
滚塑专用聚乙烯YC7151U的性能及改进
2021-07-02 02:16霍金兰张静宇蔡立恒
合成树脂及塑料 2021年3期
杜 杰,霍金兰,张静宇,刘 浪,蔡立恒
(陕西延长中煤榆林能源化工有限公司,陕西 靖边 718500)
国内滚塑加工行业发展迅速,近年来,以每年10%~15%的增长率快速发展,现处于稳定发展的成熟期。滚塑产品具有加工窗口比较宽,抗冲击性能优异,成型性能好,强度高等特点。滚塑成型适用于模塑大型及特大型制件,多品种、小批量塑料制品的生产。滚塑成型极易变换制品的颜色,适用于成型各种复杂形状的中空制品,节约原料。对其他工艺难以成型的中空异型复杂制品,滚塑成型工艺具有明显的优势。国内已能制备容积达60 000 L贮槽以及高速全速游艇等大型塑件[1],但与国外发达国家相比差距相对较大。20世纪90年代初,在美国滚塑协会注册的滚塑制品就已超过5 000种,而国内目前只有40多种。国内70%的市场份额依赖进口,主要来自泰国、韩国等[2]。2019年,陕西延长中煤榆林能源化工有限公司成功开发了滚塑专用聚乙烯YC7151U,针对产品开发期间产生的拉伸断裂标称应变偏低、黄色指数波动较大、悬臂梁缺口冲击强度偏低等问题进行分析,通过采取调整产品密度、熔体流动速率、挤压机调节门开度等措施,以使最终产品性能不低于国内同类装置产品水平。
1 生产装置
陕西延长中煤榆林能源化工有限公司线型低密度聚乙烯装置采用美国Univation公司的Unipol气相流化床聚乙烯生产工艺,装置生产能力为300 kt/a,操作时数为8 000 h/a,可生产密度为0.915~0.965 g/cm3的高、中、低密度聚乙烯。自2014年开车至今,已生产了薄膜、注塑、拉丝、滚塑等领域聚乙烯。
1.1 主要参数控制
为防止下游客户在加工产品期间出现粒料偏软现象,将产品密度典型设定值较对比试样(中国石油化工股份有限公司齐鲁分公司的DNDB7151U)偏高一些,为(0.936±0.002)g/cm3,以提高产品硬度。将产品熔体流动速率典型值设定为(5.5±1.0)g/10 min,以保证产品加工期间的流动性。
1.2 YC7151U的制备
采用钛系催化剂作为主催化剂,三乙基铝为助催化剂,1-丁烯为共聚单体,调节产品密度,氢气为链终止剂,调节产品熔体流动速率。反应温度设定为90 ℃,总压设定为2.150 MPa。共生产了8个批次的YC7151U,每批次在固定取样点取1个试样进行产品性能测试,分别记作试样1~试样8。
2 生产过程中存在的问题
2.1 YC7151U拉伸断裂标称应变偏低
力学性能受产品相对分子质量及其分布等分子链结构的影响,同时受球晶尺寸等凝聚态结构的影响也很大[3]。对于存在屈服点的韧性材料,利用产品拉伸断裂标称应变测量产品拉伸性能更加准确。YC7151U拉伸断裂标称应变企业标准设计值为大于等于100%,在生产过程中,此指标低于100%。
