岸边集装箱起重机牵引机构振动故障分析与排除
2021-06-13 09:47熊绍军
交通科技与管理 2021年7期
熊绍军

摘 要:岸边集装箱起重机牵引机构在运作过程中经常因为各种故障而出现停车现象,有时会因为超出震动标准影响正常作业,严重影响到机器制动系统。亟需对岸边集装箱起重机牵引机构振动故障查找原因进行排除。本文在分析小车牵引机的故障现象和内部结构原理的基础上,研究了岸边集装箱起重机牵引机构振动故障的排除方案,希望为集装箱起重机牵引机构振动故障的解决提供参考。
关键词:岸边集装箱;起重机;牵引机构;振动故障;排除
1 故障现象
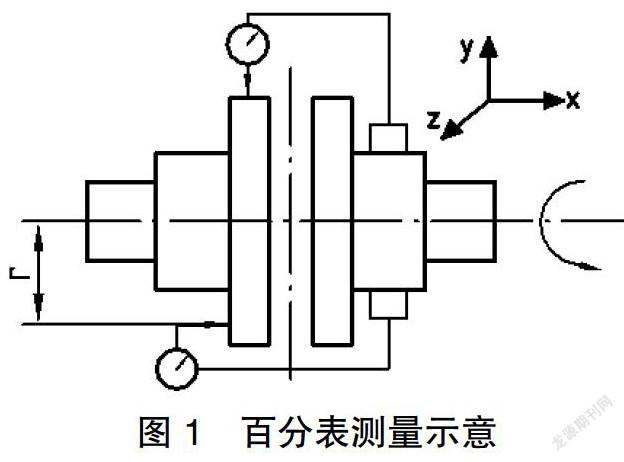
1台服役15年的岸边集装箱起重机在更换小车牵引机构的减速箱后,小车牵引机构运行时,该机构减速箱与牵引卷筒支座振动烈度>10 mm/s,超出振动标准ISO10816.3要求。用百分表测量牵引卷筒中心与减速箱输出轴同轴度,如图1所示,随着牵引卷筒的转动,百分表读数同轴度在高度方向上偏差2 mm,显示在百分表头测量位置,减速箱输出轴中心高于卷筒中心。在卷筒轴承座端加垫板抬高卷筒后运行牵引机构,百分表读数显示同轴度偏差仍然在2 mm左右,振动烈度仍然较高。
2 结构和原理
该桥式起重机的小车牵引机构如图2所示,其主要由轴承座1、小车卷筒2、减速箱3、电机支座4、支撑横梁5、减速箱支座6、卷筒底座7、电机B1、联轴器B2等组成,小车牵引机构各部件连接和固定,见图2所示,电机支座和减速箱支座焊接在卷筒底座上,并固定在支撑横梁5上。
小车卷筒2缠绕牵引钢丝绳,钢丝绳绳头固定在卷筒上,卷筒表面加工螺旋式绳槽。钢丝绳左、右旋对称布置,使钢丝绳对卷筒的轴向力保持平衡。钢丝绳另一端固定在轨道上运行的小车上并牵引小车运行。
该卷筒通过安装在卷筒一侧内部的直齿式联轴器与减速箱3输出轴连接并传递动力,该齿式联轴器允许15 mm的轴向安装间隙,并允许一定的角偏。卷筒另一侧安装在轴承支座1上。该小车牵引机构在安装过程中,通过在电机和减速箱地脚、轴承支座底部下方放置一定厚度的调整垫片,以保证上述部件中心在同一高度,满足机构精度要求。
3 故障排查
在用百分表检查减速箱输出轴与卷筒中心同轴度偏差后,判断卷筒中心低于减速箱输出轴中心,在卷筒轴承支座底部垫上相应厚度的调整垫片后,同轴度偏差不能消除。故松开减速箱的固定螺栓,去掉减速箱地脚下方的调整垫片,紧固螺栓后再次运行牵引机构,检查同轴度偏差仍然不能消除。判断是同轴度的偏差问题。
