二十辊轧机带钢表面除油技术研究
2021-05-20 07:39郭红生
探索科学(学术版) 2021年4期
郭红生 张 健
本钢不锈钢冷轧丹东有限责任公司 辽宁 丹东 118300
1 研究背景
较高的表面残油量会对企业产生如下影响:一、影响表面质量。在板带材生产中,冷轧产品的表面质量是反映产品质量的重要指标,在冷轧带钢的表面附着大量的油污,除油不良的板带经退火后,油污会成为碳化物残留,既有损外观又对后期工序产生影响,尤其会造成表面涂、镀层不均匀,产品耐蚀性差等缺陷[1]。二、影响经济效益。轧制油为消耗品,优质的轧制油意味着较高的加工成本,若除油效果不良,带钢表面较高的残油更会增加企业生产成本,与此同时表面较高的残油量容易发生悠卷断带的情况,而一旦发生断带,会对企业产生严重的经济损失。三、影响生产速度。带钢表面残油量过高,对于生产薄规格产品,为了防止悠卷的发生,通常采取成品道次和上一道次降速轧制的措施,这不仅仅会降低生产效率,更会影响企业经济效益。
2 甩油现象原因分析
针对现场带钢残油现象做原因分析,分析出钢卷边部甩油现象不是直接现象,而是间接现象,是由于带钢上下表面的残油量较高,在卷取时,带钢表面大量的残油就会在卷取张力的作用下从带钢边部被挤压出来,形成了边部严重的甩油现象。
3 影响除油效果的关键因素
通过实践应用分析,影响除油系统的主要关键因素有以下几个方面:
3.1 擦拭器水平度调整 辊式除油机构采用的是成对辊子相互作用挤压带钢以达到除油效果,若两根辊子互相作用时与带钢不在一个平面上,势必会影响除油效果[2]。为此,对擦拭器的水平度和平行度做了检查。
3.2 擦拭器的安装方向 擦拭器表面粗糙度是一个决定性参数关于擦拭器的除油效果如图1,粗糙度直接影响残余油量。一般表面粗糙度约为6-7um,获得的残余油量的范围约是750mg/m2-1250mg/m2。粗糙度5-5.5um,将获得更理想的残油量500mg/m2-800mg/m2。由于擦拭器在加工或修磨后,导致擦拭器两个方向的粗糙度不同,因此在安装擦拭器时根据其在不同的工作位置,需要选择正确的安装方向,保证其在与带钢接触时具有较低的粗糙度。对在机的擦拭器的方向进行检查,将方向安装反的擦拭器进行了180°旋转,然后进行回装。

图1
3.3 擦拭器的工作压力设定 在载荷的作用下,擦拭器辊会产生变形。如果压力过大,带钢中部的除油效果不良;如果压力过小,带钢边部的除油效果不良。因此只有在合适的压力下,辊面才能与带钢很好的接触,达到最好的除油效果。凸度不变,压力即成为保证除油效果的关键因素,压力值的合理设定能保证擦拭器与带钢宽度方向上的重合度。某一位置的压力变小除油效果必然要下降。设定无纺布辊的设定压力为45-50bar,除油正常。