2.2 YC7151U黄色指数波动较大
在生产过程中,产品黄色指数波动较大,通过调节相关参数,降低黄色指数并保持平稳。挤压机调节门开度对产品黄色指数影响较大,调节门开度较大时,黄色指数基本在-2.0以下,调节门开度逐渐降低,黄色指数上升较快,升至0.4。
2.3 YC7151U冲击强度偏低
冲击强度是评价材料抗冲击性能或判断材料脆性和韧性程度的一个重要指标。影响产品冲击强度的因素包括密度、熔体流动速率等。8个批次YC7151U中有2个试样冲击强度指标低于8.0 kJ/m2,而对比试样冲击强度高于8.0 kJ/m2,YC7151U冲击强度偏低。
3 解决措施
3.1 YC7151U拉伸断裂标称应变
3.1.1 调节产品密度
产品密度是影响拉伸断裂标称应变的重要因素。产品密度主要由共聚单体1-丁烯的加入量决定。共聚单体加入量越大,产品密度越低。生产过程中逐渐增加共聚单体加入量,将1-丁烯与乙烯摩尔比由0.173逐渐增加到0.187,则产品密度由0.936 4 g/cm3降至0.934 2 g/cm3,拉伸断裂标称应变由102%升至343%。通过调节密度提高了产品的拉伸断裂标称应变。从图1可以看出:随着产品密度降低,拉伸断裂标称应变基本处于逐步上升的趋势。
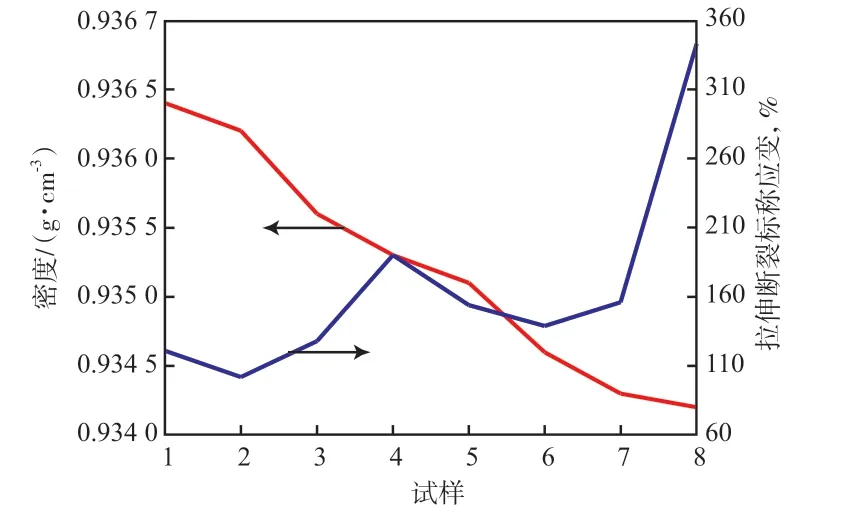
图1 YC7151U的密度与拉伸断裂标称应变Fig.1 Density of YC7151U as a function of elongation at break
3.1.2 调节熔体流动速率
熔体流动速率是影响产品拉伸断裂标称应变的重要因素。产品熔体流动速率主要由氢气加入量控制。氢气加入量越小,产品熔体流动速率越低。生产过程中逐渐降低氢气加入量,将氢气与乙烯摩尔比由0.370逐渐降至0.342,产品熔体流动速率由6.2 g/10 min降至5.4 g/10 min,拉伸断裂标称应变由128%升至343%。通过调节熔体流动速率可提高产品的拉伸断裂标称应变。从图2可以看出:产品熔体流动速率与拉伸断裂标称应变基本成反比。
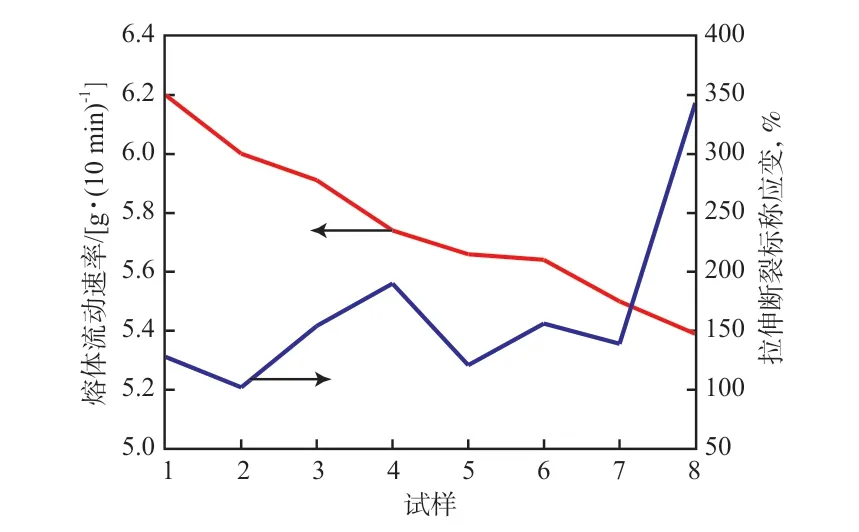
图2 YC7151U的熔体流动速率与拉伸断裂标称应变Fig.2 Melt flow rate of YC7151U as a function of elongation at break
3.1.3 调节门开度
从图3可以看出:调节门逐渐减小后,产品拉伸断裂标称应变变化无规律,所以,调节门开度对拉伸断裂标称应变影响无一定规律。
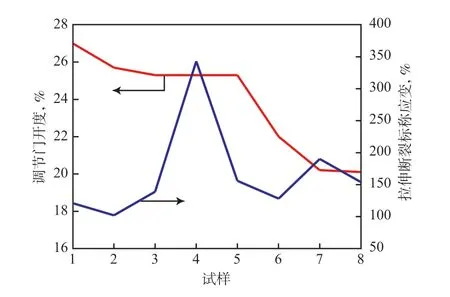
