
钢化玻璃绝缘子玻璃件在生产过程中的缺陷分析
2021-06-07 10:21白胜利
玻璃 2021年5期
白胜利
(上海塞迪维尔玻璃制品有限公司 上海 201400)
0 引言
绝缘子是安装在不同电位的导体之间或导体与地电位构件之间的器件,支撑导线、防止电流回地以及增加爬电距离,能够耐受电压和机械应力作用,是一种特殊的绝缘控件,能够在架空输电线路中起到重要作用。绝缘子不应该由于环境和电负荷条件发生变化导致的各种机电应力而失效,否则绝缘子就不会产生重大的作用,就会损害整条线路的使用和运行寿命。
绝缘子本体主要有三种材质,分别为陶瓷材料、复合材料和钢化玻璃。与陶瓷和复合材料绝缘子相比,钢化玻璃绝缘子有诸多的优越性,钢化玻璃绝缘子(toughened glass insulator,TGI)全称盘型悬式钢化玻璃绝缘子[1],具有零值自破、寿命长、耐振动疲劳、抗冰害等的优异特性,主要用于高压和超高压交、直流输电线路中[2]。目前在输电线路中应用较广泛的是钢化玻璃绝缘子。
1 钢化玻璃绝缘子结构
钢化玻璃绝缘子产品由钢化玻璃本体、钢帽、钢脚、连接固定销子(R销或者W销)和水泥组成,还有一些在钢化玻璃绝缘子表面有喷涂涂层。主要部件如图1所示。

图1 钢化玻璃绝缘子主要部件示意
2 钢化玻璃绝缘子生产过程
玻璃绝缘件原料主要包含石英砂、长石、石灰石、白云石、纯碱、碳酸钾等,其中石英砂主要成分为SiO2,长石为富含钙、纳、钾的铝硅酸盐,白云石为富含镁、钙的碳酸盐;纯碱是玻璃熔制过程中生成硅酸盐的原料,同时也与碳酸钾一起为玻璃熔制时的澄清剂,用以去除气泡。形成的钢化玻璃内部为均质硅酸盐,内部微观结构均一性优于电瓷,具有更好的介电强度,同时钢化玻璃表面具有预应力,热稳定性优良。
生产工艺流程为:
配料→熔制、澄清→压制→钢化→冷热冲击→胶装→检验
3 主要缺陷
在钢化玻璃绝缘子的玻璃件生产过程中,可能出现以下缺陷:
3.1 结石
有异物(不熔物)镶嵌于玻璃件上。一般是未熔的原料颗粒,或者耐火材料颗粒。玻璃本体中有这种结石缺陷会成为钢化玻璃绝缘子的薄弱点,会成为应力集中点。结石存在于钢化玻璃件中,与玻璃件本体有着不同的理化性质,特别是热膨胀系数。玻璃件经过钢化工艺后,玻璃本体中结石周围区域应力集中将会成倍的增加。当结石本身的热膨胀系数小于玻璃本体时,结石周围区域的应力处于受拉状态(张应力),极易发生微裂纹并扩展导致玻璃件炸裂,玻璃绝缘子结石缺陷见图2。

图2 结石缺陷
要解决结石问题,需要检查和稳定两方面:(1)原料:玻璃原料成份、颗粒度过大过小颗粒、配合料混合是否均匀、加料是否合理等;(2)熔化:玻璃窑炉液面波动、窑压波动、温度波动,窑炉和料道耐火材料是否有异常侵蚀等。
3.2 裂纹
存在于玻璃件上,因部分区域断裂形成的缝隙。裂纹在灯光下可以观察到明亮的折光,裂纹两端点呈明亮的“V”字形。裂纹严重影响钢化玻璃绝缘子的机电性能,可能会随着使用时间的延长越来越大,并导致玻璃件爆裂。它是玻璃绝缘子的致命缺陷,有些带有裂纹的玻璃件会在钢化工段或者热冲击阶段发生炸裂,有些在检验工序中被发现,如图3所示。裂纹缺陷根据产生部位和形状不同,解决方法也不相同。要针对裂纹产生的原因逐条检查排除,解决玻璃件裂纹缺陷。

