选煤厂浮选智能化技术研究及应用
2021-05-24 06:36金明国张秀峰
选煤技术 2021年1期
金明国,张秀峰
(天津美腾科技股份有限公司,天津 300385)
随着采煤机械化程度的提高,选煤厂原煤中粉煤含量越来越高,一般约占原煤总量的10%~25%[1]。浮选是细粒、极细粒煤分选应用最广泛、效果较好的一种方法[2-4],该法利用矿物表面物理化学性质的差异(特别是表面湿润性),在固-液-气三相界面,有选择性地富集一种或几种目的物料,从而达到与废弃物料分离[5-7]。近年来,为了实现精煤产率的最大化,最大限度回收资源,提升选煤厂经济效益,浮选作业在选煤生产中的作用变得越来越重要[8-10]。同时,浮选作业也是选煤厂煤泥水处理系统中的重要环节,对实现煤泥水闭路循环和保护环境具有重要作用[11-12]。
目前,我国选煤厂浮选系统自动化水平普遍不高,智能化基础薄弱,浮选生产基本停留在依赖人工经验操控的水平,需要根据浮选司机眼看、耳听、手摸等感官结果进行定性操作,没有精确定量的概念,既不准确,也不及时[13],浮选效果及控制精度取决于人为因素[14]。此外,浮选操作的位置非常分散,生产时浮选司机需要频繁 “爬”到预处理器或浮选设备上调节加药量,或“跑”到浮选机尾部调节闸板和观察尾矿情况,加之车间内充满浮选药剂的刺激性气味,导致浮选生产岗位环境非常不友好,不仅作业人员劳动强度大,且健康保障差[15]。因此,浮选系统实现智能化势在必行。
1 浮选智能化的目标
煤泥浮选过程复杂,影响浮选过程的因素(图1)很多,各个影响因素之间又存在一定的耦合作用,从而使得浮选控制过程的输入和输出之间表现为非线性关系。另外,浮选过程具有滞后性,再加上生产环境恶劣、控制装置及检测仪表的局限性,给浮选智能化控制带来了很大的困难[16-17]。

图1 煤泥浮选过程的影响因素
大量的调查和研究表明,要想实现浮选智能化,关键在于以下三个方面:
(1)浮选设备的控制装置及执行机构。对于浮选机、浮选柱、浮选床等浮选设备,可通过配套控制装置和执行机构,实现操作参数(药剂制度、充气量、液位高度等)、设备参数(搅拌强度、刮泡速度等)的自动控制,提高浮选设备的自动化程度,使与浮选系统相关的影响因素可调。
(2)高精度的变量检测传感器。高精度的传感器可实现入料性质(入浮浓度、入浮流量、入浮灰分等)、产品指标(浮精灰分、浮尾灰分、浮精产量、浮尾产量等)的实时监控,因此需要提高传感器的精度和稳定性,使与浮选系统相关的变量可测。
(3)具有机器学习功能的浮选智能化系统算法。按照浮选智能化系统算法,以浮选效果和目标设定值为基准,进行浮选系统生产过程控制,根据每个选煤厂的煤质特点和浮选系统调节经验,通过高精度的变量检测传感器,将现场浮选系统的状态和调节经验数据化,对采集数据进行进一步分析、拟合,形成调节算法,再通过机器学习功能,不断自主优化调节算法,即形成浮选智能化系统算法。
综上所述,浮选系统智能化是以高精度的变量检测传感器代替人的眼看、耳听、手摸,以浮选设备的控制装置及执行机构代替人的手动控制,再通过浮选智能化系统算法代替人的逻辑判断。当选煤厂浮选系统异常或煤质发生变化时,智能化系统能够快速监测并感知到异常,进而及时进行生产参数调整以适应这种变化,从而保障浮选系统的正常运行,同时满足产品指标要求。
2 浮选智能化的研究进展
选煤生产中浮选系统的控制方式主要有三类:人工操作、自动控制、智能控制。人工操作是完全依靠人工经验进行操作控制;自动控制主要是根据入浮干煤泥量的多少,自动完成药剂量的精准添加,但当系统状态和煤质等发生变化时,需依赖人工修改相应参数,是仅具有前馈的控制;智能控制是在自动控制的基础上,通过增设的反馈传感器,快速识别系统状态和煤质等变化,及时有效地自主修改相应参数,实现同时具有前馈和反馈的闭环控制,从而满足正常生产的需要。
目前绝大多数选煤厂的浮选生产仍处于人工操作的阶段。部分现代化选煤厂应用了浮选自动加药系统,但大部分应用效果一般,原因主要是仪表、执行机构和控制设备性能欠佳,难以对关键参数实时监控,实际加药仍然依靠人工,生产指标的量化管理无从实施[18]。
2.1 控制装置及执行机构
2.1.1 自动加药装置
煤泥浮选过程加药执行机构是控制系统输出的关键机构,是影响浮选状态的重要因素。目前选煤厂浮选药剂的添加装置常用的有电磁阀、蠕动泵和隔膜计量泵。根据现场实际应用情况,浮选药剂多为化工副产品中的油类和醇类,且含有一定杂质,电磁阀启闭时会因杂质堵塞而影响药剂的正常添加,蠕动泵也受杂质影响较大。目前,工业应用中以隔膜计量泵为主的自动加药装置(图2)居多,在此基础上通过增设乳化装置,可提高药剂的使用效率。

