
滚筒式食品烘干机全过程温度控制
2021-06-28 14:22李文武陈佳楠
食品工业 2021年6期
李文武,陈佳楠
1.浙江长征职业技术学院(杭州 311113);2.大连理工大学(大连 116024)
稳态ANN模型也称为人工神经网络(ANN)模型,由于该模型只需要根据试验数据就能够完成输入和输出[1],因此,比建立其他详细数理模型更为简单,并且ANN模型的控制策略是控制温度的有效方法之一。滚筒式烘干机是一种专门为烘干设计的操作设备,该设备集烘干冷却干燥为一体,主要适用于酒糟渣、稻壳等行业的大颗粒、大比重物料干燥,如矿石粉、煤泥、煤粉等[2]。由于烘干机的烘干过程是一个极为复杂的过程,不仅内部参数错综复杂、相互影响,也容易受到外界环境的干扰,因此导致烘干机在自动控制方面存在很大难度。中国烘干机大多采用手动控制运行,并采用经验判断的方式完成烘干物的含水率判断[3],该判断方式劳动强度大、控制精度低,导致失烘率较大,严重影响烘干物质量,因此,实现烘干全程温度控制具有重要意义。针对该现象,诸多领域内的研究人员提出多种温度控制方法,如靳淑祎[4]研究的基于BP神经网络算法的食品烘干机温度控制方法,该方法将BP神经网络与PID控制方法相结合,提高BP神经网络算法的收敛速度,实现温度控制,但是该方法在多种环境下会出现相应的控制误差;乌兰等[5]研究的基于改进粒子群优化IPSO算法的茶叶烘干机温度控制方法,该方法通过对粒子群算法(PSO)进行混沌处理,得出一种改进粒子群算法,根据热风炉的实时温度,自动调节热风炉的排烟量,以实现烘干机的温度恒定,该方法在调节过程中,所需要的时间相对较多。因此,提出基于稳态ANN模型的滚筒式烘干机全过程温度控制方法,解决烘干全过程中温度控制精度差、效率低问题。
