镀锌钢板激光切割工艺参数研究
2021-06-15 02:43雷伟斌韩斌慧
机械设计与制造工程 2021年5期
雷伟斌,韩斌慧
(西安航空职业技术学院航空制造工程学院,陕西 西安 710089 )
镀锌钢板具有较强的防腐蚀能力,不仅因为锌可以在钢铁表面形成致密的保护层,而且具有阴极保护效果,当镀锌层破损时,仍能通过阴极保护作用来防止铁质母材腐蚀[1],因此镀锌钢板广泛应用于汽车制造、建筑、交通运输、家具制造等领域。对于较厚的镀锌钢板传统的切割方式很难满足切割质量和效率的要求,而激光切割技术具有速度快、精度高等优点,可以很好地弥补传统切割技术的不足。影响激光切割质量的因素较多,如切割速度、激光功率、离焦量、脉宽、频率等,若切割参数选择不当会使切割质量受到严重影响。孙建华等[2]采用正交试验分析法对激光切割430不锈钢板材的参数进行优化,为提高切割质量和效率提供了参考;冯巧波等[3]采用 YAG 脉冲激光切割机对1 mm厚的304不锈钢薄板进行切割试验,研究了电流、脉宽、切割速度等切割参数对304不锈钢薄板切割质量的影响,并得出了合理的切割参数;史尧臣等[4]以1 mm厚1Gr17Mn6Ni5N薄钢板为研究对象,采用YAG激光对其进行切割,通过正交试验分析法系统地分析了激光功率、脉冲宽度、重复频率对激光切割薄钢板上下切缝宽度的影响规律,为激光切割参数的选取和优化提供了依据;魏同学[5]采用光纤激光切割2 mm厚06Cr19Ni10不锈钢板,设置不同的激光功率、切割速度、离焦量等参数进行试验,最终得出合理的切割参数。
目前,国内外对不锈钢和铝合金的激光切割理论及工艺研究已较为成熟,但对于镀锌钢板的激光切割工艺研究较少。本文采用YAG激光切割1.5 mm厚镀锌钢板,分析切割速度、激光功率、离焦量等参数对切缝上下宽度、挂渣量、是否切透的影响,最后得出合理的工艺参数。
1 试验方案
1.1 试验设备与材料