图2 自动加药装置
2.1.2 液位控制装置
浮选设备的液位控制常通过手动或电动调节闸板的高度来实现。目前很多选煤厂安装了配套电动执行器的闸板提升装置(图3),使用按钮点动即可抬高或降低闸板高度,从而调节液位高度,但这种液位高度基本都是相对距离。由于目前缺少绝对高度测量的反馈传感器,因此导致智能化控制缺乏数据支持。不过,此类问题解决相对简单,可考虑采用增补激光测距传感器或磁力伸缩传感器进行闸板绝对高度检测。

图3 闸板提升装置
2.1.3 入料浓度调节装置
入料浓度是影响浮选效果的重要因素之一,入料浓度过高或过低都会导致浮选效果不佳。很多选煤厂都设置了浮选入料矿浆的稀释水管路,并在稀释水管道上设有手动或电动调节装置,以确保入料浓度可调。
2.1.4 其他调节装置
要想真正实现浮选系统智能化,除了上述自动加药装置、闸板提升装置、入料浓度调节装置等关键因素的可调节,煤泥浮选过程的其他影响因素也可通过设置控制装置和执行机构来进行调节,如通过变频器控制搅拌电机的搅拌速度来调节矿浆的搅拌强度和吸气量;通过变频器控制刮泡电机的转速来调节刮泡速度;通过变频器控制浮选入料泵来调节浮选入料量等。
2.2 高精度的变量检测传感器
2.2.1 浮选入料浓度计和流量计
浓度计的类型主要有射线浓度计、超声波浓度计、光电式浓度计、差压式浓度计等。其中:射线浓度计测量精度高,量程大,但是由于放射源存在环境和安全隐患,在选煤厂很少应用;差压式浓度计只有在介质和溶剂密度差较大时才适用,且压力测量容易受流体流动等冲击的影响,不适用于浮选入料浓度的检测。因此,选煤厂浮选入料浓度计以超声波浓度计和光电式浓度计为主。
流量计的类型主要有电磁流量计、超声波流量计、涡街流量计、楔形流量计等。考虑到测量对象是浮选入料煤泥水以及使用工况,选煤厂一般采用电磁流量计作为浮选入料流量的检测。
图4所示为安装在生产现场管道上的浓度计和流量计。

图4 安装在管道上的流量计和浓度计
2.2.2 矿浆灰分仪
由于缺乏适用于参数检测的传感器,煤泥浮选过程自动控制水平至今仍然没有显著提高,其中煤浆灰分在线检测分析仪器的发展已成为制约煤泥浮选自动化进程的首要因素[19]。国内采用的浮选控制策略主要是基于吨干煤泥量的前馈控制[20],因无法实时检测精煤产品灰分指标,因此无法保证精煤质量。就精度控制而言,只有实现闭环控制,才可能有效实现加药自动控制。虽然国外已有用于煤浆的测灰仪,但价格昂贵,安全、维护成本高,推广困难[21]。随着测试仪表、测试技术等检测手段的进步,国内也研制成功了用于矿浆灰分检测的传感器,根据检测原理主要分为X荧光法和图像法两类。
(1)X荧光法。该法检测的基本原理是:X射线管产生的一次X射线照射到样品上,将原子内层电子激发出轨道而产生空穴,外层电子跃迁至内层,空穴所释放的能量以辐射的形式放出,便产生了X射线荧光。由于能量差完全由该元素原子的壳层电子能级决定,故称之为该元素的特征X射线荧光。如图5所示[22]:当空穴产生在K层,不同外层(L、M、N…层)的电子向空穴跃迁时放出的能量各不相同,产生的一系列辐射统称为K系辐射(Kα、Kβ);同样,当空穴产生在L层,所产生一系列辐射则统称为L系辐射(Lα、Lβ)。图6所示的矿浆灰分仪即是一种采用X荧光技术、可通过检测矿浆样品在线获得矿浆中煤泥灰分的在线检测设备。
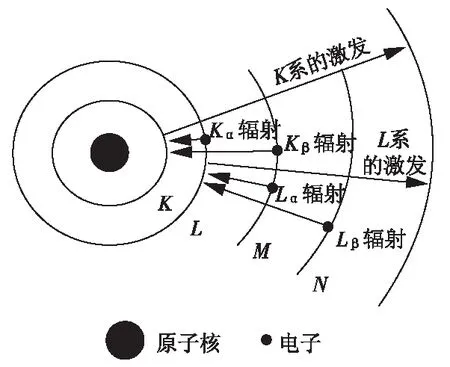
图5 X射线荧光基本原理