检查上述部件的安装支座和底座结构情况,发现长度近8 m的卷筒底座固定在支撑底座上,相对于一个较长的双支点简支梁,卷筒底座是否存在长期承载使用后的变形,为证实这样的判断,用行车和吊带吊住减速箱侧的卷筒,松开减速箱的固定螺栓,点动行车向上,低速转动卷筒,百分表显示同轴度径向高度偏差由2 mm缩小至0.3 mm,由此说明减速箱输出轴中心与卷筒中心的同轴度存在较大径向高度偏差,初步判断原因是该卷筒底座是焊接结构件,在15年的使用过程中,内部焊接残余应力释放,加上内外部作用力如卷筒和减速箱重力影响,造成卷筒底座结构件沉降变形。
沉降变形需要在沉降支点上增加垫片来弥补沉降量,尽量使减速箱中心和卷筒中心在同一直线上,吊带放下减速箱侧的卷筒,重新测量偏差值,开始时,百分表读数值为零。以联轴器轴面最高点为起始点0°,转过270°后就可读出α90°,α180°, α270°值,那么在垂直方向对中心线的偏差值是Δry=δ180°/2为1 mm,在水平方向Δrx=α90°-α270°为0.3 mm,也就是说减速箱左右脚螺栓都需要垫1 mm垫片,水平方向在偏差范围内无需移动,增加垫片后再进行百分表测量,显示高度偏差已经降到0.6 mm,偏差已经明显好转,但是还是超出偏差范围,分析认为需要继续增加垫片,经过计算还需要增加0.3 mm,考虑到卷筒齿式联轴器经过15年的使用,外齿和内齿有一定的间隙,及螺栓紧固前后的变化值,推测减速箱右脚螺栓需要增加垫片0.6 mm,左脚螺栓与右脚螺栓距离650 mm,变形量相对小些,在左脚螺栓增加0.3 mm垫片,垫片增加后再进行百分表测量高度偏差降到0.2 mm,紧固螺栓后再次测量偏差0.25 mm,测量值在允许范围内。在此也推断分析整个下支座都有可能出现沉降。接下来对其他部位沉降进行排查。
按照岸边集装箱起重机安装工艺,电机和卷筒轴承座是以减速箱为参照进行定位和排装,减速箱地脚增加垫片后,高度随之抬高,电机和卷筒轴承座的参照物就发生了改变,现在面临的是以抬高后的减速箱为新的参照物对电机和卷筒轴承座进行重新同轴度测量和调整,增加或减少垫片来弥补沉降量。
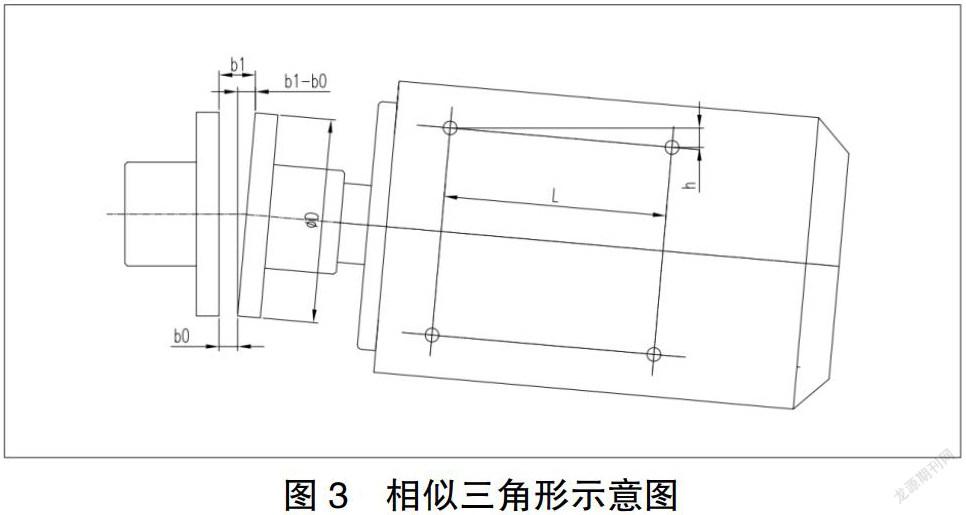
首先对电机进行百分表测量和调整,与上述不同的是电机同轴度需要进行径向偏差和角度偏差测量,如图1所示,径向偏差测量和上述测量方法一样,百分表基座按放在联轴器内半联轴节的轴表面上,指针应接到另一半联轴器的外圈外圆面上,得出Δry值为1.8 mm,Δrx为0.05 mm,在电机底座4个螺栓处增加0.9 mm垫片进行百分表测量,径向高度偏差已经降到0.05 mm,在设计标准范围内。进一步对角偏差进行测量,将指针接到另一半联轴器的端部平面或制动盘表面上并将值调为零,转动270°后,读出在α90°、α180°、α270°从而得到Δb=b1-b0为0.2 mm,根据相似三角形原理,如图3所示,建立相似三角形等比公式h/L=Δb/ΦD,得出需要增加垫片h为0.45 mm,增加垫片后再次百分表测量偏差为0.1 mm,在设计标准范围内。如果偏差值还是比较高,可以不断调电机地脚螺栓垫片厚度,直到满足要求为止。
