
基于ABB 机器人工作站的涂胶工艺设计
2021-06-25 06:44姚莉娟盛星奎
科学技术创新 2021年15期
姚莉娟 盛星奎
(1、苏州高等职业技术学校,江苏 苏州215000 2、苏州长风航空电子有限公司,江苏 苏州215000)
随着“工业4.0”时代的到来,智能制造已成为国家工业发展的主流趋势,工业生产自动化、智能化是产业发展改革的重点内容,工业机器人在各行各业中已得到广泛应用。文献[1]研究了工业机器人在汽车玻璃涂胶中的应用,有效保证了出胶量的精确度和涂胶的平整度;文献[2]对工业机器人涂胶轨迹算法进行了深入研究,有效提高了涂胶机器人的定位精度。
文献[3]重点研究了机翼自动涂胶机运动系统,有效地提高涂胶质量改善了工人的操作环境。目前工业机器人专业技术人才市场需求量大,职业院校以培养高技能复合型人才为己任更应紧跟科技发展的步伐,将最先进、最前沿的技术传授给学生以满足社会对于技术人才的需求。本文主要对基于ABB 机器人工作站的涂胶工艺进行设计研究,从多角度探讨涂胶机器人的发展趋势[4],并从专业需求出发,立足于日常教学,设计应用于不同生产场合的涂胶工艺流程。
1 涂胶系统构建
工业机器人涂胶技术广泛应用于汽车制造、航天航空以及鞋业点胶等众多智能制造领域[5],基于ABB 机器人工作站的涂胶系统主要由ABB 机器人控制柜、涂胶工具、涂胶轨迹板、威纶通触摸屏和西门子S7-200 Smart PLC 等组成。根据涂胶任务需求选择相应的组件进行参数设定及程序编辑,实现触摸屏与PLC 以及机器人控制柜三者之间的数据传输,通过在触摸屏中设定变量参数,随后将数据信息传输到PLC 中,PLC 接收信息后将其通过发送给机器人执行相应命令,机器人也会将其状态信息反馈给PLC,以便驱动工作站中的其它组件,其数据传输过程如图1 所示。