图6 矿浆灰分仪
(2)图像法。随着机器视觉与图像处理技术的不断发展,其在浮选过程中也得到很多的应用。机器视觉能够准确快速地提取泡沫物理和动态特征[23-24],通常将泡沫图像特征值与精煤灰分作相关性分析,尾矿图像与尾矿灰分作相关分析[25-26]。该方法利用工业视觉传感器在线捕获煤泥浮选尾矿的原始图像,通过线性加权平均滤波器降低原始图像中的噪点,然后利用线性灰度空间映射去除反光的影响,再经过色彩空间转换和分组特征匹配算法估算采集到的尾矿灰度相对应的阈值。图7所示是通过长时间的灰度与灰分数据比对得到的一组尾矿灰分与图像灰度的数学关系[27-28]。但图像识别传感器目前尚处于研发试用阶段,少有工业应用的案例。

图7 不同灰分图像数据
2.2.3 其他传感器
要想真正实现浮选智能化,除了上述浓度计、流量计、矿浆灰分仪外,煤泥浮选过程影响因素中的入料性质和产品指标也均需要由相应的传感器来检测,如:采用粒度分析仪对浮选入料的粒度分布进行检测;采用皮带秤计量浮精产量、浮尾产量;采用液位计检测浮精桶液位,以预防浮精桶冒桶等。
3 浮选智能化研发及应用进展
近年来,天津美腾科技股份有限公司一直致力于研发智能浮选系统,拟通过采用先进的监测和控制手段,实现浮选生产过程趋于“浮精灰分合格且稳定、回收率高”的稳定、理想的运行状态。为了实现该系统,公司自主研发了能直接用于矿浆灰分检测的矿浆灰分仪、可实现精准加药的智能加药站、采用智能浮选系统控制算法的智能浮选控制平台,填补了行业缺少矿浆测灰的反馈传感器和加药执行机构的空白,为实现浮选智能化提供了可能。
3.1 系统架构
智能浮选系统的系统架构(图8)分为四层:第一层为数据采集层,主要有浓度计、流量计、矿浆灰分仪等重要传感器,用于采集浮选系统现场生产数据,为系统采集实时的基础数据;第二层为数据层,将第一层采集到的数据进行存储、清洗和分析,同时存储的还有基础、设备、操作、故障、生产等数据,计算用于系统执行的参数;第三层为控制逻辑层,按照第二层的参数,实现设备运行控制、加药控制、故障诊断、数据分析,保障系统按照控制算法执行;第四层为用户感知层,能够完成生产监控、设备控制、报警管理、设备维护、报表管理等操作和交互。
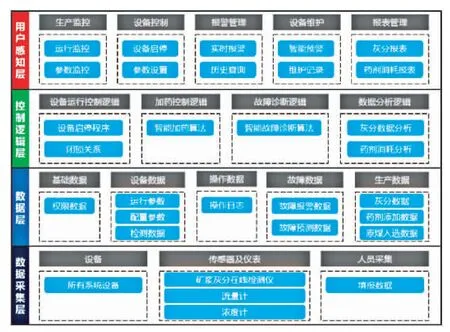
图8 智能浮选系统架构
3.2 系统算法
智能浮选系统算法简化流程如图9所示。该系统主要的计算和控制有:

