泵运转卡滞的现象,反复验证后发现着色检查存在较大隐患,主要原因是红印泥的涂抹量、覆层厚度及表面均匀度不易掌控,需要检查人员具有很好的操作技巧和观察经验。如果红印泥的覆层较厚,带红印泥的球头在球窝内旋转时,使耦合不上的局部表面也沾上红印泥,虽然着色率从表面来看满足合格判定的要求,但是存在掩盖耦合真实情况的现象。
经过多年现场验证,球窝球头配合副着色检查方法基本合理可行。但是,为了进一步提高着色检查质量,需要优化检查方法,使用新的着色检查介质尤为重要。
7 解决方案的提出
传统着色检查方法因为红印泥自身厚重的特点,容易导致耦合不上的部位蹭上红印泥,进而掩盖耦合质量不合格的事实。针对该情况,需要使用一种稀薄、可靠的检查介质进行着色。经过不断的探索发现,普鲁士蓝、蓖麻油和钛白粉(二氧化钛)的混合物较稀薄,具备改善性着色检查的要求。使用普鲁士蓝着色检查,基本杜绝了柱塞组件球窝球头配合副耦合检查合格后运转存在卡滞的现象。
8 改进后着色检查方案的实施
在柱塞组件球窝球头耦合质量的着色检查中,将普鲁士蓝、蓖麻油和钛白粉按体积1∶1∶1配比,搅拌至醇奶油状,密封静置24h后,先用棉球或鹿皮将普鲁士蓝溶液均匀涂抹在球面着色量规其中一组的球面上(在满足检验要求的前提下尽量减小厚度),再模拟柱塞组件的工作状态,将球面着色量规(见图5)的球面紧贴在球窝内表面,并转动15°~45°,再反向来回不少于4次,沿圆周无间断地做出着色痕迹。未着色部位只允许出现在球面口部。根据着色率≥95%来判断球窝球头的耦合质量。使用普鲁士蓝混合溶液着色检查的柱塞组件,返工率降低了50%以上。

图5 球面着色量规
9 结束语
本文提出的柱塞组件球窝球头配合副着色检查方法,在批量产品检验中得到广泛应用。实践证明,该检测方法极大地改善了红印泥着色单向检查的弊端,消除了传统着色方法存在的质量隐患,提高了球窝球头耦合质量的检查精度,也为同类球面零组件的检测提供了经验。该检测方法一般适用于轮廓度≤0.005mm的球窝球头配合副精密耦合质量的检查,真正实现了球窝球头配合副运转灵活无卡滞的理想状态,杜绝了假合格品的产生,降低了生产成本。
专家点评
红印泥着色检验法适用于锥面和球头的轮廓精度检验,使用非常广泛。但是在实际操作中,红印泥的涂抹厚度和均匀度都不好掌控,需要检查人员具有很好的操作技巧和观察经验。本文针对红印泥着色检查的弊端,通过对检查介质的改善,使用普鲁士蓝混合溶液着色的检查方法,消除了传统着色方法中存在的质量隐患,提高了球窝球头耦合质量的检查精度。
文章论点突出,创意新颖,方法简单,经济实用,通过着色检查介质的改善,解决了质量检查过程中掩盖的问题,为球面组合件的真实性检测提供了一条新路。
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
装备制造技术(2020年11期)2021-01-26
计量学报(2020年7期)2020-08-07
钻采工艺(2020年1期)2020-07-21
华人时刊(2020年23期)2020-04-13
汽车实用技术(2019年7期)2019-04-18
老友(2018年12期)2018-01-22
电气化铁道(2016年2期)2016-05-17
哈尔滨师范大学自然科学学报(2014年5期)2014-10-24
小说月刊(2014年4期)2014-04-23