图1 数据传输过程
2 涂胶工艺设计
2.1 简单功能涂胶工艺设计
2.1.1 涂胶轨迹设计
简单功能涂胶工艺是指只使用工业机器人在线编程方式完成涂胶工作任务,这种功能只能针对涂胶过程简单、生产效率要求较低的场合,直线和圆弧涂胶是工业生产中应用较为广泛的2 种涂胶方式,基于ABB 机器人工作站的涂胶轨迹板如图2所示。
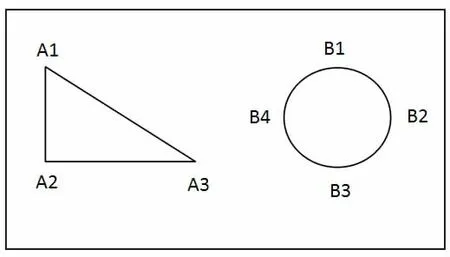
图2 涂胶轨迹板
2.1.2 涂胶流程设计
直线轨迹和圆弧轨迹涂胶任务过程类似,唯一不同是涂胶指令的使用,根据不同的生产要求完成相应的轨迹涂胶。首先开启工作站启动ABB 工业机器人,通过现场示教编程的方法完成A1-A3、B1-B4 点位的预先示教,然后使用MoveL 和MoveC指令完成A 轨迹和B 轨迹涂胶程序编写,在编写过程中对涂胶速度、偏移高度以及转弯半径等参数进行设定,执行涂胶任务时机器人需从原点位置出发,自动安装涂胶工具,然后利用已安装的涂胶工具进行预设轨迹涂胶,完成涂胶任务后卸载相应的涂胶工具,机器人回到原点位置等待下一步命令。
2.2 复杂功能涂胶工艺设计
复杂功能涂胶工艺与简单功能涂胶工艺轨迹一致,但在简单涂胶工艺基础上加入速度选择功能模块,然后在此基础上添加涂胶方向选择功能模块,这些功能实现的关键在于工业机器人控制器、触摸屏、PLC 三者之间的通讯[6],与简单功能涂胶工艺相比,复杂功能涂胶工艺程序工作量较大,在线编程方式不再适用,因此采用离线编程方式,程序设计流程如图3 所示。
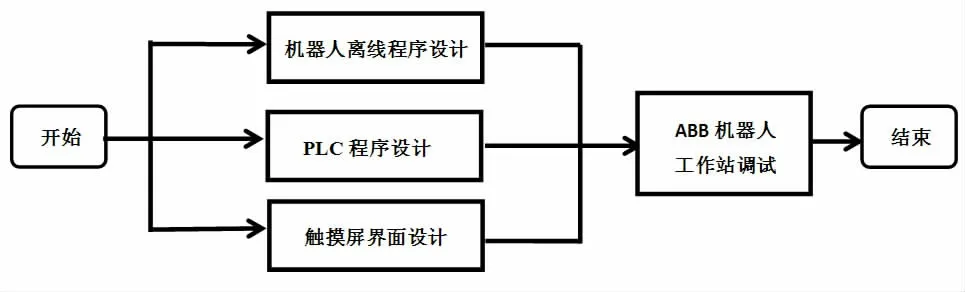
图3 程序设计流程图
2.2.1 速度选择功能
涂胶速度功能需要设置触摸屏高速、中速和低速虚拟按钮地址为M12.0~M12.2,对应的PLC 地址为Q12.0~Q12.2,对应的机器人输入地址为DI_0~DI_2,除此之外,还需在触摸屏上设定虚拟运行按钮,地址为M12.3,对应的PLC 地址为Q12.3,对应的机器人输入地址为DI_3,对应的输入输出信号如表1 所示。
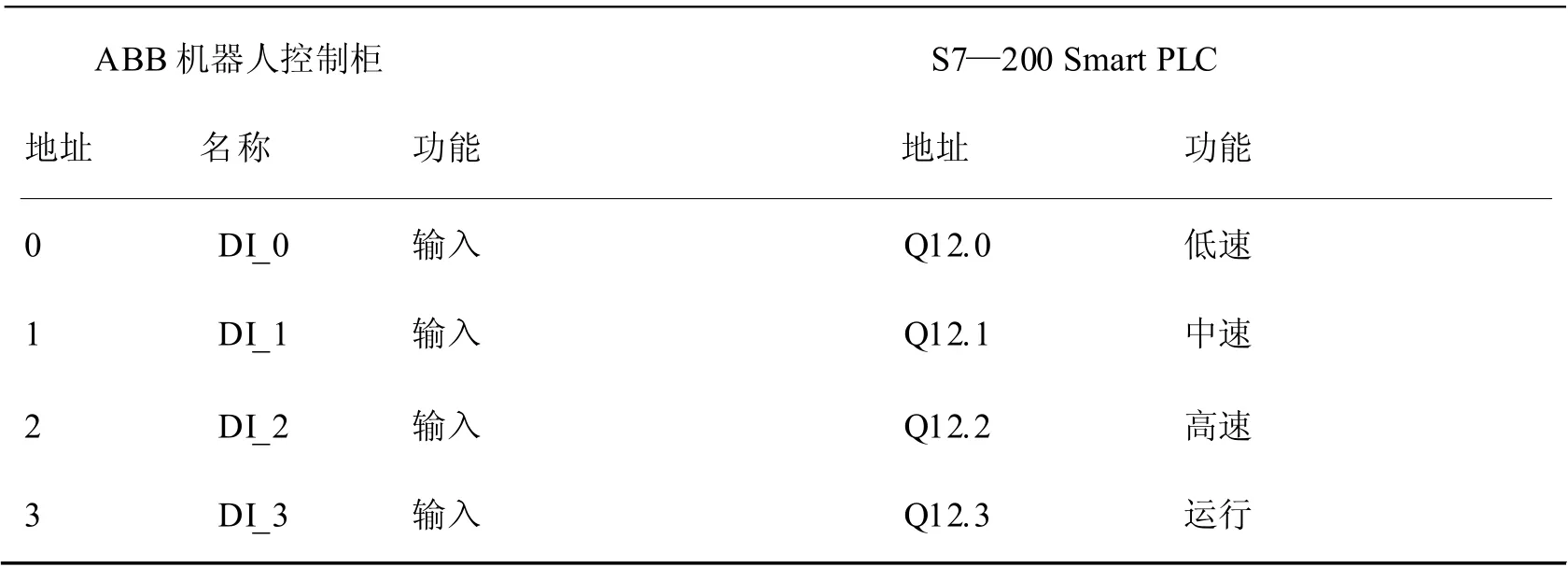
表1 机器人与PLC 对应输入输出信号表
涂胶任务开始前,首先需在触摸屏上选择涂胶轨迹速度,其中高速为500mm/s、中速为300mm/s、低速为100mm/s,按下相应速度按钮,触摸屏会将相应地址数据信息传递给PLC,PLC 将其反馈给机器人,机器人同时获得涂胶速度数据信息,然后按下触摸屏上的运行按钮,机器人将以设定速度进行轨迹涂胶,直至完成所有涂胶任务。
2.2.2 涂胶方向选择功能
在带有速度选择功能的基础上增加涂胶方向选择功能,在触摸屏中添加项目选单,选择A 轨迹和B 轨迹对应的涂胶方向为顺时针或逆时针,新增输入输出信号如表2 所示。

表2 机器人与PLC 对应输入输出信号表
涂胶功能画面如图4 所示,包括运行按钮、速度选择以及涂胶方向选择等功能。

图4 涂胶功能画面
在触摸屏上通过项目选单选择A、B 涂胶方向,触摸屏地址为VB210、VB211,参数选择结束后将其值传递给PLC,其中Q12.4、Q12.5 对应变量输出,以此确认涂胶方向,PLC 接收数据后将其输出与机器人的输入DI_4~DI_5 相对应,机器人获取涂胶方向,然后按下运行按钮,机器人开始执行命令,进行涂胶任务,直至完成后停止。
3 结论
本文以ABB 机器人工作站为基础平台,通过研究涂胶工艺不同的设计方法,即简单功能涂胶工艺设计和复杂功能涂胶工艺设计,简单功能涂胶工艺设计包括在线编程设定涂胶速度、转弯半径以及偏移高度等参数,复杂功能涂胶工艺设计可通过触摸屏选择涂胶速度和涂胶方向,从而能够满足不同生产过程需求,提高涂胶工艺的适应性和鲁棒性,能够有效提高生产效率,有助于企业生产智能化的实现。
猜你喜欢
今日农业(2022年16期)2022-11-09
建材发展导向(2022年1期)2022-03-08
粘接(2021年1期)2021-06-10
电脑报(2020年32期)2020-09-06
电子制作(2018年19期)2018-11-14
科技与创新(2018年20期)2018-10-30
汽车实用技术(2018年15期)2018-08-29
知识就是力量(2018年7期)2018-07-11
中国高新技术企业(2015年12期)2015-03-31
中国火炬(2009年12期)2009-10-17
