铜尾矿硅质原料在蒸压加气混凝土砌块中应用技术研究
2021-06-03 06:17曾兴华黄高明吴炎平张苏伊刘澜涛
新型建筑材料 2021年5期
曾兴华,黄高明,吴炎平,张苏伊,刘澜涛
(江西省建筑材料工业科学研究设计院,江西 南昌 330001)
0 引言
随着国家对生态环境保护的日益重视,天然资源如河砂等开采受到限制,原材料资源的有效供应成为制约企业可持续发展的瓶颈。铜尾矿是江西选矿工业的主要废渣,占工业废渣的排放比重很大,铜尾矿资源化利用可降低企业环保投资成本,保护生态环境,经济、环境效益显著。
在铜尾矿资源化利用研究方面,目前有文献报导关于利用铜尾矿生产水泥、蒸压加气混凝土制品等[1-2]。但这些研究基本上处于试验研究阶段,未进行工业化生产应用。蒸压加气混凝土制品是新型墙体材料的主导材料之一,硅质原料占其生产原料总量的65%以上,将铜尾矿开发成蒸压加气混凝土制品专用硅质原料,可大量消纳铜尾矿,实现其资源化利用,且江西大部分铜尾矿中SiO2含量在70%左右,取代天然硅质原料具有技术可行性。本文研究了铜尾矿磨细加工活化技术,配比优化及蒸压养护工艺制度优化,根据实验室研究成果,进行了工业化中试生产,在铜尾矿取代天然砂60%时,制备出了A3.5B06级蒸压加气混凝土砌块,产品的放射性、浸出毒性等安全性指标合格。
1 试验
1.1 主要原材料
(1)铜尾矿:江西九江某铜选矿厂,主要化学成分见表1。
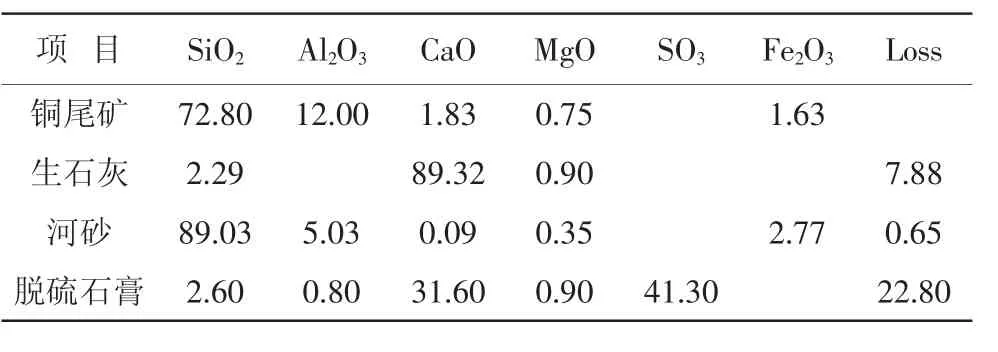
表1 原材料的主要化学成分 %
(2)生石灰:江西乐平市,块状生石灰经球磨机粉磨20 min,0.08 mm筛筛余19.7%,消化速度为7 min,消化温度为72℃,有效钙含量为86.5%,主要化学成分见表1。
(3)水泥:江西万年青水泥股份有限公司产P·O42.5水泥,其物理力学性能见表2。
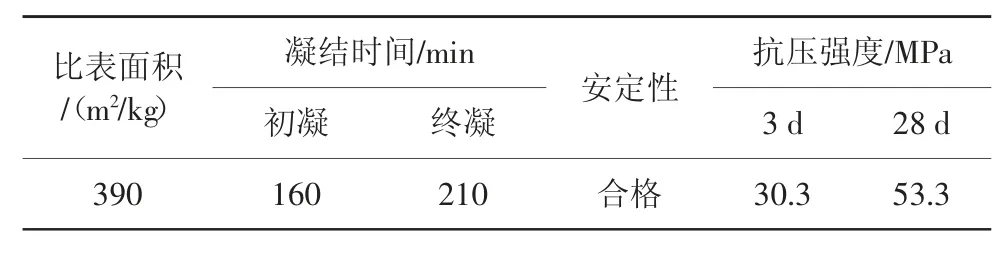
表2 水泥的主要技术性能
(4)铝粉膏:采用某蒸压加气混凝土砌块生产企业提供的蒸压加气混凝土制品生产专用铝粉膏。
(5)脱脂剂:铝粉膏脱脂剂,为工业纯。
(6)河砂:主要化学成分见表1。
(7)石膏:脱硫石膏,其化学成分见表1。
1.2 主要试验方法
(1)实验室铜尾矿加气混凝土制作:将按照配比搅拌好的料浆倒入100 mm×100 mm×100 mm铁模具中,然后放在(60±2)℃的烘箱静停2~3 h。坯体获得一定的强度时,去掉多余的包头,拆模,放入蒸压釜(198℃,1.2 MPa)进行养护。
(2)铜尾矿渣蒸压加气混凝土砌块试验方法:按照GB/T 11969—2008《蒸压加气混凝土的性能试验方法》进行。
(3)蒸压制度:在实验室用小型蒸压釜进行蒸压养护,按照试验方案设计的蒸压制度进行,工业化中试生产蒸压养护在企业进行。
(4)浸出毒性:按照HJ781—2016《固体废物22种金属元素的测定 电感耦合等离子体发射光谱法》进行。
2 试验结果及讨论
2.1 铜尾矿取代率对蒸压加气混凝土砌块性能的影响
