
CM用量对AEM/CM/TPEE共混胶性能的影响
2021-07-16 05:29董晓坤邓涛
橡塑技术与装备 2021年13期
董晓坤,邓涛
(青岛科技大学 高分子科学与工程学院,山东 青岛 266042)
随着当今社会的发展和进步,高分子材料逐渐被应用于人们生活的各个领域,在生活的方方面面起着不可或缺的作用。而随着高分子应用领域越来越宽,一些传统的高分子材料逐渐不能满足日益增长的性能要求,例如,随着涡轮增压技术的逐渐发展,对汽车油管的耐油耐热性能提出了更高的要求, 因此传统的丁腈橡胶逐渐被淘汰和取代。
乙烯-丙烯酸酯弹性体(AEM G)作为最近几年新兴的高分子材料,主链为饱和的C—C链段,且侧链含有极性基团,因此具有优异的耐老化和耐油性能[1],常被用来取代NBR生产液压胶管,吸引了人们广泛关注。TPEE是一种新型的聚酯弹性体,是一种含由硬段和软段嵌段共聚物,具有极佳的耐油性[2]。近几年,在TPEE 改良增强型品种、高性能及高功能化品种 、高附加值品种、合金化品种等研发方面颇有成效。
橡胶共混改性是橡胶加工过程中常用的改性方式[3],其将两种性能不同的高分子材料进行共混,使二者性能进行互补,取长补短,得到一种一种综合性能优异的高分子材料。本实验前期将具有优异耐油耐高温性能的AEM橡胶与TPEE树脂进行熔融共混,希望制得一种耐油耐高温的共混胶,但发现因为二者拉伸行为不匹配,导致物理机械性能较差,所以,本实验在AEM/TPEE共混胶中引入第三相氯化聚乙烯(CM),一方面,期望CM作为一种相容剂,增加共混胶之间的相容性,改善其物理机械性能;另一方面,因为AEM的生产成本较高,加入CM希望能够降低共混胶的生产成本,有利于二者进一步的工业化生产。
1 实验部分
1.1 原材料
乙烯-丙烯酸酯弹性体(AEM G) ,美国杜邦化工集团(中国)有限公司;氯化聚乙烯 (CM),型号WEIPREN3000,中等氯含量,潍坊亚星化学股份有限公司提供;聚酯弹性体(TPEE):牌号H28DMG,江阴和创弹性体新材料科技有限公司;其它助剂均为市售橡胶工业常用原材料。
1.2主要仪器和设备
