
23规格线材轧制孔型工艺的优化
2021-07-02 03:40张杰
武汉工程职业技术学院学报 2021年2期
张 杰
(宝山钢铁股份有限公司 钢管条钢事业部条钢部 上海:201900)
0 引言
冷镦钢盘条Φ23规格线材主要用于汽车用紧固件和连接件,对表面质量要求较高。Φ23规格盘条直径大,在轧制Φ23规格时,中轧机12架至14架孔型要由常规系列切换为专用系列,12架和14架进口滚动导卫需更换专用滚动导卫,这无形中增加了切换成本和备件成本。由于12架和14架采用专用轧槽和专用进口滚动导卫,成品机组采用4个机架出成品,易出现盘卷冷镦开裂问题,主要原因是成品机组来料控制和辊缝不匹配,导致28架轧件产生交替性耳子,经后续轧制产生折叠缺陷;同时由于成品机组对中存在一定的偏差,易在盘卷上产生如图1所示的划伤缺陷。在轧件咬入成品机架时对辊环的冲击力较大,会造成29架和30架辊环开裂,也会对设备辊箱产生严重损害。为了解决上述问题,本文对Φ23规格线材轧制孔型工艺进行了研究。

图1 划伤缺陷形貌
1 轧制新工艺考虑
Φ23规格线材轧制时,孔型配置为粗中轧使用1架至14架,共14个机架。其中,12架到14架使用专用孔型,预精轧和精轧机全部空过,成品机组使用30架出成品。
在考虑新工艺方案时,一方面,为了能够实现中轧机孔型归并,减少备件浪费和规格切换时间,中轧机专用孔型归并为常规孔型;另一方面,为了避免成品轧机辊环开裂,以及成品机组对中不佳在盘卷表面产生划伤和成品机组来料与轧机辊缝不匹配产生的开裂,考虑成品机组由30架出成品优化为28架出成品,即成品机组轧制道次由原来4个道次减少为2个道次,新的工艺路线如图2所示。
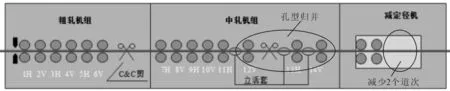
图2 Φ23规格轧制新工艺布置图
2 轧制孔型工艺设计
2.1 孔型系统选择
现代高速线材轧机对延伸孔型系统的轧件几何形状和尺寸精度要求较高。图3中的圆-椭圆-圆孔型系统能够实现轧件的均匀变形,无较尖的棱角使轧件冷却均匀,利于去除轧件上的氧化铁皮且尺寸波动小[1],再加上滚动导卫装置的普遍应用,足以满足现代高速线材轧机对延伸孔型系统的需要。

图3 圆-椭圆-圆孔型系统
考虑到成品机组孔型设计与粗中轧常规孔型的匹配,成品机组轧制道次的最后2个孔型设定为圆-椭圆-圆孔型系统,椭圆孔型选定为单圆弧孔型,圆孔型选定为二倍半径扩张圆孔型。
2.2 成品机组延伸率分配和孔型设计
由于原工艺中轧机12架到14架使用的是专用孔型,14架出口轧件天地尺寸为30mm左右,而中轧机使用常规孔型时,14架出口轧件天地尺寸为27mm左右。对于成品机组来说,来料明显变小了,不仅两个机架的延伸率要重新分配,而且孔型也要全部重新选择和计算。根据孔型系统选择方案,成品前孔和成品孔使用椭圆孔-圆孔。在孔型选择好之后,从成品孔开始按逆轧制顺序设计。按逆轧制顺序分配延伸系数,先设计成品圆孔型尺寸,再设计成品前孔椭圆孔型尺寸。
轧制各道次变形量分配应满足总延伸系数等于各道次延伸系数之积,总延伸系数μ∑为:
(1)
式(1)中,F1,F2,F3…,Fn-1分别为各道次的轧件断面积,μ1,μ2,μ3,μn-1,μn分别为第一道次、第二道次、第三道次以及成品前孔和成品孔的延伸系数,因此上式可以转化为:
μ∑=μ1μ2μ3…μn-1μn
(2)
通过公式(1)的计算,结合成品断面尺寸,算出Φ23规格的总延伸系数为:

根据粗中轧14个机架的总延伸系数,通过公式(2)可计算出Φ23规格成品机组的延伸系数为:
根据前述孔型选择,椭圆孔型选定为单圆弧孔型,圆孔型选定为二倍半径圆孔型,椭孔延伸系数初步选定1.2~1.3,圆孔延伸系数初步选定1.1~1.2。首先设计28架成品孔孔型,计算出包括孔高、孔型宽度、开口度、辊缝等参数;其次再设计27架孔型尺寸,包括孔高、孔型宽度和孔型半径等参数,然后通过计算轧件在孔型中的实际尺寸,验算在孔型中的充满度,椭圆孔型一般控制在0.9左右,圆孔孔型一般控制在0.93~0.95左右。若充满度偏低,再通过调整孔型参数,达到合适的孔型充满度。通过孔型计算和充满度验算,计算出27架与28架孔型尺寸如表1所示。最终设计的孔型图如图4所示。

