
端部带有马鞍型坡口的短直段空间弯管制造工艺研究
2021-07-21 10:39康宝龙王强宋建
科技创新导报 2021年8期
康宝龙 王强 宋建


摘 要:本文通过对某项目端部带有马鞍型坡口的短直段空间弯管的制造工艺方案进行剖析,对该空间弯管的结构特点和加工设备进行了简要介绍,并对其在生产过程中所采用常规工艺方法的限制进行分析,进行了相关的工艺试验,针对在试验过程中由于该空间弯管的端部直段过短而引起坡口变形、后移等问题进行逐一分析,并制定专项工艺措施,并着重介绍了空间弯管的制造工艺研究过程。
关键词:短直段;空间弯管;难点分析;制造工艺
Study on the Manufacturing Process of Short Straight Space Elbow with Saddle Groove at the End
KANG Baolong WANG Qiang SONG Jian
(State Key Laboratory of Efficient and Clean Coal-fired Utility Boilers(Harbin Boiler Company Limited), Harbin, Heilongjiang Province, 150046 China)
Abstract: In this paper, the manufacturing process of short straight space bend with saddle groove in the end is analyzed. The structure characteristics and machining equipment of the space elbow are briefly introduced, and the limitations of the conventional technological methods used in the production process are analyzed,and relevant technological tests are carried out. In this paper, the problems of groove deformation and backward movement caused by the shout end of the straight section of the space elbow are analyzed,and special technological measures are formulated, and the manufacturing process of space elbow is emphatically introduced.
Key Words: Short straight section; Space elbow; Analysis of difficulties; Manufacturing process
0引言
随着火电市场竞争日益激烈,通过更加紧凑的结构设计来降低整体的金属吨位,从而实现制造成本的降低,以进一步提高产品的竞争力已经成为一种趋势。我公司承接的某项目为保证整个炉膛的整体外形尺寸,而采用了一种新形式的端部带有马鞍型坡口的短直段空间弯管。此种弯管由于壁径比本身就难于弯制,而且由于特殊的结构导致其无法采用常规的工艺方法实现。在工艺方案的制定之初,充分结合相关的工艺试验以及相关的生产条件,研究形成了一套全新的工艺参数和工艺方法,实现了该弯管的顺利试制和后续的大规模的应用。
1产品结构
1.1空间弯管的结构特点
图1所示为我公司目前产品中所采用的此类空间弯管,从其总体结构来看,由于受总体空间限制两端部直段较短,且大角度弯头一侧端部为马鞍型坡口,而且空间结构亦无法避免,导致其总体结构相对常规弯管在制造工艺制定方面存在一定难度。
1.2弯管设备
目前用于电站锅炉制造的主流弯管设备为拉拔式弯管设备,此类设备采用活动夹块与弯管模共同固定弯头前端直段,弯头末端直段固定于滑槽中,通过弯管模和活动夹块夹紧前端直段并一起转动实现弯管动作,具体结构如图2所示。常规情况下,弯管前端直段需要略长于活动夹块长度。
2常规工艺方法的限制
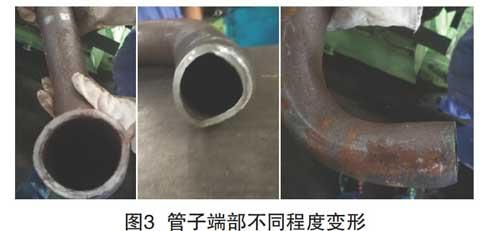
根据图纸具体参数以及弯管设备实际测量,此类空间弯管两端直段均短于活动夹块长度,当长直段一侧作为首弯直段时,当弯制大角度弯头时,由于末弯端位于滑槽型腔内的直段过短,导致无法弯制成型[1]。当短直段一侧作为首弯直段时,管端位于活动夹块与弯管模组成的型腔内,经过多种参数测试,此种情况管子首弯端部出现不同程度的变形,如图3所示。
对于长直段一侧作为首弯直段、末弯直段较短的情况,采取了增加弯管芯轴、点焊工艺接长管等多种方案,均无法弯制成型。
对于短直段一侧作为首弯直段、首弯端部出现不同变形的情况,采取了增加弯管芯轴的工艺方法,取得良好效果,马鞍型坡口未出现形变,但出现了上端边缘后移的情况[2],如图4所示。
同时,无论哪一侧作为首弯端,由于设备结构限制,顶镦力均无法施加,导致最终弯管成型尺寸超差。
3工艺方案制定与制造工艺研究
3.1工艺方案的制定
鉴于上述情况的出现,常规的工艺方法已经无法满足制造要求,为此,根据产品的特点以及出现的具体问题进行了原因分析并制定专项工艺措施,并形成最终工艺方案[3]。
3.2制造工艺研究
3.2.1弯管工艺研究
针对常规弯管方法弯制此空间弯管时出现的圆度超差、弯头内弧褶皱甚至断裂的情况,如图6所示,通过研究施加可变顶镦力、采用变速弯管、研究设计新型模具等工艺方法,进行近百组工艺试验,弯制出批量的合格产品[5],如图7所示。
3.2.2马鞍型坡口加工
通过实测大量管子变形后的尺寸,根据管子变形量确定装夹位置和加工方法,最终梳理出马鞍型坡口加工量的计算公式,并设计专用定位工装,保证马鞍型坡口的空间定位尺寸[6]。
4結语
本文所介绍的端部带有马鞍型坡口的短直段空间弯管的制造工艺方法,在保证产品质量前提下,节约制造成本、提高生产效率,已经大量应用于现有产品,为我公司制造优质产品提供保障。
参考文献
[1]宋建,康龙基.浅谈电站锅炉小口径管产品弯管设备[J].锅炉制造,2020(06):52-53.
[2]常小猛,王强,高维.垃圾焚烧余热炉受热面部件制造工艺技术简介[J].电站系统工程,2020(04):77-77,79.
[3]刘建文,王静.小口径管镦粗后弯管缺陷分析[J].锅炉制造, 2019(02):47-49.
[4]王强,齐鹏,李晓红.新型可快速更换的活动夹块设计与应用[J].电站系统工程,2018(06):61-62.
[5]刘琪.薄壁管材小弯曲半径成形技术研究[D].南昌:南昌航空大学,2018.
[6]汪鹏飞.金属管材数控弯曲成形及仿真分析[D].沈阳:沈阳工业大学,2018.
猜你喜欢
中小企业管理与科技·上旬刊(2017年1期)2017-01-06
科技创新与应用(2016年34期)2016-12-23
中国市场(2016年41期)2016-11-28
文艺生活·中旬刊(2016年9期)2016-11-07
考试周刊(2016年54期)2016-07-18
现代经济信息(2016年7期)2016-05-19
考试周刊(2016年23期)2016-05-13
考试周刊(2016年19期)2016-04-14