1 基于稳态ANN模型的滚筒式烘干机全过程温度控制
1.1 滚筒烘干机全过程
1.1.1 滚筒烘干机结构
滚筒烘干机由烘干筒、烘干物入口、旋转筛网筒、热风装置、旋转接头等组成,结构如图1所示。
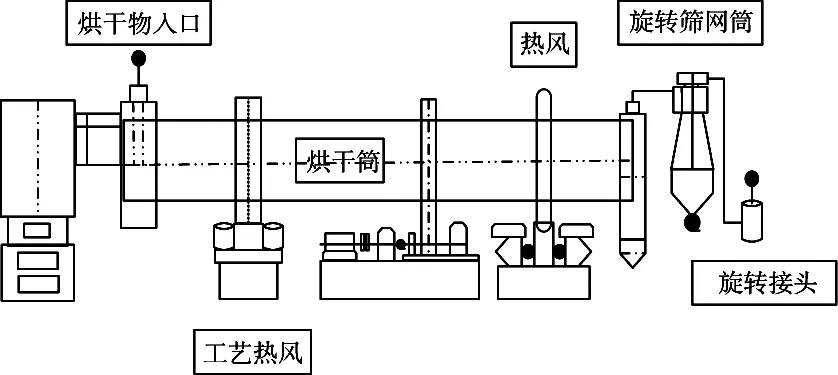
图1 滚筒烘干机结构
烘干物在烘干机中向内部运行时,蒸汽经管路系统输送至蒸汽旋转接头后进入烘干机内壁的薄板夹层中后,对烘干物不断地传导加热;同时工艺热风从前室、后室进入烘筒内,完成与烘干物热交换,实现加快干燥,并保证烘干物能够干燥均匀[6]。风机将烘干过程中产生的湿热空气和粉尘抽到除尘器中,对其除尘后排放。热风气流分成两路:第1路从烘干筒的进料口引入后,与烘干物流动方向相同并与烘干物接触,实现烘干物的脱水干燥,流至烘干机的尾部,通过旋转筛网过滤后,由排潮风机排出烘干机[7];第2路热风气流从烘干筒出口端引入后,直接进入旋转筛网,与第1路含湿量较高的热风混合,使露点温度提高、结露现象降低,通过排潮风机排出烘干机。
1.1.2 烘干全过程温度控制
滚筒式烘干机为完成烘干物脱水量的调节,需要通过调节滚筒筒壁温度完成[8]。其控制原理为:根据烘干物来料流量、入口含水率及设定的出口含水率目标值,通过算法计算获取烘干物所需的脱水量,根据设置初始的筒壁温度和工艺热风温度,最终与烘干机出口含水率检测值和筒壁温度调节构成闭环控制。烘干机实现干燥脱水过程中,工艺热风温度、流量恒定在该过程中均不会发生变化,通过稳态ANN模型调节筒壁入口蒸汽压力,自动调节筒壁温度[9-10],结合排潮风门开度和热风风门开度调节,共同保障烘干机出口目标含水率的符合标准,温度控制流程见图2。
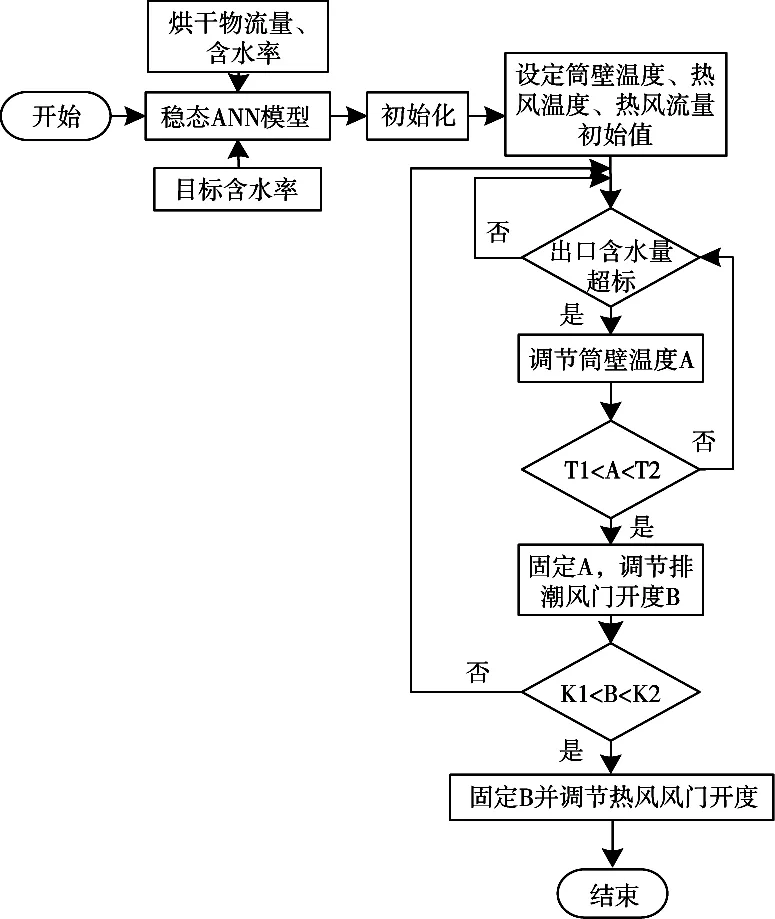