高温开炼机:XK-160,大连华韩橡塑机械有限公司;开炼机:X(S)K-160,上海双翼橡塑机械有限公司;平板硫化机:LCM-3C2-G03-LM,深圳佳鑫电子设备科技有限公司;GT-7017-M型老化箱,台湾高铁有限公司;无转子硫化仪,GT-M2000-A,台湾高铁有限公司;电子拉力机,I-7000S,台湾高铁有限公司;硬度计,上海险峰电影机械厂。
1.3 基本配方

表1 实验配方
其余配合剂均相同(单位:份):硫化体系 3.5,硬脂酸2,防老剂445 2,炭黑N550 60,轻质CaCO320。
1.4 试样制备方法
1.4.1 试样制备
首先,使用高温开炼机(辊温170 ℃)将TPEE加热熔融,然后按照实验配方中的并用比与AEM生胶进行熔融共混,混合均匀制得橡塑共混物,待停放冷却后,再在常温开炼机上加入CM、硫化体系以及其他配合剂,混炼均匀后下片,停放16 h后制样。
1.4.2 试样测试
硫化特性:按GB/T 16584—1996测试,硫化温度170 ℃。
热空气老化:老化温度100 ℃,老化时间72 h。
热油老化:老化温度100 ℃,老化时间72 h,老化介质46#液压油。
力学性能:拉伸性能采用电子拉力试验机按照GB/T 528—2008进行测试,拉伸速度为500 mm/min,测试温度为室温。
2 结果与讨论
2.1 硫化特性
从表2可知,随着CM用量的逐渐增多,共混胶MH逐渐增大,工艺正硫化时间t90逐渐变长,这是因为随着CM用量的逐渐增多,TPEE含量的减少,共混胶中可发生交联的橡胶相所占份数逐渐增多,不可交联的树脂相逐渐减少,因此共混胶的交联程度逐渐增大。此时,在硫化剂用量不变的情况下,因橡胶相增多导致每份橡胶相中分散的硫化剂量减少,所以硫化变慢t90逐渐变长。
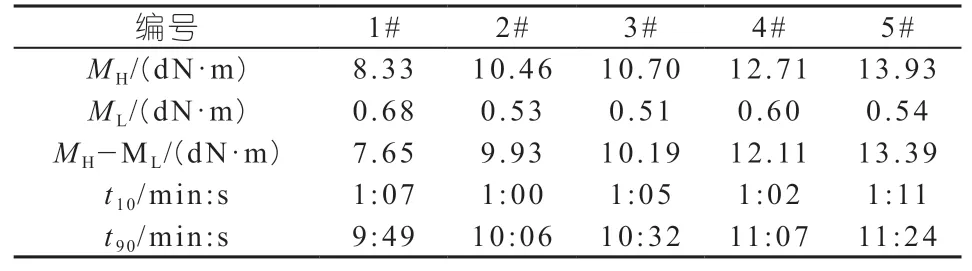
表2 CM用量对AEM/TPEE共混胶硫化特性的影响
2.2 物理机械性能
2.2.1 常温物理机械性能