图3 调节门开度与YC7151U的拉伸断裂标称应变Fig.3 Door opening as a function of elongation at break of YC7151U
3.2 YC7151U的黄色指数
调节YC7151U黄色指数的措施较多,包括调整挤压机调节门开度,调整三乙基铝浓度,降低粉料中烃类物质,控制挤压机温度,调整添加剂配方以及投用蒸汽量[4]等。其中,三乙基铝浓度、粉料中烃类物质含量、挤压机温度、添加剂配方以及蒸汽用量均未改变,故只对挤压机调节门开度进行分析。当挤压机调节门开度较小时,聚乙烯在挤压机内混炼时间长且温度高,造成熔融聚乙烯降解、氧化,导致黄色指数增加。适当增大混炼机调节门开度,达到降低产品黄色指数的目的。从图4可以看出:当调节门开度由20.2%调高至26.3%,YC7151U黄色指数由0.4降至-3.0。从图4还可以看出:调节门开度增加至23%后,黄色指数降至-2.0以下,随着调节门开度继续增大,黄色指数最低降至-3.0,但整体基本维持在-3.0~-2.0。
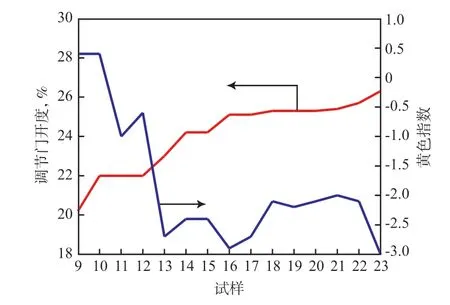
图4 调节门开度与YC7151U的黄色指数Fig.4 Door opening as a function of yellow index of YC7151U注: 试样9~试样23为装置正常运行期间所取的频率样。
3.3 YC7151U的冲击强度
产品密度偏高造成产品冲击强度偏低,降低产品密度可适当提高产品冲击强度。产品密度是由共聚单体1-丁烯加入量决定的。从图5可以看出:YC7151U密度与悬臂梁缺口冲击强度基本成反比。生产过程中,逐渐增加共聚单体1-丁烯加入量,将1-丁烯与乙烯摩尔比由0.173增至0.187,产品密度由0.936 4 g/cm3降至0.934 2 g/cm3,产品悬臂梁缺口冲击强度由6.0 kJ/m2升至9.9 kJ/m2。当共聚单体1-丁烯加入量较大时,产品分子链上支链多而长,呈树枝状,结晶度低,无定形区域多,所以在受到冲击时能吸收大量能量,悬臂梁缺口冲击强度好。

图5 产品密度与23 ℃时的悬臂梁缺口冲击强度Fig.5 Density of YC7151U as a function of notched Izod impact strength at 23 ℃
4 与同类产品对比
4.1 产品性能
目前,市场上的滚塑专用聚乙烯中,对比试样DNDB7151U的市场占有率较高,也是滚塑加工厂家认可的产品。从表1可以看出:YC7151U的拉伸强度、弯曲强度优于对比试样,悬臂梁缺口冲击强度稍低于对比试样。
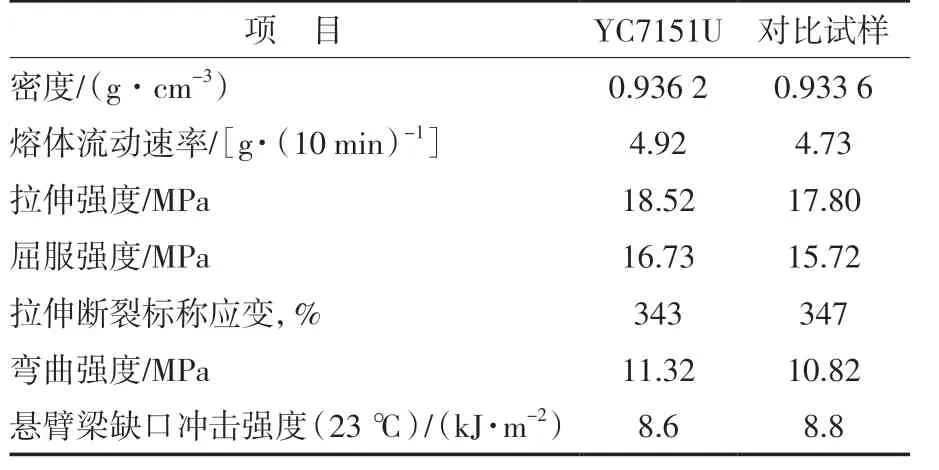
表1 YC7151U与对比试样的力学性能数据Tab.1 Mechanical properties of YC7151U and contrast samples