本试验采用武汉楚天股份有限公司生产的JHM-1GY-500D型YAG激光切割机,如图1所示,其主要由电源柜、主机柜、冷却系统组成,主体部分是脉冲Nd:YAG固体激光器,工作介质是掺钕钇铝石榴石晶体,泵浦源为氙灯,其输出激光为波长1.064 μm的不可见红外光,额定输出功率600 W,冷却方式为水冷,辅助气体为空气,气压为0.7 MPa。切缝宽度采用光学影像仪测量,并取平均值作为最终测量值[6]。

图1 激光加工设备
试验切割对象为1.5 mm厚的DC54D+Z镀锌钢板,该钢板为热镀锌钢板,具有超低碳钢、特深冲、纯锌镀层的特性,其基本成分见表1。

表1 DC54D+Z镀锌钢板成分 %
1.2 试验方案
本文试验以研究切割速度、激光功率和离焦量对镀锌钢板切割质量的影响为目的。首先,在200 mm× 200 mm的镀锌钢板上每隔10 mm切割一条缝,对每条缝隙的上、下缝隙宽度进行测量;然后,观察下缝隙处的挂渣情况并对其进行综合统计分析;最后,根据分析结果得出最佳切割工艺参数。试验工艺参数以设备说明书为基础进行调整,切割速度为400 mm/min,激光功率为300 W,离焦量为0。
2 试验结果分析
2.1 切割速度对切割质量的影响
切割速度对切割质量、切割效率有非常重要的影响。在激光切割过程中若切割速度过快,会导致工件切不透,切割面粗糙;若切割过慢,则工件会过熔,下表面熔渣增多,切缝宽度增加,影响切割质量。
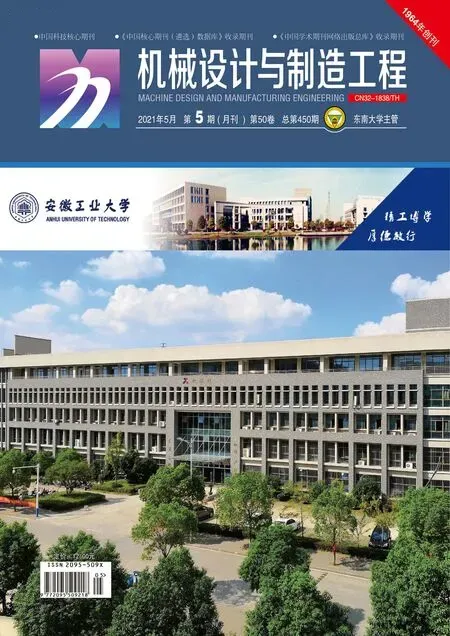
图2为不同切割速度下工件上、下表面的宏观形态,表2为不同切割速度下工件切割质量统计表。
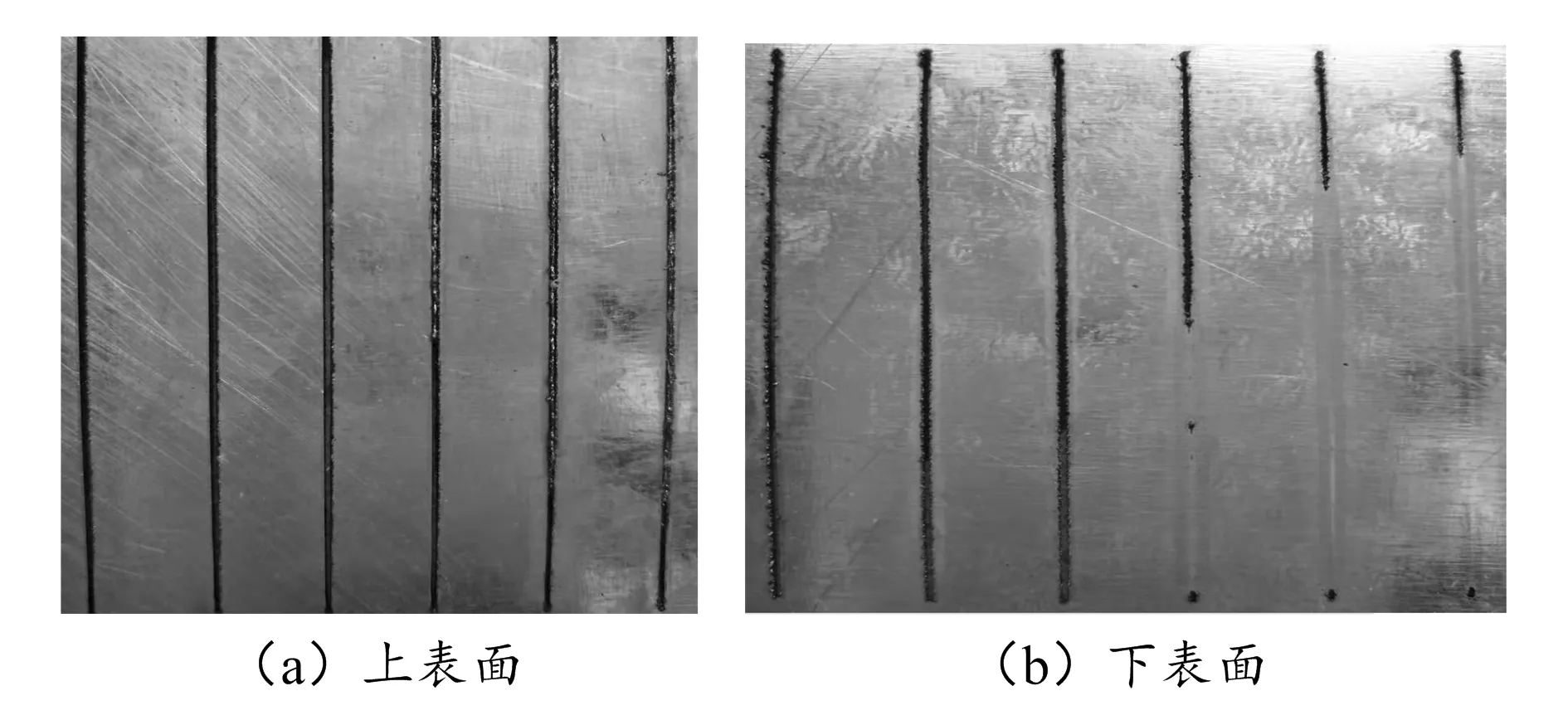
图2 不同切割速度下工件上、下表面宏观形态

表2 不同切割速度对切割质量的影响