图3 裂纹缺陷
3.3 表面气泡
存在于玻璃件上的气体夹杂物。气泡分为两类:内部气泡和表面气泡。内气泡是指镶嵌在玻璃件内部,呈圆形、椭圆形或点状的气体夹杂物(点状气泡通常指灰气泡);表面气泡指存在于玻璃件表面,呈橄榄形或线状的气体夹杂物,玻璃件表面会出现不光滑的凸凹。存在于玻璃件里面的小气泡对绝缘子机电性能基本上没有影响,然而存在于玻璃件表面的破气泡会有影响,特别是存在于玻璃件螺纹口或者翅尖的表面气泡会导致玻璃件被直接废弃,在钢化玻璃绝缘子使用过程中影响其机电性能。
3.4 皱褶
是玻璃本体上有扁形突起或凹陷的,存在于玻璃件表面的挤压状纹路。皱褶不会随着时间而生长,如图4所示,玻璃件各区域均可发生。它是在玻璃绝缘子本体压制成型过程中产生的,会影响玻璃绝缘子的机电性能,产生尖端放电或受应力在玻璃件检验工序中被发现。皱褶形成的主要原因是相应部位的模具太冷,润滑太好造成,主要解决方法是提高相应部位的模具温度,减少模具相应部位的润滑。
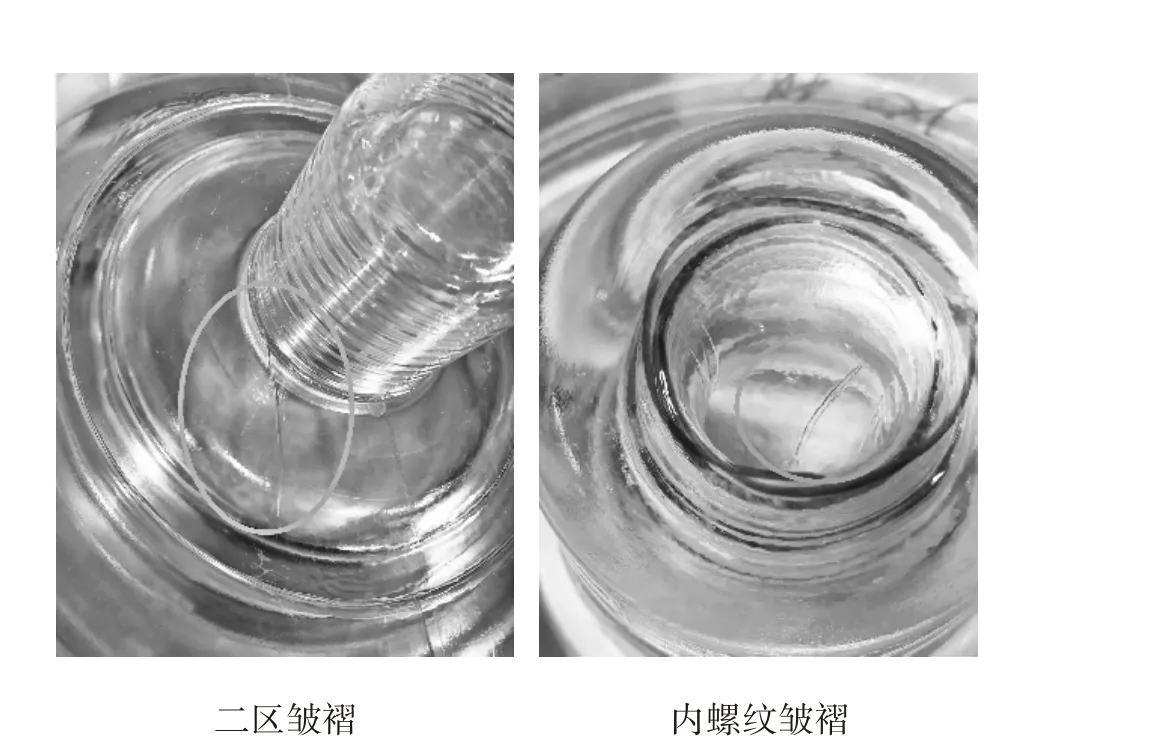
图4 褶皱
3.5 开裂
开裂分为机械开裂和钢化开裂。机械开裂是由于玻璃件在钢化工艺以后的工序中,碰撞其他硬物,或者玻璃件之间相互碰撞,而导致的玻璃本体破损剥落。机械开裂有明显的白色撞击点。撞击点周围的破损部位毛糙,通常有类似“鱼鳞”状的剥落,如图5所示。钢化开裂大多认为是在钢化过程中产生的破损剥落。与机械开裂比较而言,钢化开裂没有撞击点,破损部位光滑,主要是玻璃件上有飞边、尖角、凸起等,在钢化工段中冷却时产生的应力过于集中,而导致玻璃件上这些飞边、尖角、凸起的部位直接破损剥落,有的直接在钢化过程中造成整个玻璃件炸裂。这两种开裂在玻璃件检验工序中都有发现。针对机械开裂,主要是检查玻璃件在钢化工艺之后的输送和处理过程中是否有玻璃件和硬物相碰撞,或者玻璃件之间是否有碰撞。针对钢化开裂主要检查玻璃件上是否飞边、尖角、凸起的部位,或者钢化风栅是否有异常吹风,或者有玻璃件和风栅碰撞。如果玻璃件上有飞边、尖角或凸起,一般要更换相应的模具。