试验研究了铜尾矿取代天然砂比例对蒸压加气混凝土砌块主要性能(干密度、立方体抗压强度)的影响规律,并以强度密度比(σ/ρ)来表征其变化规律。按照GB 11968—2006《蒸压加气混凝土砌块》标准规定的A3.5B06产品等级来设计试验配比,胶凝材料水泥和石灰用量分别为10%和18%,石膏4%,铝粉膏0.08%(下同)。所用的铜尾矿为粉磨10 min时的样品,细度在45%左右(0.075 mm筛筛余),铜尾矿取代率分别为0、40%、60%、80%、100%,水料比为0.60。铜尾矿取代率对蒸压加气混凝土强度密度比的影响见表3。

表3 铜尾矿取代率对蒸压加气混凝土强度密度比的影响
由表3可知,随着铜尾矿取代率从40%增加到100%,制备的蒸压加气混凝土砌块强度密度比(σ/ρ)逐渐降低。当铜尾矿取代率为60%时,与纯天然砂组相比,σ/ρ值由0.66降低到0.50,降低了24.2%;当取代率为100%时,σ/ρ值降低了48.5%。由于铜尾矿中SiO2含量比天然砂低,影响水热合成反应中结晶体托勃莫来石、水榴子石等的生成量,导致砌块的力学强度降低。为提高铜尾矿的取代率,需采取对铜尾矿粉磨加工、改善蒸压养护制度等技术措施来提高砌块的力学性能。
2.2 铜尾矿磨细加工活化技术
用于蒸压加气混凝土砌块中的硅质原料的细度(0.075 mm筛)宜控制在15%左右,通过测试所使用的铜矿浮选尾矿的细度达到80%,需对铜尾矿进行粉磨加工,提高其活性。实验室采用球磨机对铜尾矿进行粉磨加工,每次粉磨样品为10 kg,粉磨时间对铜尾矿细度的影响见表4。
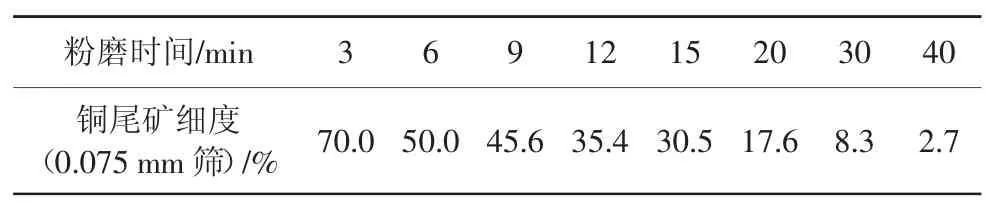
表4 粉磨时间对铜尾矿细度的影响
从表4可知,铜尾矿具有易磨性,随着粉磨时间的延长,铜尾矿的筛余率逐渐降低,在前15min降低尤为显著;随后随着粉磨时间延长,筛余率降低放缓。在粉磨20min时筛余率为17.6%,基本满足生产蒸压加气混凝土砌块对硅质原料的细度要求,将粉磨时间延长到30min时,筛余率降低到8.3%,综合粉磨节能经济性考虑,铜尾矿粉磨的最佳时间为20~25min。
2.3 铜尾矿细度对蒸压加气混凝土砌块性能的影响
对不同粉磨时间(3、15、20、30 min)得到的不同细度铜尾矿进行试验,研究铜尾矿细度对于蒸压加气混凝土砌块强度密度比的影响。铜尾矿取代天然砂量为60%,水料比为0.60。试验结果见表5。

表5 铜尾矿粉磨时间对砌块强度密度比(σ/ρ)的影响
从表5可知,随着粉磨时间延长,铜尾矿硅质原料越细,σ/ρ值越大。未经磨细铜尾矿制备的蒸压加气混凝土砌块的σ/ρ值较低为0.13,当铜尾矿磨细30 min,将细度(0.075 mm筛)降低到8.3%时,制备的蒸压加气混凝土砌块的σ/ρ值提高到0.67。由于铜尾矿在蒸压加气混凝土砌块中主要起到活性反应硅质原料和填料的作用,其细度对于蒸压加气混凝土砌块的性能影响很大,生产中应控制好其细度。
2.4 蒸压养护制度对蒸压加气混凝土砌块性能的影响
试验研究了蒸压制度的恒压时间(4、6、8、10 h)对砌块强度密度比(σ/ρ)的影响。铜尾矿取代率为100%,铜尾矿细度为粉磨15 min的试样,水料比为0.65。试验结果见表6。

表6 恒压时间对强度密度比的影响