同样原理对卷筒支座进行角度偏差测量,卷筒由减速箱低速轴支承并位于其中心。因此,卷筒和减速器之间只存在角度偏差和轴向偏差,不存在径向偏差。首先测量点直径ΦD,转动270°后,读出在α90°、α180°、α270°从而得到Δb,同样根据相似三角形原理,得出需要增加垫片h为3 mm,在轴承座地脚螺栓增加垫片后百分表测量,再次调整卷筒轴承座上的垫片厚度,调整这些偏差直到满足要求为止,最终在轴承支座增加4 mm垫片,百分表再次测量偏差为0.2 mm,符合设计标准。
减速箱、电机和卷筒轴承座全部同轴度排装完成后,紧固所有螺栓,空载和额载全速运行振动感明显降低,测量支座和减速箱振动值最大值是3.3 mm/s,满足起重机厂家设计标准4.5 mm/s,由此分析出支座沉降是引起这次振动的主要原因。这台起重机已经运行15年,各部位钢结构应力逐渐释放,相似的沉降或者开裂等现象在其他位置也会出现,机构地脚螺栓增加垫片消除沉降带来的径向偏差和角度偏差在一段时间内满足设备的正常运行,但不能保证未来某个时间再次出现沉降,如果想一劳永逸解决沉降问题,需要对机构支座进行加固处理,增加钢结构强度以满足机构正常运行。
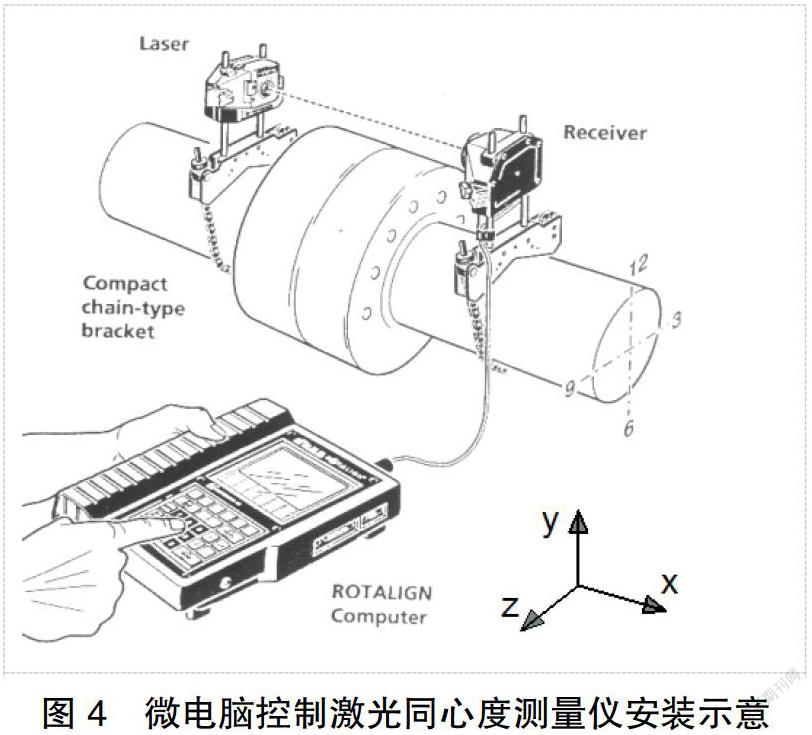
以上方法是通过百分表进行测量和调整,还可以通过微电脑控制的激光同心度测量设备,比起百分表它具有很大的优势,有几个特点:具有屏幕说明,操作简便,可进行程序引导操作,操作起来非常简单,只要记住三个按钮就可以了。D;M;R。最小可测量转角只有75°。可标明需调整设备的实际调整值,可以大大加快排装速度,如图4所示。
4 结束语
对于像联轴器之類的转动零部件,也要作周期性的同轴度检查。联轴器同心状况对机构运转和寿命有着重大影响。因此,必须定期检查联轴器的同轴度。在岸桥投入使用的第一年,检查周期应较短,如每三个月一次。机构稳定以后,检查周期可适当延长。这主要是对主起升、臂架俯仰和小车驱动机构的电动机联轴器和卷筒联轴器以及大车行走驱动机构的电动机联轴器进行检查。
猜你喜欢
中国电气工程学报(2020年12期)2020-10-27
名城绘(2019年10期)2019-09-10
设计(2017年13期)2017-10-31
农机使用与维修(2016年10期)2016-11-10
农机使用与维修(2016年10期)2016-11-10
农机使用与维修(2016年10期)2016-11-10
农机使用与维修(2016年10期)2016-11-10
企业文明(2016年8期)2016-05-14
智能制造(2015年8期)2015-10-15