图5 开裂
3.6 拉伤
玻璃绝缘子采用模具压制而成,由于脱模不好,会在玻璃件上产生拉伤,俗称毛口,主要有外翅内外毛口、螺纹口毛口等,如图6所示。拉伤一般情况下要看发生位置和发生的规律,是否为同一方向。一般需要调整冲模和底模的相对位置,或调整镗辊机构中心位置。检查冲模脱模情况,或在玻璃件不变形的情况下,降低压制成型的冲压压力。

图6 拉伤
3.7 飞边
玻璃件侧边有多余且呈薄片状的玻璃。飞边多存在于玻璃件外翅翅边,或外螺纹合缝线处。这种飞边主要是由于底模合缝线处理不好,模具达到生产热平衡后合缝线未完全闭合造成,一般情况下要更换相应的模具。还有一种飞边出现在底模和外环的合缝线处,为横向飞边,多为玻璃料滴落料不正,或料滴重量超重,要调整落料位置并检查料滴重量。
3.8 剪刀印
由剪刀剪切玻璃料后留在玻璃表面的印记。通常来说,剪刀印分为上剪刀印和下剪刀印,可以把剪刀印看作是种褶皱,剪刀印还可表现为裂纹、气泡等,大部分表面气泡是由剪刀印引起的。要减轻剪刀印,需调整剪刀片的剪切状态,尽量让剪刀片剪在料滴最细的地方;两个剪刀片的相对位置、角度、形状、刀口状况、两个剪刀片的压紧配合情况,冷却情况,对剪刀印的产生有至关重要的作用;当料滴滴入模具后,用火焰烧料滴上的剪刀印也可以减轻上剪刀印;下剪刀印也可以在料碗口加热来减轻它对玻璃件的影响;最后就是调整落料位置,让剪刀调整到最淡和对玻璃件影响最小的位置。
3.9 缺料
模具内表面没有被玻璃料完全填充满,造成玻璃件上缺一块,缺的地方为玻璃表面张力自然形成的光滑表面。出现缺料时,解决方案是先检查玻璃件重量是否正常,然后确定玻璃料滴是否有落料不稳和不正的情况,最后再确认玻璃件冲压成型压力是否过低等,如图7所示。

图7 缺料
3.10 自爆
钢化玻璃绝缘子的玻璃本体有自爆的可能性,主要由于玻璃件本体有缺陷或成份不均匀、玻璃件中含有硫化镍小颗粒、玻璃件钢化工艺产生的应力偏移或应力分布不均匀、玻璃件过钢化。生产钢化玻璃绝缘子本体要保证合理的钢化工艺,钢化玻璃本体要经过一系列相应的热冲击、热处理,将会自爆的钢化玻璃本体剔除,降低钢化玻璃绝缘子的自爆性。一般要求使用一年内钢化玻璃绝缘子的自爆率在万分之一以下。
4 结语
钢化玻璃绝缘子的玻璃件在生产过程中的主要缺陷有以下几种:结石、裂纹、表面气泡、皱褶、开裂、拉伤、飞边、剪刀印、缺料、钢化玻璃绝缘子的自爆。在生产过程中,针对这些缺陷在玻璃件上的部位和产生原因提出一系列解决方案,以保证输电线路的安全运行。
猜你喜欢
绝缘材料(2022年7期)2022-10-19
空气动力学学报(2022年3期)2022-07-13
计算技术与自动化(2022年1期)2022-04-15
新潮电子(2021年7期)2021-08-14
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02
科学与财富(2016年34期)2017-03-23
现代营销·经营版(2016年3期)2016-05-14
科技致富向导(2013年9期)2013-06-04
物理教学探讨·初中学生版(2009年2期)2009-06-24
活力(2009年2期)2009-06-08