图2 烘干机温度控制流程
根据来料烘干物的流量、含水率及出口目标含水率,设定初始的筒壁温度和工艺热风温度。正常烘干时,当烘干机出口含水率发生变化,烘干机自动调节筒壁温度[11-12],完成烘干机出口含水率的自动控制。如果来料烘干物流量、含水率以及环境温、湿度的变化,引起筒壁温度A调整大于设定的上限值T2或小于设定的下限值T1时,则烘干机将筒壁温度A固定在T1或T2上后,自动调节排潮风门开度B,排潮风门开度B调整到设定的最大临界值K2或最小临界值K1时,也无法保证来料烘干物出口含水率到达目标含水率,则调节热风风门开度程序启动[13],保障来料烘干物出口目标含水率符合设定值,实现烘干全过程温度自动控制。
1.2 稳态ANN模型
稳态ANN(人工神经网络)如下。
1) 确定人工神经网络结构、输入层点数和隐含层节点数,并完成各层权系数初始值的设定后,挑选合适的学习率和惯性因子。
2) 计算人工神经网络各层的输入和输出,并将控制器的可调参数hp、hi、hdQ作为网络的最后输出。
3) 选择增量式数字PID控制算法,实现控制器的输出的计算。
4) 实行网络学习并完成权系数的在线调整,自适应调整PID控制参数。
5) 返回步骤(2)。
人工神经网络的输入为:

式中:x为输入参数。
人工神经网络隐层的输入和输出分别为:

采用Sigmoid函数为:

人工神经网络输出层的输入和输出分别为:

式中:输出层权系数、输出节点数和输出层神经元的活化函数分别为wli(3)、l和f2。由于输出的是PID的3个可调参数,因此l取值1、2、3。
通过线性函数增加输出范围为:

1.3 基于稳态ANN模型的温度控制算法
基于稳态ANN模型控制原理的控制算法,整个温度控制过程分为A和B这2个过程。