图9 智能浮选系统算法简化流程
(1)通过高精度浓度计和流量计,分别对浮选入料浓度和流量进行实时检测,并计算实时干煤泥量,将该数据作为系统的前馈数据。
(2)通过矿浆灰分仪对浮精矿浆灰分进行实时检测,并预测灰分波动和趋势,将该数据作为该系统的反馈数据。
(3)通过智能浮选控制平台,将前馈和反馈数据利用“前馈+反馈大数据分析算法”,计算得出浮选系统所需加药量,下发至智能加药站执行。浮选智能化算法是前馈+反馈大数据分析算法,其本质是一种采用机器学习预测与类PID结合的算法。该平台以数据积累为支撑的智能化手段,根据传感器的检测数据,以数学关系模型和闭路控制逻辑为支撑,采用浮选智能化算法,首先采集大量数据,将大量的传感器检测数据、设定的产品指标目标值及参数设置和调整值等数据输入至算法系统,建立浮选过程影响因素和产品指标的对应关系模型;系统应用时,根据传感器检测数据及要求的产品指标,通过预测模型计算出所需的浮选参数,快速识别到系统状态和煤质等方面的变化,并通过执行机构进行智能调节,以满足浮选产品指标要求。
(4)通过智能加药站,完成浮选药剂的乳化和定量添加。
3.3 系统组成
智能浮选系统(图10)主要包括:浮选智能加药站、矿浆灰分仪、智能浮选系统平台、流量计、浓度计等。该智能浮选系统实现了基于入浮量的前馈控制,通过实时检测浮精矿浆灰分进行反馈控制,来实现浮选系统的闭环控制。

图10 智能浮选系统组成
(1)浮选入料浓度计和流量计。浮选入料浓度计使用固体悬浮物浓度计,采用90°角散射光原理,安装在浮选入料管路上,对浮选入料浓度进行实时检测。浮选入料流量计使用电磁流量计,采用电磁感应原理,安装在浮选入料管路上,对浮选入料流量进行实时检测。
(2)智能加药站。智能加药站的型号为TFRS100,采用射流乳化原理和计量泵定量加药技术,药剂来源为厂房的浮选药剂桶,经乳化和定量后的药剂按要求输送至矿浆预处理器和浮选机各分室。
(3)矿浆灰分仪。型号为DSA100,采用X荧光检测技术,可对浮精矿浆产品灰分进行实时检测。灰分仪取样来自浮精矿浆管道,检测后的废样返回浮精桶。
(4)智能浮选控制平台。智能浮选控制平台运行在高性能服务器上,软件系统使用B/S架构,支持多点访问,并通过以太网通信协议,为集控中心任何局域网内的主机提供操作界面(图11),远程启停系统。

图11 智能浮选控制平台操作界面
3.4 智能浮选系统应用效果
2020年8月,智能浮选系统在兖州煤业股份有限公司济宁三号煤矿选煤厂顺利投入运行,目前已连续稳定运行半年左右。
为了评价智能浮选系统的应用效果,收集了该选煤厂6、7两个月份的生产检查报表作为人工操作时的浮选数据,统计了9、10两个月份的生产检查报表作为智能浮选系统数据,并对两个数据进行对比分析。浮精灰分分布对比如图12所示,浮选效果对比见表1。