表1 成品机组孔型参数 (单位:mm)

图4 成品机组孔型图
2.3 导卫配置
由于中轧机孔型是常规使用孔型,故粗中轧导卫配置可以不变。对于成品机组导卫来说,根据轧件实际尺寸和孔型尺寸,确定27架进出口导卫和28架进出口导卫。同时,根据27架椭圆孔型尺寸,设计28架滚动导卫导辊,参数如表2所示,并确定合适开口度。

表2 导卫导辊参数 (单位:mm)
3 机组内张力控制
3.1 减面率及负载分析
减面率是影响轧机负荷的关键因素,由于中轧机孔型是常规孔型,孔型归并后减面率不变,故负载不会有问题。通过对成品轧机的减面率进行测算,孔型设计好后的27架和28架减面率较原工艺均有所下降,如表3所示。

表3 成品机组减面率对比数据(%)
3.2 堆拉关系及离合器选择
堆拉关系是指在连续轧制时,随着轧件断面的压缩轧制,其轧制速度递增,保持正常轧制的条件是轧制线上每一机架的秒流量保持相等[2]。连续轧制时各机架与轧件的关系为:
F1V1=F2V2=……=FnVn
(3)
式(3)中,F1,F2,……,Fn表示轧件通过各机架时的轧件断面积;V1,V2,……,Vn表示轧件通过各机架时的轧制速度。
式(3)可简化为:
F1D1n1=F2D2n2=……=FnDnnn=C
(4)
式(4)中,D1,D2,……,Dn表示各机架的轧辊工作直径;n1,n2,……,nn表示各机架的轧辊转速。通过断面面积和工作辊径的计算,27架和28架相应参数如表4所示。

表4 断面面积和工作辊径参数表
轧件在各个机架轧制时的秒流量相等,即为一个常数,称为连轧常数。但是实际上保持秒流量相等使连轧常数恒定是相当困难的,一般对线材在连续轧机上机组与机组之间采取堆钢轧制,而机组内的机架与机架之间采取拉钢轧制。
拉钢系数是堆钢或者拉钢的一种表示方法,以Kn代表第n道的堆拉关系时:
(5)
根据连轧常数计算公式,结合孔型计算面积、工作辊径及轧辊转速,并根据轧钢经验,拉钢易于操作控制,选取了合适的离合器配比,机组内张力计算为1.001,即Kn>1,为拉钢轧制。
4 新工艺生产效果
4.1 轧机扭矩对比
Φ23规格线材轧制中轧机孔型归并后,规格切换减少了轧槽及相应导卫更换,成品机组减少2道次后,规格切换时间可减少10min。同时,由于孔型工艺优化,产线所用轧辊、辊环和导卫的周转准备备件也有所减少。
从成品机组28架出成品的工艺来看,27架减面率下降6.69%,28架减面率下降6.39%。从现场轧机实际整体扭矩来看,新工艺下降了7~10kN·m左右,如图5所示。减面率和轧机整体扭矩的降低,对设备使用寿命起到一定的延长作用。

图5 扭矩对比图
4.2 大批量生产情况
Φ23规格孔型工艺优化后,现场小批量试制取得了很好的效果,后续大批量生产保持了产线的平稳顺行,轧件尺寸控制达到用户要求,表面划伤和开裂缺陷得到了很大改善,表面质量达到用户要求,成材率较改进前提高了0.75%。
5 结论
为了解决Φ23规格线材存在的质量缺陷和生产风险,对轧制孔型工艺进行了如下优化:
(1)归并了中轧机专用孔型与常规孔型,成品机组轧制道次由4道次减少为2道次,重新设计了27架和28架的孔型参数,优化了成品机组的轧制孔型工艺。
(2)中轧机专用孔型与常规孔型归并后,各机架减面率未发生明显变化,成品机组减少2道次后,轧机减面率减小了6%~7%,成品机组实际扭矩下降了7~10kN·m左右。
(3)中轧机孔型归并后,规格切换减少了轧槽及相应导卫更换。成品机组减少2道次后,规格切换时间可减少10分钟。同时,由于孔型工艺优化,产线所用轧辊、辊环和导卫的周转准备备件也有所减少。
(4)Φ23规格轧制孔型工艺优化后,实现了批量生产且产线顺行,尺寸控制达到了用户要求,表面质量得到很大改善,成材率提升0.75%左右。
猜你喜欢
上海金属(2022年6期)2022-11-25
山东冶金(2022年4期)2022-09-14
中国临床医学影像杂志(2022年6期)2022-07-26
钢管(2020年5期)2020-12-22
商品与质量(2020年23期)2020-10-09
天津冶金(2018年1期)2018-06-13
商情(2017年38期)2017-11-28
天津城建大学学报(2015年5期)2015-12-09
轴承(2015年9期)2015-07-26
天津冶金(2014年4期)2014-02-28