过程A通过将烘干物流量Tdb(t)和含水率Twb(t)与设定值作对比获取误差信号,将获取的误差信号输入模糊逻辑控制器(FLC)中进行处理,并计算中间控制变量的变化值作为筒壁温度调节值,分别用dRs(t)和dRl(t)表示。
过程B由ANN和逆ANN模型2个重要部分组成,其主要是依据物料所需烘干温度计算所需排潮风门开度和热风风门开度,结合A过程完成烘干过程温度控制[14]。
在控制过程B中,由稳态ANN模型计算得出滚筒式烘干机当前所需排潮风门开度和热风风门开度对应的输出温度值Rs(t)和Rl(t)。下一时刻滚筒式烘干机的目标输出为当前烘干机的Rs(t)、Rl(t)和FLC计算所得中间控制变量之和,分别为Rs(t+1)和Rl(t+1)。
通过逆ANN模型,将计算得出的Rs(t+1)和Rl(t+1)对应的排潮风门开度和热风风门开度,作为实际控制信号传输至受控装置,完成滚筒式烘干机全过程温度控制[15]。具体见图3。
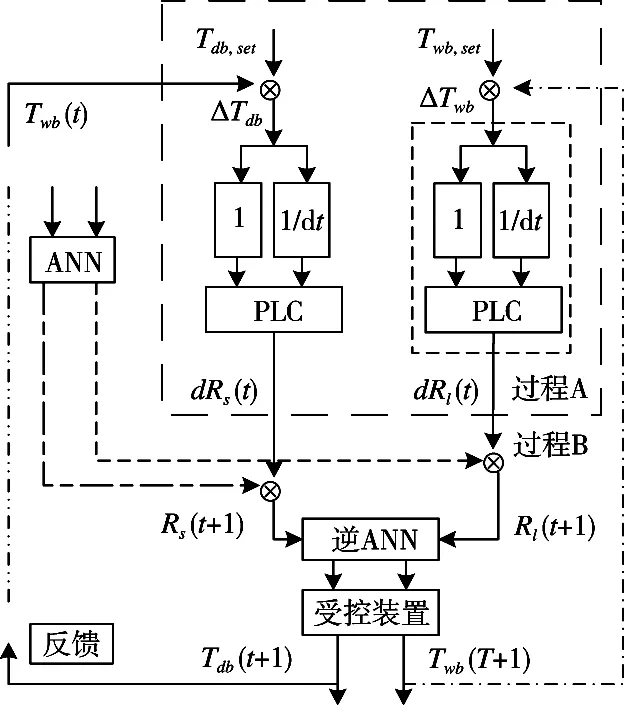
图3 基于稳态ANN模型的温度控制原理
2 测试分析
将试验方法应用在型号为HAUNI KLD-2的滚筒式烘干机上,并采用基于BP神经网络算法的温度控制方法(文献[4]方法)、基于改进粒子群优化IPSO算法的温度控制方法(文献[5]方法)与试验方法进行对比。测试试验方法的控制性能。试验环境温度为正常室内温度20 ℃。
2.1 可行性测试
设置理想的烘干温度150 ℃、时间720 s,测试3种方法在相同时间内,热风温度、排潮频率、筒壁温度3项测试指标的变化,其结果见表1和表2。