从图2和表2可知,在其他参数不变的情况下,当切割速度达700 mm/min时,出现了切不透的情况;切割速度为800 mm/min及以上时,切不透部分的尺寸增大,同时切缝宽度减小。这是由于切割速度快,聚焦到单位面积上的激光能量不能完全熔化切割处的金属,从而导致无法切透的情况发生。从图2中可以看出,当切割速度较低时,在镀锌板的下表面处挂渣现象比较明显,这是由于聚焦在单位面积上的激光能量大,熔化的金属较多所致。由表2可以看出,在切割速度为600 mm/min时镀锌钢板切割质量较好。
2.2 激光功率对切割质量的影响
激光切割功率的大小对切缝宽度、切割厚度和切割质量有非常重要的影响。在其他参数不变的情况下,激光切割加工过程中存在最佳切割质量的激光功率,若低于或高于该最佳功率就会产生挂渣或过烧,从而导致加工质量下降。图3为不同激光切割功率下工件上、下表面宏观形态,对切割后试样进行测量,绘制出激光切割功率与切缝宽度、挂渣厚度的关系曲线,如图4所示。
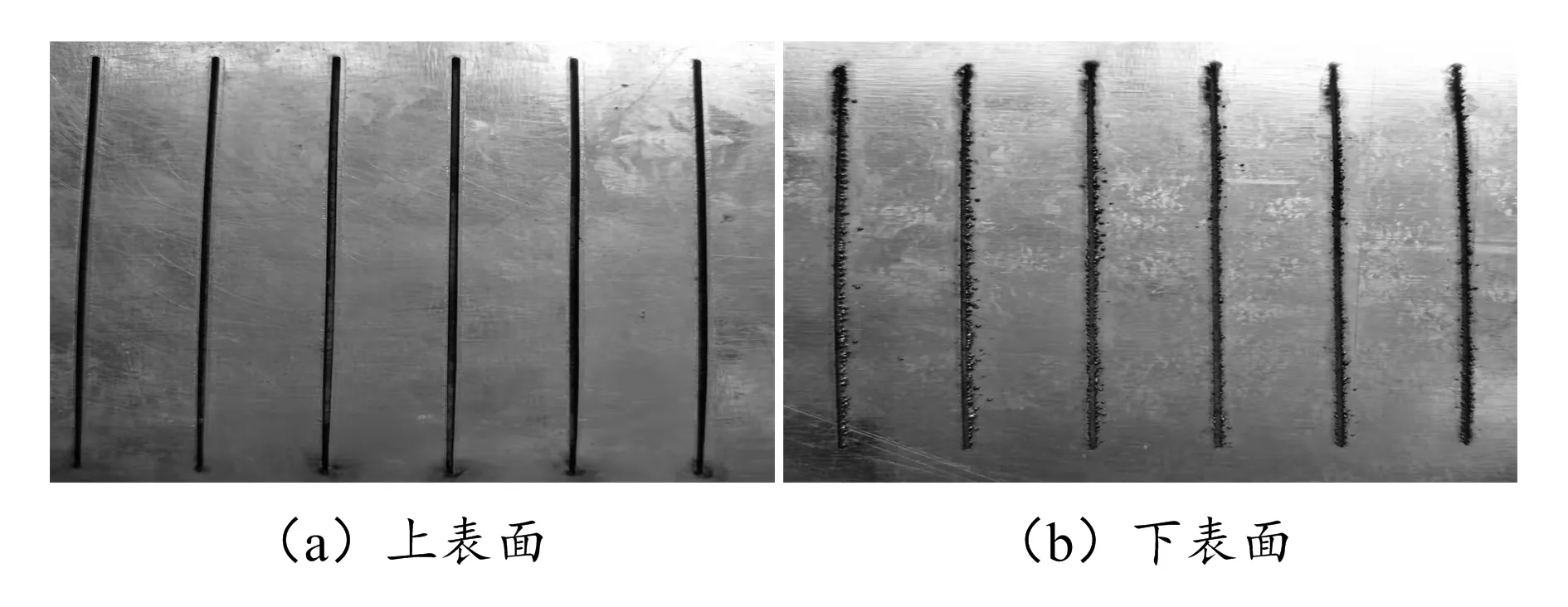
图3 不同激光切割功率下工件上、下表面宏观形态

图4 激光功率与切缝宽度、挂渣厚度关系曲线
由图4可知,在其他参数不变、激光功率从100 W递增至600 W时,切缝宽度由0.68 mm增加至0.75 mm,切割缝隙背面的挂渣量逐渐减少,这是因为激光功率增大使激光加工能力增强,被加工材料充分熔化或气化,从而使切缝宽度增加,挂渣减少,而且从图3中可以看出6条切缝均切透。由此可知,在切割镀锌钢板时增大激光切割功率可以有效提高切割质量。
2.3 离焦量对切割质量的影响
离焦量是激光焦点到工件表面的距离,它直接影响切割表面的粗糙度、切缝宽度以及熔融残渣的附着状况。图5为不同离焦量切割后工件上、下表面宏观形态,图6为离焦量与切缝宽度、挂渣厚度关系曲线。如图5所示,随着离焦量的减小试样下表面挂渣厚度明显增加,这是由于焦点位置太超前,使被切割的工件下端所吸收的热量增多,在其他切割参数不变的情况下,导致被切割的材料和切缝附近已熔化的材料呈液态在工件下表面流动,冷却后被熔化的材料则会呈球状沾附在工件的下表面。