3.4 擦拭器凸度的调整 不改变压力,只改变擦拭器凸度大小上机进行测试,使用凸度0.8mm、1.2mm、1.5mm、1.8mm擦拭器进行测试,凸度过小,带钢中部除油效果不良,凸度过大,带钢边部除油效果不良,除油效果明显不同,最终确定凸度为1.5mm。充分说明凸度和压力之间存在一定的平衡关系,设定合适工作压力的重要性。
3.5 空气吹扫系统的吹扫位置 做了以上工作以后,除油效果得到显著的改善,但是随着一定数量的跟踪,发现个别钢卷边部存在轻微的甩油现象,研究发现这种问题的钢卷,在带钢边部会有3-8mm宽的纵向油条。虽然看着比较窄,但是残留的轧制油会在卷取张力的作用下在卷取机位置从钢卷侧面流出,产生甩油现象。为此,精准的调整空气吹扫系统喷嘴的吹扫位置,保证最大吹扫力吹在带钢边部,边部窄油条完全被吹扫干净,甩油问题得到解决。
4 残油量检测结果对比
检测方法,采用的国内冷轧带钢表面残油残铁测试法。从目前现场带钢残油的直观表现来看,带钢表面残油量降低明显,边部甩油问题也基本解决;从调整后7个月的残油检测结果上看如表2,残油数据趋于稳定状态,平均残油量为618.4mg/m2,最低残油量降到477.0mg/m2。
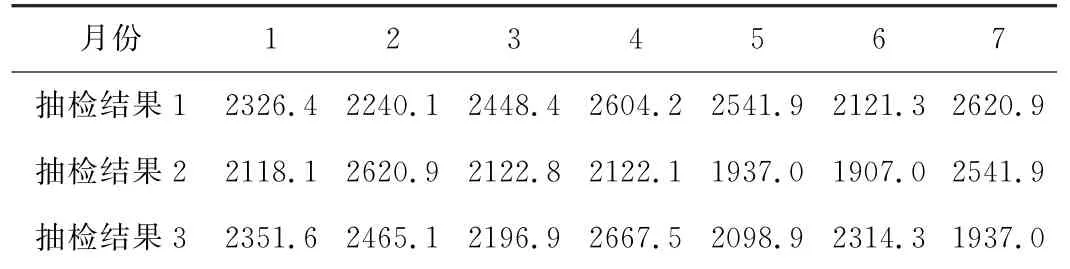
表1 为调整前7个月带钢残油量检测数据 单位(mg/m2)
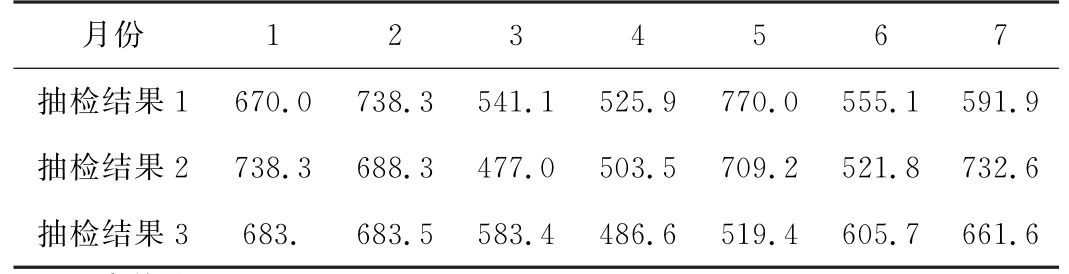
表2 为调整后7个月带钢残油量检测数据 单位(mg/m2)
5 经济效益
轧制油采购价格为14500元/吨,按照解决前残油量2300.2mg/m2,目前残油量618.4mg/m2计算,每平方米可以节省1681.8mg,按照成品厚度为0.4mm计算,可以为单卷卷重为20吨的钢卷节省下8400g轧制油,节省121.8元成本,降低吨钢成本6.09元。按照平均厚度0.8mm计算,每年可以为企业节约油耗成本60.9万元。
6 结束语
通过调整擦拭器安装方向、工作压力,凸度、精准调整空气吹扫系统的吹扫位置一系列措施的实施,结合检测数据结果,有效解决了带钢表面残油量较高和钢卷侧面甩油问题。除油问题的解决,提高了生产效率同时保证了带钢表面质量,同时为企业降低了油耗成本,可为企业带来可观的经济效益。
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
新型工业化(2022年3期)2022-06-18
有色金属加工(2022年3期)2022-06-15
哈尔滨轴承(2022年1期)2022-05-23
商品与质量(2021年44期)2021-12-02
冶金设备(2021年4期)2021-10-29
西安航空学院学报(2021年1期)2021-07-20
模具制造(2019年4期)2019-06-24
汽车文摘(2017年4期)2017-12-07
集装箱化(2016年10期)2016-11-28