阀芯阀套手动研磨修复研究
2021-06-18 03:37郑文明郝彦光
设备管理与维修 2021年7期
郑文明,刘 雨,郝彦光
(首钢京唐钢铁联合有限责任公司设备部,河北唐山 063200)
0 引言
比例阀、伺服阀是液压系统的核心元件,在冶金行业中广泛应用于轧机、铸机、卷取机、剪子等液压系统设备[1-2]。比例阀、伺服阀将微弱的电气输入信号放大并转换成大功率液压能量输出,其通过控制阀芯、阀套之间的相对位移量来改变阀芯棱边、阀套棱边形成的节流面积,进而控制液体流量和压力,具有控制精度高、响应速度快、输出功率大等特点[3-4]。由于加工精度高,所以成本较高、维护难度较大、故障率较高。
研究表明,液压系统80%的故障与液压液污染有关,而其中75%以上是固体颗粒污染造成的[5-6]。油液中的污染颗粒进入滑阀副阀芯、阀套配合间隙,造成阀芯、阀套表面损伤,摩擦阻力增大,阀芯卡滞[7]。比例阀、伺服阀静态特性空载流量曲线(简称流量曲线)——滞环增大,控制精度下降,引起液压系统的不稳定运行。提高比例阀、伺服阀的修复精度,提高修复率,降低设备维护成本,对保障设备稳定运行具有重要意义。
1 故障现象
某钢铁厂镀锌线焊机夹钳横移液压缸出现动作缓慢和位置超差报警现象,不能满足生产要求。控制阀为比例换向阀:品牌力士乐;型号4WREE 10 W1-50-23G24K31A1V;额定流量50 L/min。将故障比例换向阀上液压实验台检测流量曲线,检测结果如图1 所示:滞环11.62%;控制信号﹢10 V 时,流量27 L/min;控制信号-10 V 时,流量33 L/min,不满足使用要求。
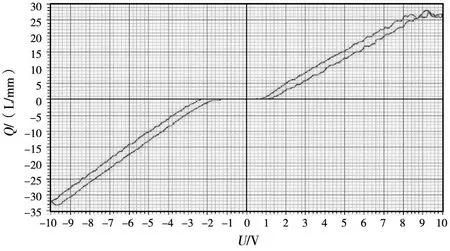
图1 故障比例换向阀流量曲线
2 阀芯、阀套加工工艺
比例阀、伺服阀阀套、阀芯是组成滑阀副的关键部件,用作功率级液压放大器[8];在某些阀中,还用作前置级液压放大器。阀芯、阀套配合表面粗糙度不好,几何形状不好,将增大滑阀副侧压力和摩擦力。其主要技术要求如:①阀芯、阀套配合表面粗糙度应≤0.1 μm;②阀芯、阀套内、外圆度和圆柱度均≤1 μm;③阀套、阀芯滑动配合间隙2~4 μm[9];④使用热处理硬度≥58 HRC 的优质高强度合金钢;⑤阀芯、阀套节流边锐边R≤0.5 μm[10]。
3 研磨
手工研磨依靠工人经验,对工人水平要求较高,其中对研磨方法和研磨液选择要求也非常高。通过查阅论文、书籍和大量的实践经验,摸索出阀芯、阀套手动研磨修复方法,提高了比例阀、伺服阀修复成功率和修复精度,降低设备维护成本。
(1)磨粒选择。贾康在精密阀芯光整加工实验研究中选用浓度为10%的8000 目白刚玉微粉,明显去除了零件车削后残留的表面条纹[11]。根据磨粒种类及用途和磨粒粒度分类及用途,考虑到阀芯、阀套滑动配合间隙为2~4 μm,选用W2.5 颗粒号数白刚玉微粉进行试验。