由图1可知,当AEM与TPEE共混时,拉断强度较低为12.33 MPa,认为AEM和TPEE相容性不好,二者模量不匹配。当AEM/TPEE共混胶拉伸时,因为两相拉伸行为不同,容易发生应力集中,使得共混胶性能较差。当加入第三项CM以后,性能出现明显的改善,且随着CM用量的增多,拉断强度逐渐增大,拉伸强度由12.33 MPa提升到16.33 MPa。因为CM在AEM/TPEE中起到良好的相容剂的作用,CM和AEM具有相同的硫化体系,二者可以发生较好的共硫化。同时,CM中的乙烯段和TPEE具有良好的相容性,使得CM在AEM和TPEE之间起到很好的“桥梁”作用,进而增加二者的相容性。
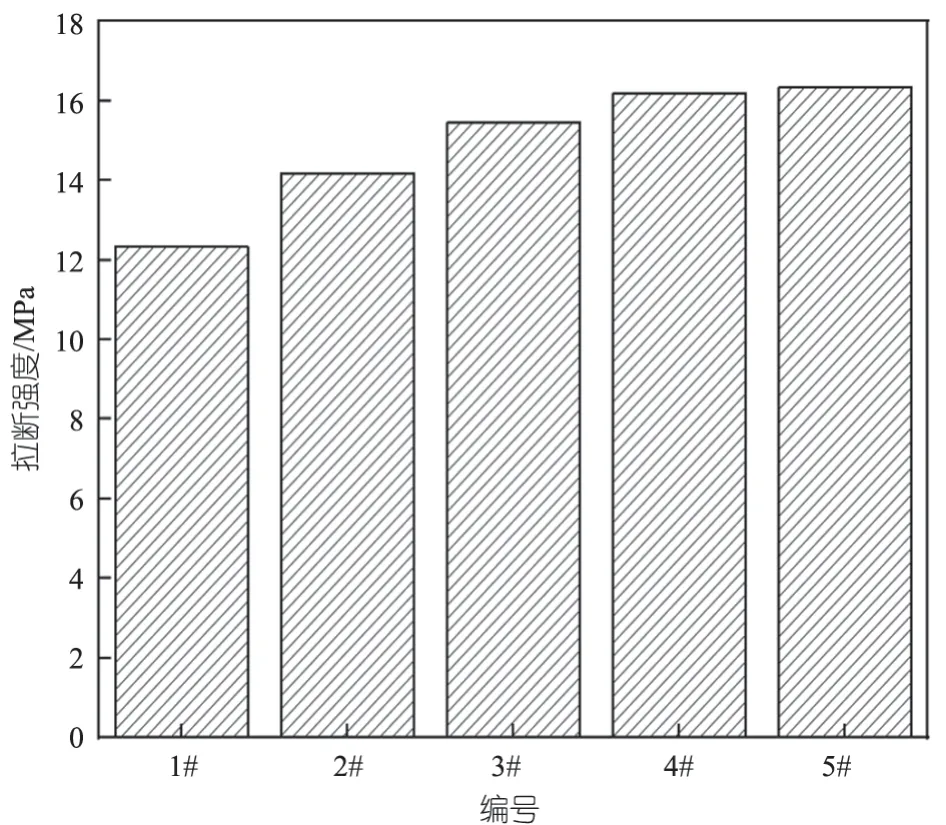
图1 CM用量对拉断强度的影响
从图2可以看出,2#试样的扯断伸长率最大,后随着硫化剂用量的增多逐渐减少。这是因为硫化剂用量增多,共混胶交联程度增大,使得共混胶交联网络更加完善,交联程度的增大,共混胶的模量上升,扯断伸长率变小。

图2 CM用量对扯断伸长率的影响
由图3和图4可知,AEM/TPEE共混胶中,随着CM相的增多和TPEE相的逐渐减少,共混胶的硬度逐渐增大,200%定伸应力也逐渐增大,由8.7MPa增加到11.6MPa。这是因为交联以后的CM相的硬度大于TPEE相的硬度,所以随着CM相的增多,共混胶的硬度逐渐增大。由硫化特性可知,随着CM相的逐渐增多,共混胶交联程度逐渐增大,交联网络更加完善,因此,共混胶抵抗变形的能力越来越大,在受到外力后高分子链段更难发生移动,导致AEM/CM/TPEE共混胶的200%定伸应力逐渐增大。
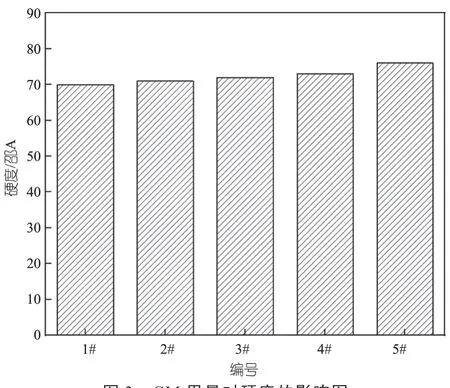
图3 CM用量对硬度的影响图
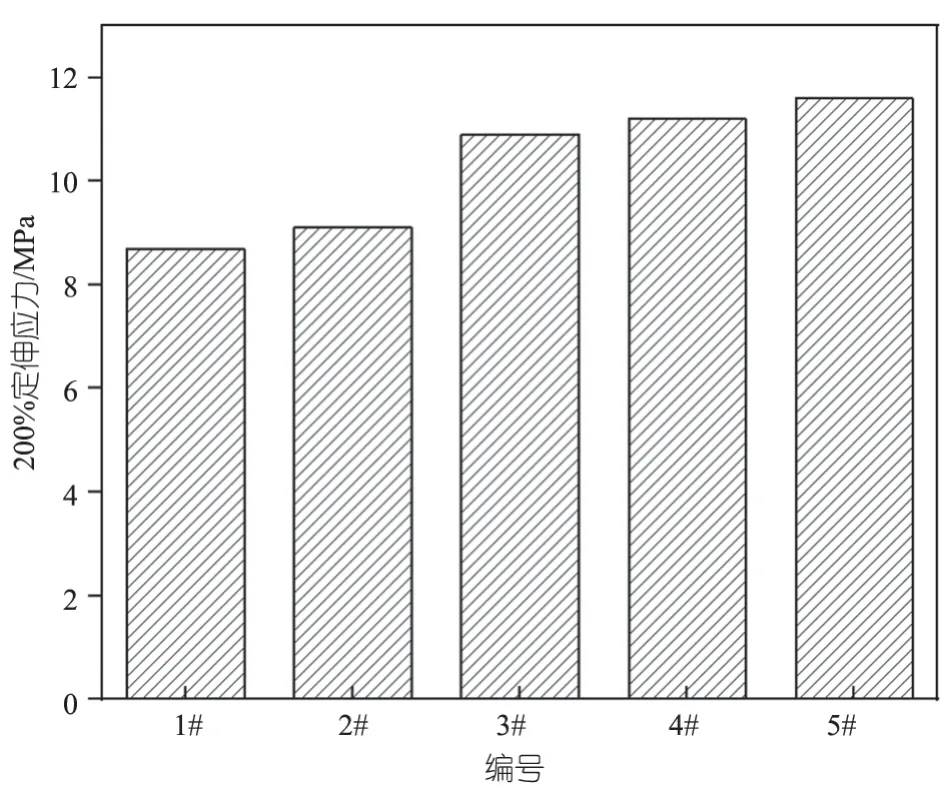
图4 CM用量对200%定伸应力的影响
2.2.2 热油和热空气老化对物理机械性能影响
AEM和TPEE的主链均为饱和的C—C链段,且侧链含有极性基团,因此二者具有优异的耐老化和耐油性能,本实验通过老化箱对共混胶进行热空气和热油老化,考察在AEM/TPEE共混胶中加入CM后,对共混胶耐热油和热空气性能是否有的影响。