4.2 差示扫描量热法分析与凝胶渗透色谱分析
采用珀金埃尔默仪器(上海)有限公司的DCS8000型差示扫描量热仪测试试样的熔点、结晶度。采用西班牙Polymer Char公司的GPC-IR型高温凝胶色谱仪测试试样的重均分子量、相对分子质量分布、甲基支化度。
由于滚塑成型加工方法特殊,要求聚乙烯熔体在高温条件下持续较长时间。从表2可以看出:与对比试样相比,YC7151U的结晶度、熔点较高,与甲基支化度较低相匹配;YC7151U的相对分子质量分布较宽且熔体流动速率大,初步判断,YC7151U具有更好的加工性能。
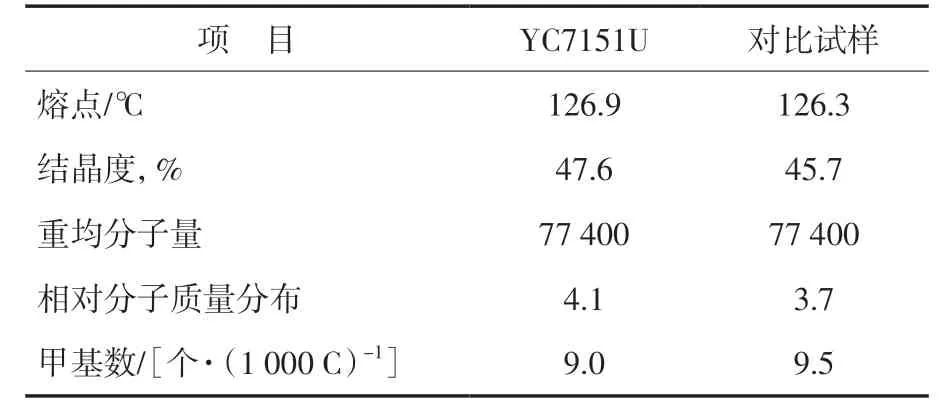
表2 YC7151U与对比试样的差示扫描量热法分析与凝胶渗透色谱分析数据Tab.2 DSC and GPC data of YC7151U and contrast samples
4.3 光老化实验
光老化实验原理为滚塑产品经过吹塑形成50 μm厚的薄膜,再通过紫外光诱导氧化后,将聚乙烯转变成激发态,被激发的C—H易与氧反应,形成氢过氧化物,然后分解成自由基,按氧化机理降解。光老化发生的反应有断裂和交联,反应后羰基、羧基、不饱和物含量及交联结构增加,虽然老化开始时交联占优势,但随后断裂占主导,最终导致聚乙烯的相对分子质量减小,进而导致聚乙烯的力学性能下降。从图6可以看出:在紫外光老化10 d后,YC7151U的拉伸强度较未老化时降低了17%,对比试样的拉伸强度较未老化时降低了21%,说明YC7151U的防紫外光老化性能优于对比试样。

图6 紫外光老化对YC7151U与对比试样薄膜拉伸强度的影响Fig.6 Effect of UV Aging on tensile strength of YC7151U and contrast films
5 结论
a)滚塑专用聚乙烯YC7151U生产过程中,应严格控制密度、熔体流动速率以及挤压机调节门开度,保证YC7151U拉伸断裂标称应变、黄色指数及冲击强度的优等性。
b)降低密度与熔体流动速率可提高YC7151U拉伸断裂标称应变。
c)增大调节门开度可减少YC7151U黄色指数。
d)降低密度、熔体流动速率可提高YC7151U的冲击强度。
猜你喜欢
大型铸锻件(2022年4期)2022-08-16
铝加工(2021年6期)2021-12-04
有色金属材料与工程(2021年2期)2021-11-28
科学与财富(2021年33期)2021-05-10
北京汽车(2021年2期)2021-05-07
铝加工(2020年6期)2021-01-13
上海计量测试(2020年4期)2020-08-31
发电技术(2020年3期)2020-06-29
戏剧之家(2018年21期)2018-10-19
中国纤检(2016年10期)2016-12-13