分析表1和表2可以看出,在相同时间内,试验方法控制热风温度变化及筒壁温度变化幅度较小,误差比均在3.1%以下,且排潮频率能够根据设定温度要求自动调频,在实现恒温控制的同时,减少能量损耗,达到节能减排的目的。另外2种对比方法的控制热风温度变化及筒壁温度变化幅度较大,并且频率为定值无法自动调节,会造成电能的损耗增加。说明试验方法的具备控制可行性,烘干全过程中的温度控制效果更好。
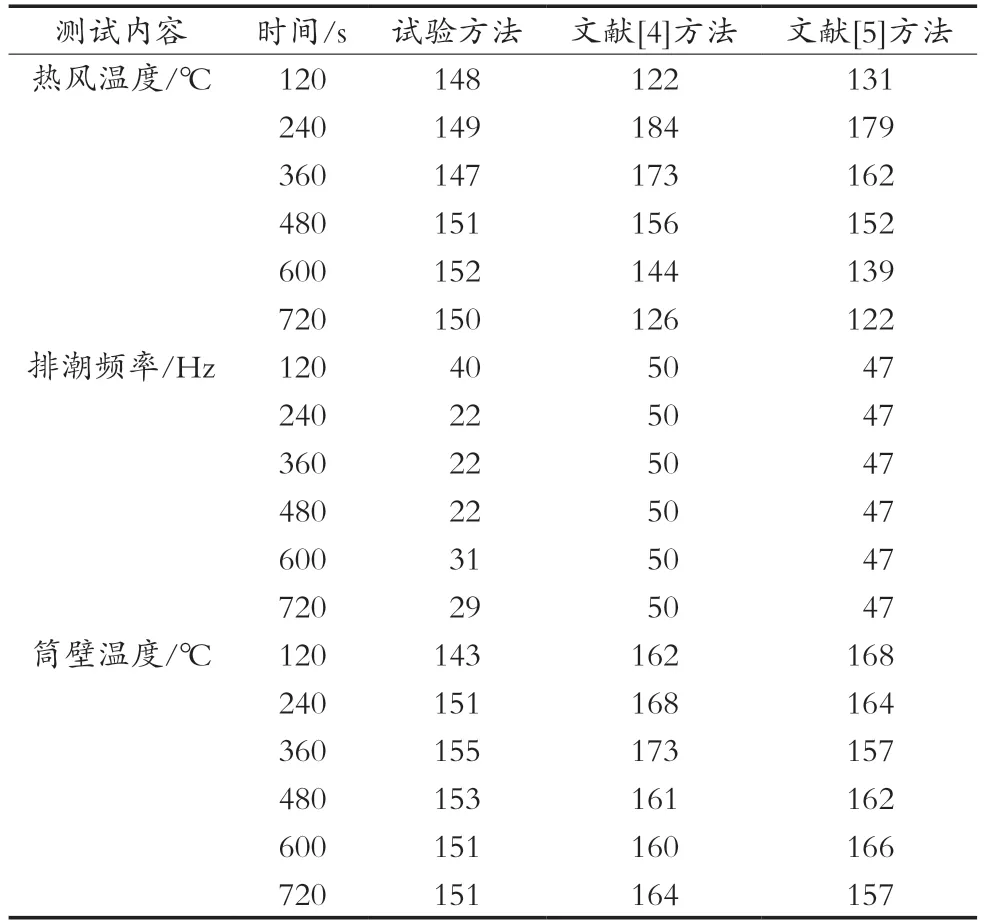
表1 3种方法的指标测试对比结果
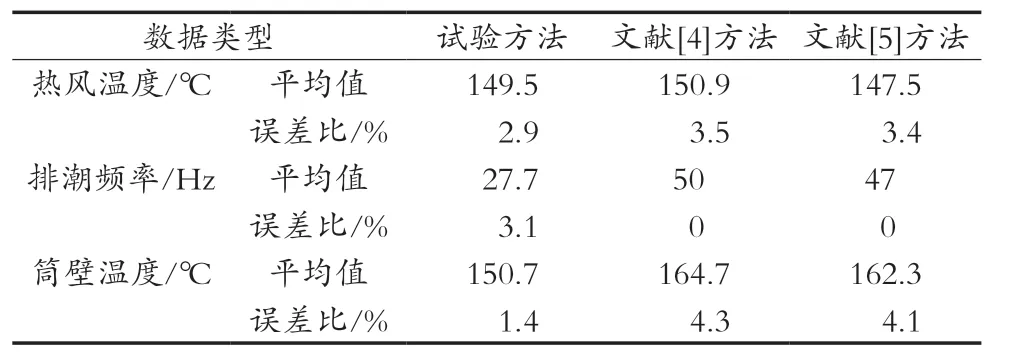
表2 3种方法的数据对比结果
为进一步测试试验方法的性能,测试3种方法在室温-5 ℃、25%的电力负荷干扰与2.3 Hz频率干扰的3种情况下,在不同时间内的升温情况,其结果见表3。
分析表3可以看出,在室温-5 ℃、25%电力负荷干扰与2.3 Hz频率干扰的3种情况下,试验方法均能够在300 s内完成指定温度的升温控制。另外2种对比方法无法在300 s内完成指定温度的升温控制,说明试验方法的控制性能更优。升温耗时短,也间接说明试验方法的烘干效率较高。
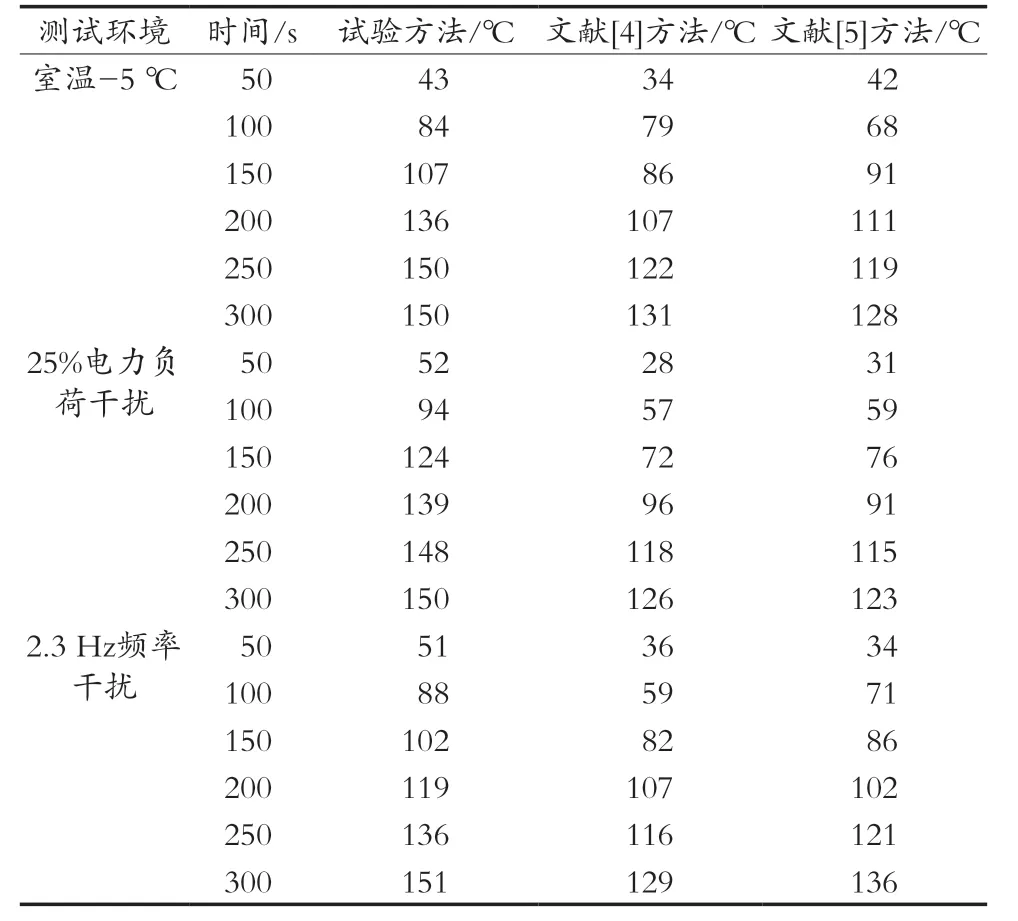
表3 3种方法所需时间对比结果
2.2 稳定性测试
温度控制的稳定性,决定了烘干物烘干后的质量和品质。因此为测试试验方法的稳定性,在滚筒式烘干机达到理想温度后,采用3种方法控制滚筒式烘干机温度在720 s内维持稳定,测试结果见图4。
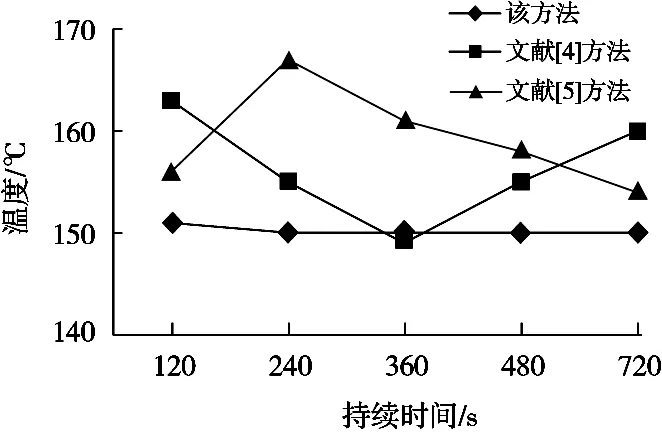
图4 3种方法的恒温对比结果
通过分析图4可以看出,试验方法对温度的恒温控制过程中,整体温度均没有较大浮动,一直处于平稳状态。另外两种对比方法在恒温控制过程中,均出现较大的温度变化。说明试验方法的控制稳定性较好,能够有效保证烘干物的烘干质量。