由表3可证明,AEM/TPEE共混胶具有优异的耐空气老化性能,热空气老化后AEM/TPEE共混胶拉断强度由12.33 MPa上升为13.64 MPa,扯断伸长率由342%降到240%,这是因为在热空气老化的过程中,AEM能够发生二次硫化,交联网络更加完善,进而导致模量增大,因此拉断强度上升。后随着CM用量的增加耐空气老化性能逐渐变差,此过程中主要由两个因素影响共混胶的性能,一是AEM二次硫化,AEM相交联网络逐渐完善,提升共混胶性能;二是热空气老化使得交联键发生断裂,从而破坏交联网络,使得共混胶性能下降。当加入CM用量较少时,AEM二次硫化的效应占据主导作用,因此拉断强度增大。随着CM增多,共混胶的耐老化性能变差,交联网络遭到较大破坏,拉断强度下降。
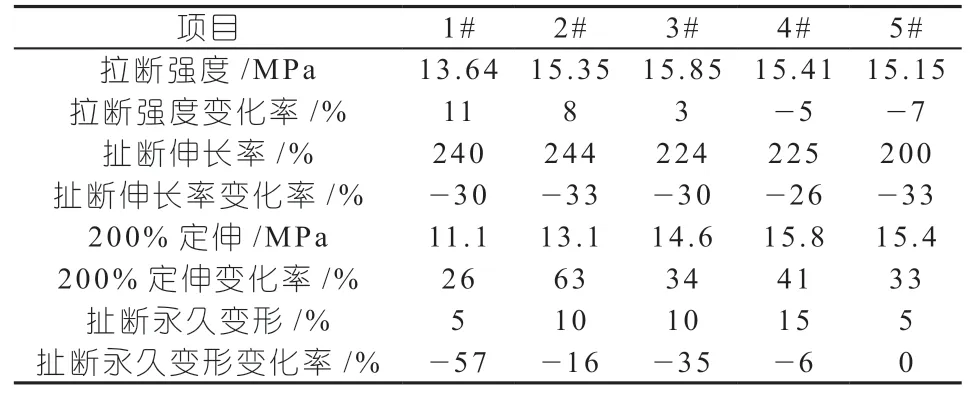
表3 CM用量对AEM/TPEE共混胶热空气老化性能的影响
AEM/TPEE共混胶耐极性油性能较好,因为CM侧链含有极性基团-Cl,所以其耐热油性能也较为优异。从表4可知,AEM/TPEE共混胶具有优异的耐热介质性,热油老化后拉断强度较老化前提高了10%,而在热油老化过程中存在小分子油逐渐浸入共混胶的现象,导致分子链之间更容易发生相对滑移,模量下降,使共混胶更容易发生拉伸,导致拉断强度下降,但扯断伸长率的变化率小于热空气老化后的变化率。

表4 CM用量对AEM/TPEE共混胶热油老化性能的影响
3 结论
(1)在AEM/TPEE共混胶中加入CM后,提高了AEM和TPEE之间的相容性,对共混胶性能有了明显的改善,拉断强度由12.33 MPa提升到14.17MPa。且随着CM用量的增多,共混胶的拉断强度逐渐变大。
(2)CM的加入使得AEM/TPEE共混胶的耐热空气和耐热油性能出现一定的下降,但整体性能仍较为优异。老化前后的性能保持率随着CM用量的逐渐增大而逐渐变差。
猜你喜欢
石油管材与仪器(2019年4期)2019-08-24
消费导刊(2018年10期)2018-08-20
食品工业科技(2017年21期)2017-11-21
中国公路(2017年11期)2017-07-31
理化检验(物理分册)(2017年5期)2017-06-01
钢管(2016年4期)2016-11-10
中国果业信息(2016年2期)2016-01-29
焊管(2015年4期)2015-12-19
中国果业信息(2014年1期)2014-01-23
读者(2013年2期)2013-12-25