图12 浮精灰分分布对比

表1 智能浮选和人工操作浮选效果对比
由图12可以看出,智能浮选(9、10月)浮精灰分控制比人工操作浮选(6、7月)更为精准,说明智能浮选的浮精灰分比人工操作浮选更低,灰分控制更为精准。
由表1数据可以看出:人工操作浮选的浮精灰分平均值为11.76%,浮精灰分范围(1σ)主要集中在9.17%~14.35%之间,极差为5.18%,浮精灰分在8.5%~10.5%的占比为29.55%;智能浮选浮精灰分平均值为10.12%,浮精灰分范围(1σ)主要集中在8.69%~11.56%之间,极差为2.87%,浮精灰分在8.5%~10.5%的占比为63.64%。与人工操作浮选相比,智能浮选浮精平均灰分降低了1.64个百分点,极差降低了2.31个百分点,浮精灰分在8.5%~10.5%的占比提高了34.09个百分点。可见,智能浮选有助于稳定产品质量,浮选效果较人工操作浮选优势显著。
3.5 智能浮选发展规划
在现阶段,要想真正实现选煤厂浮选系统的智能化还有很多工作要做。为此,规划了智能浮选系统的工艺流程全景图,如图13所示。智能浮选系统通过将控制技术、计算机技术、网络技术等结合,协调运作,从而使浮选生产达到最优效果,进而实现选煤企业利益最大化。可以预见,随着智能化技术的不断发展,智能浮选将很快再上一个台阶。
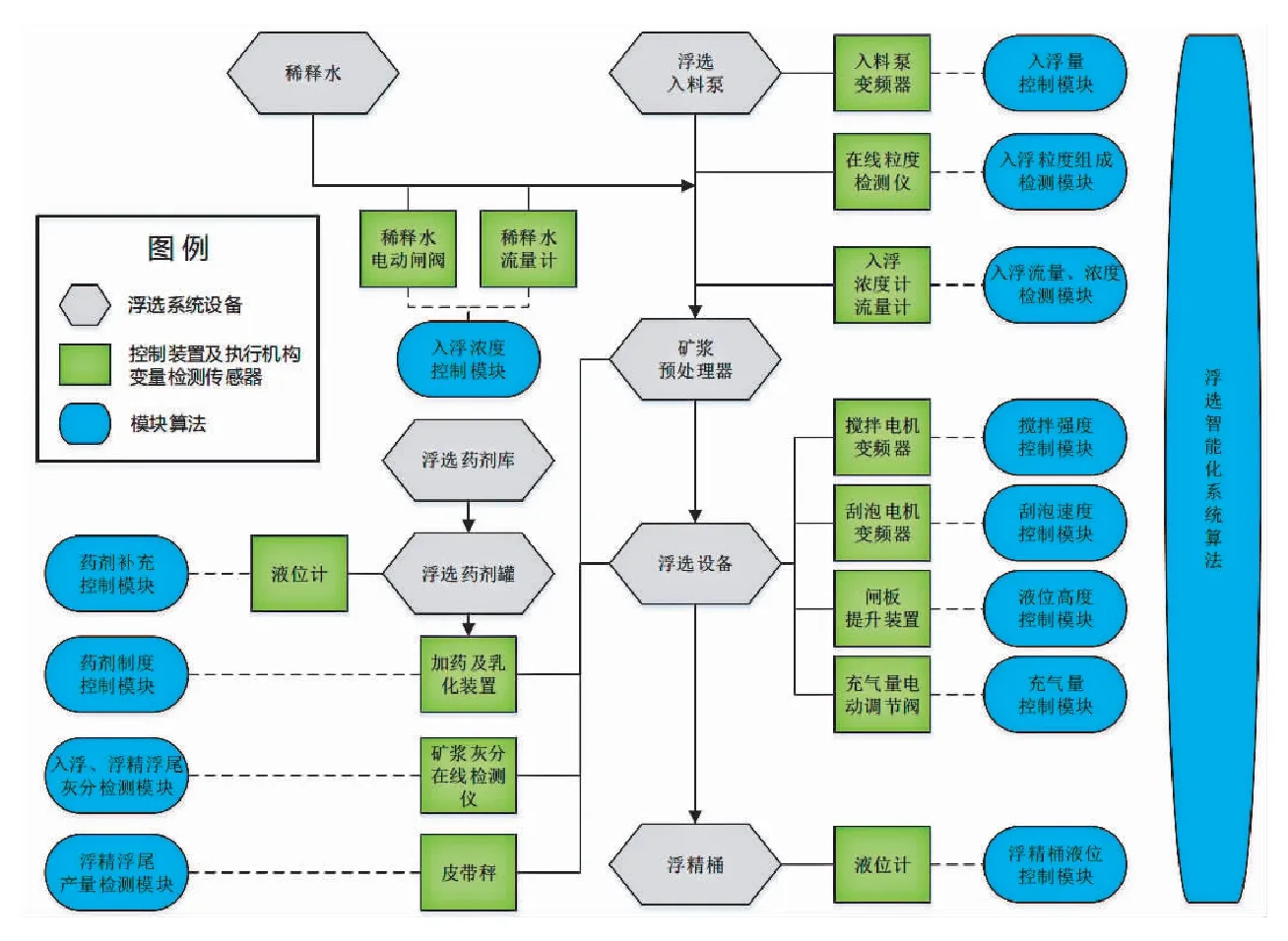
图13 浮选系统智能化工艺流程全景图
4 结论
(1)目前选煤厂浮选系统智能化水平普遍比较低,实现浮选系统智能化势在必行。浮选设备控制装置及执行机构、高精度的变量检测传感器、机器学习功能的系统算法的技术发展,是实现浮选系统智能化的前提和基础。
(2)浮选智能化应用实践表明:智能浮选的浮精灰分比传统浮选更低(降低了1.64个百分点),灰分区间(1σ)更窄(降低了2.31个百分点),浮精灰分在8.5%~10.5%的占比提高了34.09个百分点。此外,智能浮选系统可大大改善浮选岗位的工作环境,降低工人的劳动强度。因此,浮选系统智能化具有良好的经济效益和社会效益。
(3)在现阶段,要想真正实现浮选智能化尚有很多工作要做,但是随着智能化技术的不断发展,浮选智能化将得到快速发展,再上新的台阶。
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
湖南有色金属(2021年5期)2021-10-23
煤化工(2021年4期)2021-09-13
四川蚕业(2021年4期)2021-03-08
矿冶(2020年4期)2020-08-22
有色金属(矿山部分)(2019年6期)2019-12-24