为进一步测试试验方法的稳定性,室温-5 ℃、25%电力负荷干扰与2.3 Hz频率干扰时,测试在720 s内3种方法的恒温控制情况,其结果见图5和表4。
分析图5的3种情况下的恒温控制结果可以看出,试验方法的控制效果优于另外2种对比方法。在试验方法的控制下,在室温5 ℃、25%电力负荷干扰与2.3 Hz频率干扰的情况下,烘干机的恒温持续均相对稳定,没有大幅温度变化情况。另外2种对比方法,均出现温度上下浮动情况,进一步说明试验方法的控制稳定性较好。

图5 不同干扰情况下3种方法的恒温控制结果
统计试验过程中3种方法的各项性能,统计结果见表4。
分析表4能够看出,在室温5 ℃、25%电力负荷干扰与2.3 Hz频率干扰的情况下,试验方法的超调量、稳态误差等6项性能指标均优于另外2种对比方法。说明试验方法的性能较好。
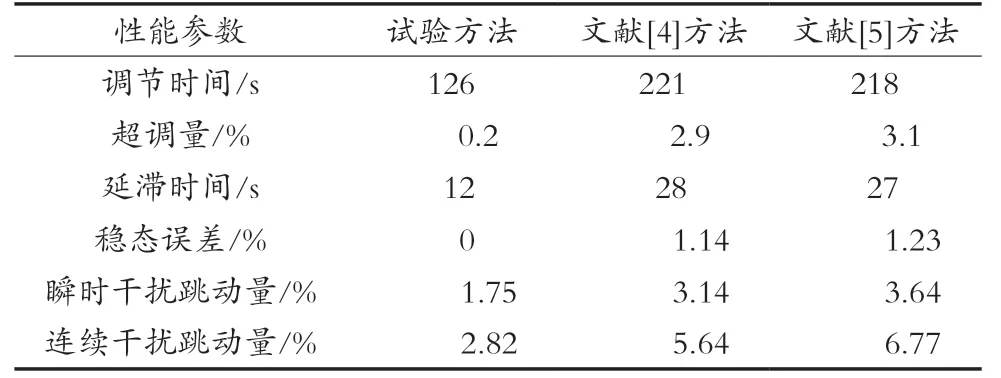
表4 3种方法的多项性能对比结果
2.3 抗干扰性测试
在试验对象升温至150 ℃后,在维持恒温状态360 s时,加入幅值20~80的瞬时干扰与连续干扰,测试3种方法的温度控制过程的抗干扰性能,其结果见图6。
分析图6可以看出,试验方法在幅值20~80的瞬时干扰与连续干扰的情况下稳态状态好,温度浮动较低。另外2种对比方法均呈现温度浮动相对较大的情况,且稳态状态较差,超调量大,延滞时间较长。说明幅值的大小对于试验方法的影响可以忽略不计,间接说明该方法具有良好抗干扰性。

图6 3种方法的瞬时干扰与连续干扰的对比结果
2.4 烘干率测试
为测试试验方法的烘干率,在25%的电力负荷干扰情况下,采用3种方法对不同质量的烘干物烘干过程进行温度控制,并统计烘干结果见表5。