从图6可知,当离焦量从0.25 mm递减至-0.95 mm时,切缝宽度从0.63 mm增加至0.73 mm,挂渣厚度从0.10 mm增加至0.25 mm,这说明离焦量对切缝宽度和挂渣厚度影响显著。
图5 不同离焦量下工件上、下表面宏观形态

图6 离焦量与切缝宽度、挂渣厚度关系曲线
3 结论
本文以1.5 mm厚镀锌钢板为研究对象,采用YAG激光对其进行切割,运用单因素试验法分别分析了切割速度、激光功率、离焦量的变化对切缝宽度和挂渣厚度的影响,得出以下结论:
1)切割速度对于切割质量有重要影响。在其他参数确定后,切割速度应进行合理的调整,切割速度过大容易切不透,切割速度过小切缝下表面宽度会增加,而且易挂渣。切割DC54D+Z镀锌钢板速度为600 mm/min时切割质量最好。
2)激光功率增大,激光加工能力增强,被切割材料燃烧充分,切缝宽度增大。切割DC54D+Z镀锌钢板最佳激光功率为400 W。
3)在其他工艺参数与材料不变的情况下,离焦量减小使切缝宽度与挂渣厚度均有所增加,当离焦量为-0.35 mm时,切割质量最佳。
猜你喜欢
工程爆破(2020年6期)2021-01-05
表面工程与再制造(2019年3期)2019-09-18
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30
制造技术与机床(2018年12期)2018-12-23
中国光学(2018年5期)2018-10-15
大连理工大学学报(2017年6期)2017-11-22
制造技术与机床(2017年3期)2017-06-23
汽车文摘(2016年5期)2016-12-06
现代冶金(2016年6期)2016-02-28
物理实验(2015年8期)2015-02-28