(2)研磨液制作。实践证明,研磨液成分和配比直接影响研磨效果,研磨液组成成分中对加工效果影响最为明显的是磨粒种类和磨粒粒度;除磨粒种类和磨粒粒度外,配比比例也会引起研磨表面质量的变化。本次修复中使用的研磨液经过多次试验摸索得来,其组成为W2.5 白刚玉微粉和煤油:磨料起研磨切削作用,煤油起冷却、稀释磨料作用。白刚玉微粉、煤油重量按照1∶3 配比。
4 修复方法及难点
用阀芯蘸取搅拌均匀的研磨液,将阀芯插入阀套中水平放置,采用轴向滑动、旋转对磨方法。注意事项:①阀芯、阀套精度要求高,研磨过程中因受力不均匀、操作方法不合理,影响阀芯、阀套圆度和圆柱度[12];②研磨过程中由于摩擦生热,持续的操作容易使零件的表面出现微小变形,影响阀芯、阀套圆度和圆柱度;③为保证比例阀、伺服阀性能,阀芯、阀套工作边均需保持锐边[13];④每研磨一定次数后,应将阀芯旋转一定角度,保证阀芯、阀套磨削量均匀;⑤为了保证修复精度和泄漏量增加量最小、需尽量减小磨削量[14]。因此,需要对比例阀、伺服阀不断拆解、研磨、装卸、测试,直到测试曲线满足要求。
在手动研磨5~10 min 后明显感觉阀芯、阀套间摩擦力变小。将阀芯、阀套倾斜一定角度,阀芯依靠重力能在阀套内自由滑动为佳。清洗阀芯、阀套上研磨液,组装后上试验台测试,比例换向阀流量曲线如图2 所示:滞环3%;控制信号+10 V 时,流量45 L/min;控制信号-10 V 时,流量45 L/min。经研磨修复后的比例换向阀上机使用正常,满足设备功能精度要求。
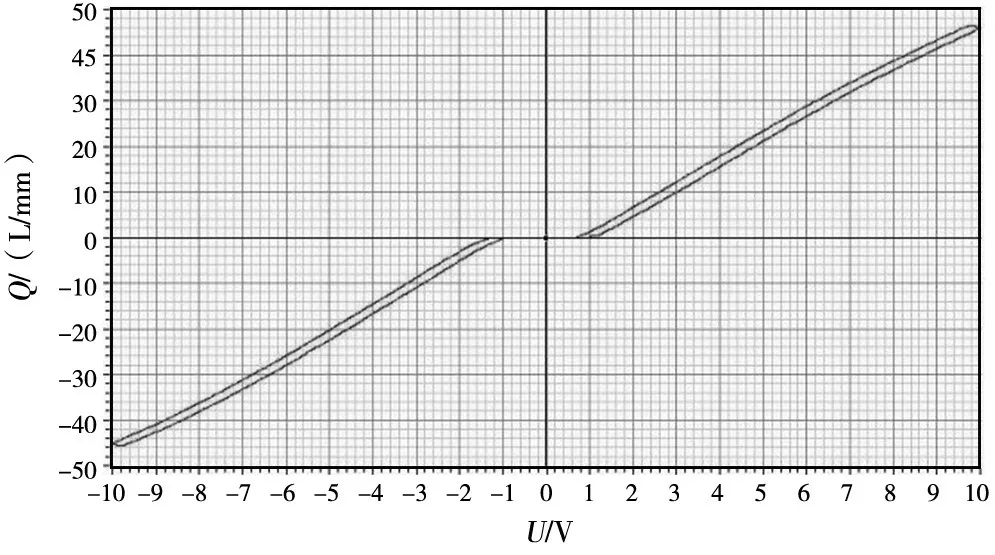
图2 修复后比例换向阀流量曲线
手动研磨需操作者经过多年操作,积累丰富的经验,总结出操作难点及方法,目前一次研磨修复合格率在50%以上,最终比例阀、伺服阀修复率提高30%以上,而且修复后的比例阀、伺服阀在机使用稳定性良好。
5 结论
修复中使用的研磨液经过多次试验摸索,能有效消除阀芯、阀套表面损伤。阀芯、阀套高精度的零件修复提高了比例阀、伺服阀修复成功率和修复精度,降低设备维护成本。手工研磨修复阀芯、阀套是一项精密的加工技术,即需要不断地试验、摸索加工方法,研磨过程中还要耐心、细心[15]。
猜你喜欢
科学技术创新(2022年29期)2022-10-26
组合机床与自动化加工技术(2022年4期)2022-04-26
中国机械工程(2022年2期)2022-01-27
陶瓷学报(2020年5期)2020-11-09
表面工程与再制造(2019年3期)2019-09-18
制造技术与机床(2017年6期)2018-01-19
中国科技纵横(2016年14期)2016-10-10
电子制作(2016年19期)2016-08-24
中国科技纵横(2015年8期)2015-04-28
筑路机械与施工机械化(2014年2期)2014-03-01