分析表5可以看出,在25%电力负荷干扰情况下,即使随着烘干物质量的增加,试验方法温度控制下的烘干物失烘率均在2%以下,并没有受到质量增加的影响;另外2种对比方法温度控制下的烘干物烘干率均值分别为90.52%和90.63%,远低于试验方法。说明试验方法的温度控制较为精准,失烘率极低。
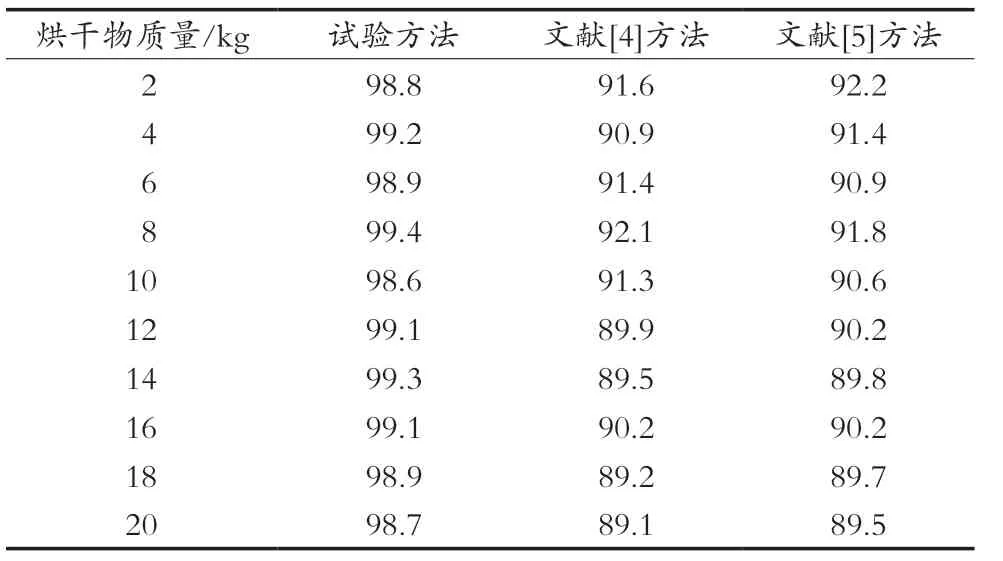
表5 3种方法温度控制下的烘干率对比结果 单位:%
3 结语
试验建立基于ANN模型的滚筒烘干机全程温度控制方法。该方法有效利用基于稳态ANN模型完成壁筒温度、排潮及热风门开度完成烘干全过程温度控制。通过试验说明,该方法在控制性能测试中,能够根据设定温度要求自动调频,并300 s内完成指定温度的升温控制;稳定性能测试中,在不同干扰情况下,全程的温度控制均较为平稳,没有出现温度上下浮动较大的情况;抗干扰的测试中,在幅值20~80的瞬时干扰与连续干扰的情况下,依旧能够快速且超调量小的完成温度控制。后续将开展运用试验方法控制多个温度之间的反复跳跃相关研究。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
价值工程(2019年21期)2019-09-08
设备管理与维修(2019年1期)2019-02-22
科技与创新(2018年23期)2018-12-18
电子制作(2018年16期)2018-09-26
制造技术与机床(2017年3期)2017-06-23
西藏科技(2016年9期)2016-09-26
电子制作(2016年21期)2016-05-17
现代农业装备(2015年4期)2015-12-15
现代农业装备(2015年4期)2015-12-15