从表6可知,蒸压养护恒压时间从4 h延长到10 h时,铜尾矿蒸压加气混凝土砌块的σ/ρ值从0.45提高到0.66,尤其恒压时间从4 h延长到6 h时,σ/ρ值提高了24.4%,砌块抗压强度提高显著;当恒压时间从8 h延长到10 h,砌块的强度密度比略有提高,此时砌块强度趋于稳定。
2.5 工业化中试生产
根据实验室试验研究结果,利用铜尾矿硅质原料在蒸压加气混凝土制品生产企业进行了工业化中试生产。铜尾矿取代天然砂比例为60%,铜尾矿占总质量41%,天然砂占比27%,生石灰占比18%,水泥占比10%,石膏占比4%,铝粉膏掺量0.08%,水料比为0.63。
此次中试生产共综合利用了铜尾矿约500(t含水率15%),生产约1500 m3铜尾矿蒸压加气混凝土砌块产品,中试生产的铜尾矿硅质原料蒸压加气混凝土砌块产品外观颜色与企业用天然砂生产的产品无差异,产品干体积密度为615 kg/m3,立方体抗压强度为3.9 MPa,强度密度比(σ/ρ)为0.66,符合GB 11968—2006标准规定的A3.5B06级合格品要求。主要浸出毒性指标试验结果见表7。
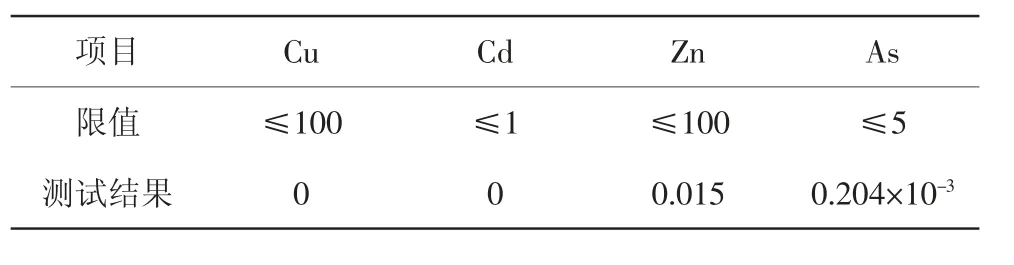
表7 中试生产的蒸压加气混凝土制品浸出毒性mg/L
从表7可知,铜尾矿取代天然硅质材料60%时,制备的蒸压加气混凝土砌块浸出毒性符合HJ781—2016标准要求。
3 结论
(1)铜尾矿中SiO2含量比天然砂低,影响水热合成反应中结晶体托勃莫来石、水榴子石等生成量,铜尾矿取代天然砂会导致蒸压加气混凝土砌块抗压强度逐渐降低。需采取对铜尾矿细粉磨、改善蒸压养护制度等技术措施来提高砌块的力学性能。
(2)铜尾矿具有易磨性,随着粉磨时间的延长,铜尾矿的0.075 mm筛筛余率逐渐降低,在前15 min降低尤为显著;随后随着粉磨时间继续延长,筛余率降低放缓。铜尾矿粉磨的最佳时间为20~30 min。铜尾矿磨细越细,制备的铜尾矿蒸压加气混凝土砌块强度密度比(σ/ρ)越大,越有利于提高相同密度等级下加气混凝土砌块的抗压强度。
(3)随着恒压时间延长,蒸压加气混凝土砌块的σ/ρ增大,恒压时间从4 h延长到6 h,σ/ρ值增大了24.4%,恒压时间宜控制在6 h以上。
(4)在实验室试验研究成果的基础上,按照铜尾矿取代天然硅质材料60%的取代比例,进行了工业化中试生产,生产的铜尾矿硅质原料蒸压加气混凝土砌块的产品强度、干体积密度等性能符合GB 11968—2006标准规定的A3.5B06级产品标准要求,产品浸出毒性符合HJ781—2016标准规定。
猜你喜欢
无机盐工业(2022年12期)2022-12-22
山东冶金(2022年4期)2022-09-14
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年6期)2022-04-18
广东建材(2022年1期)2022-01-28
建材发展导向(2021年16期)2021-10-12
化工管理(2021年20期)2021-08-17
中国特种设备安全(2020年11期)2020-06-09
工程与建设(2019年1期)2019-09-03
中国钼业(2018年5期)2018-11-02