ZB42 卷烟包装机自动补包器设计
2021-06-18 03:37熊浩
设备管理与维修 2021年7期
熊 浩
(安徽中烟工业有限责任公司芜湖卷烟厂,安徽芜湖 241000)
0 引言
随着卷烟生产技术的飞速发展,卷烟工业取得了长足的进步,消费者对卷烟品质要求的提高,也促成了卷烟厂对卷包设备“更高效、更稳定”的追求和探索。近年来,细支烟市场逐渐形成,ZB42 包装机作为卷烟厂5.4 mm 卷烟包装生产线,其设备效率直接影响超细支卷烟产能,因此在不影响产品质量的前提下,如何改进该设备,提高其自动化水平,提升设备效率成为卷接包车间相关技术人员攻关方向。
1 现状分析
ZB42 包装机为天津华一机械设备公司设计制造,其电控系统、自动化水平、生产速度等均处于较低水平。该机经适应性改造后,在车间包装直径为5.4 mm 超细支卷烟。在生产过程中,当小包透明纸包装机发生故障时,其小包包装机能照常生产,此时生产的大量烟包只能在小包透明纸包装机正常运行时由人工补入烟包输送通道,这样不仅补包效率不高,而且会使输送通道堵塞,影响产品质量与设备效率。为此,需要在小透包装机输送带加装小包补包器,便于小包自动补包,提高该机生产效率。
2 解决方案
可行性分析:
(1)设备电气兼容性:ZB42 包装机原机电器控制系统采用的是通用型PLC,具有良好的兼容接口,可以通过设计外围模块实现检测功能。
(2)设备实际状况:小组对ZB42 小包包装机与小透包装机仔细分析,发现小透包装机默认运行速度略大于小包包装机,且小包包装机与小透包装机之间通道足够长,能安装下补包器。
结论:在烟包输送通道上设计一种补包器装置,使烟包能根据输送通道上烟包数量自动补包,是可以实现的。
3 方案设计与实施
通过对该机小包包装机与小透包装机运行情况及其连接通道的综合研究,对补包器安装点选择、补包方式选择以及控制方式与检测器的选择进行了详细分析。
3.1 安装点的选择
因为烟包产生于小包包装机单独运行,因此补包器安装于小包包装机与小透包装机之间,但两机之间输送通道较长且安装有税票机,因此其安装位置有多处。
位置1:税票机入口通道。该通道处于小包机与税票机之间,该通道由平皮带输送烟包,连续运行,因此可以安装补包器,但由于其长度较短,缓冲较少,且烟包为纵向传输,如安装补包器易发生烟包堵塞。
位置2:税票机出口通道。该通道位于税票机出口,其采用链式输送烟包,连续横向输送烟包,但当税票机上游无烟包时,该输送链停止运行,且该输送通道较短、烟包缓冲较少,因此位置2 不适合安装补包器。
位置3:小透机入口输送带。该通道位于小透机入口长度较长,其为平皮带横向输送烟包,设备运行时为连续运行,但其运行控制由该通道上光电检测控制,当烟包数量达最大位置时,皮带电机启动,当烟包数量达到最小位置时,皮带电机停止。但通道上装有多个检测器与其他装置,不便于安装补包器。
经多次分析,综合3 个安装位置优劣以及改造难度,最终选择位置3,因为其具有连续运行,方便控制启停,且通道相对较长,因此决定对原通道进行必要的改进,将原通道第一位置检测器前移,第二、第三检测器后移,扶烟辊后移,让出足够的空间安装补包器。
3.2 补包方式的选择
目前国内常见的包装机补包器均为重力补包器和侧推补包器,其各有优劣。
重力式补包器:补包器烟库安装于补包位置正上方,当需要补包时,松开烟库夹紧气缸,烟包受重力作用掉落到需要补包位置,完成补包,该补包器具有结构简单,补包成功率高,不易损坏烟包的优点,目前所有的ZB45 包装机均采用重力补包器。
侧推式补包器:补包器烟库安装于补包位置侧方,当需要补包时,由推烟耙将烟库最低位置一包烟(一垛烟)推入补包位置,完成补包,该补包器适用于大多数补包位置,但其易出现夹包,补包歪斜等现象,造成输送通道堵塞。
根据安装位置与设备运行状况,决定采用侧推式补包器,因为该处如果安装重力补包器,因输送通道上无法安装底部托起气缸,易造成烟库烟包与输送通道上烟包摩擦,发生堵塞或烟包损坏,因此只能采用侧推式补包器。烟库安装于输送通道左侧,当需要补包时,补包器向烟包输送通道上侧推入1 包烟,因为输送通道处于运行状态,因此在推烟耙动作的同时,烟包扶持气缸也动作,扶持住烟包防止烟包歪斜,卡在输送通道上。
3.3 控制方式与检测器的选择
因为补包器需执行一系列逻辑动作,因此采用车间最为常用的西门子S7-200 PLC 作为补包器控制器,因其使用广泛、编程简单,且运行稳定可靠。
为了实现补包功能,在补包器需由检测器检测输送通道上相应区域有无烟包,如果没有烟包则立即启动补包。最佳方案流程如图1 所示。检测器对比见表1。
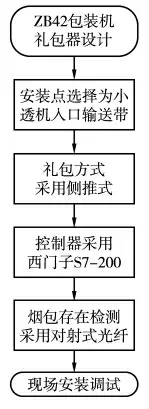
图1 最佳方案流程

表1 检测器对比表
3.4 电路设计(图2)

图2 控制系统电路
3.5 程序设计
程序采用S7-200 梯形图设计,其输入、输出点定义如下:
I0.0:输送通道烟包检测;
I0.1:气缸磁性开关;
I0.2:烟库烟包检测
Q0.0:烟包推耙电磁阀;
Q0.1:输送带启动信号。
程序梯形图如图3 所示。
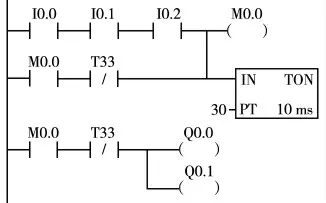
图3 PLC 程序梯形图
4 调试运行
将补包器安装到20#ZB42 包装机后,对整个补包装置进行集成测试。验证结果表明,无论是静态补包还是动态补包,该装置均运行正常,且各项功能均达到预期要求。
5 结术语
通过对ZB42 小包包装机与小透包装机运行情况及其连接通道的综合研究,对补包器安装点选择、补包方式选择、控制方式与检测器的选择进行了分析、安装和测试,实现了小包补包器的功能,该装置实际安装运行后有效提高了该机自动化水平,并且进一步提升了设备效率。
猜你喜欢
作文小学中年级(2022年11期)2022-12-25
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
设备管理与维修(2022年1期)2022-03-10
河北农机(2020年10期)2020-12-14
智族GQ(2020年8期)2020-09-06
物流技术与应用(2020年8期)2020-08-28
福建茶叶(2019年5期)2019-09-12
学苑创造·A版(2019年8期)2019-08-15
意林·全彩Color(2018年7期)2018-08-13