电子束辐照对形状记忆聚己内酯材料性能影响
2021-07-24 01:07郑骏驰孟非然孟征孙兆懿钱晶苏昱舒帮建安峻莹
工程塑料应用 2021年7期
郑骏驰 ,孟非然 ,孟征 ,孙兆懿 ,钱晶 ,苏昱 ,舒帮建 ,安峻莹
(1.北京航天凯恩化工科技有限公司,北京 100074; 2.北京航天试验技术研究所,北京 100074; 3.航天推进技术研究院,西安 710100)
聚己内酯(PCL)是一类具有线型脂肪族结构的半结晶性聚合物,其玻璃化转变温度低于–60℃,熔点在60℃左右[1]。在常温下,PCL为橡胶态,并且具有与聚乙烯相似的力学性能,其拉伸强度在12~30 MPa之间,断裂伸长率在300%~600%之间。PCL的分子结构中具有大量可以旋转的C—O键与C—C键,这为PCL赋予了良好的加工性,注塑成型、挤出成型等常规聚合物加工方式都可应用在PCL的成型中[2]。更为重要的是,PCL中大量的C—O结构使其具备良好的生物相容性和生物降解性,近年来在药物缓释、体内植入、一次性塑料制品等领域中得以全面推广[3]。
PCL较低的熔点意味着其耐高温变形性极差,为克服这一问题,研究者尝试对PCL进行物理或化学交联改性。在这一过程中,研究者发现,交联后的PCL在熔点以上时不再熔融,而是呈高弹态,由此被赋予宝贵的形状记忆能力[4]。形状记忆PCL材料具有不吸收X射线、软化后塑性良好、定型后尺寸稳定、可反复塑形并记忆原始形状等突出性能,在骨外科固定、放疗定位的固定、烧伤及其它整形外科辅助定型等医疗领域逐渐替代传统的金属与石膏而被广泛使用[5]。
目前的研究中,PCL的交联方法主要有化学直接交联与辐照引发交联两类[6]。其中,化学直接交联是通过在PCL中加入过氧化物作为交联剂,促使材料交联形成网络结构,该方法在研究中一般与模压成型工艺配合使用[7]。而辐照引发交联是使用电子束或放射性元素作为能量来源,以较高能量促使PCL分子产生大分子自由基,进一步通过自由基间的分子碰撞实现交联,该方法可对以各种方式成型后的PCL制品进行交联[8]。相比而言,辐照引发交联在形状多样且复杂的PCL形状记忆制品中更具有应用价值,因此也更多地应用在批量形状记忆PCL制品的生产中。然而,有关交联制备PCL形状记忆制品的研究目前多局限于实验室测试验证阶段,缺少具有实际工业指导性的研究报道。尤其在高附加值的医用形状记忆PCL制品的制备方面,国内的相关理论研究与实际工业化应用需要不完全匹配,形状记忆PCL制品的工业化制备工艺缺少相应的指导与参考,这使得国内医用形状记忆PCL制品的变形回复率、形状固定率都较进口同类产品存在差距,国内高达18亿元的市场被进口产品大量占据。
笔者以为工业化制备形状记忆PCL制品提供参考为出发点,采用工业化应用性更强的电子束辐照法进行PCL交联研究,关注辐照剂量、辐照工艺、交联助剂使用对PCL交联程度的影响,进而对不同交联程度PCL的拉伸强度、变形回复率、形状固定率进行分析,从而确认电子束辐照交联对PCL性能的整体影响,并以此确定对工业化量产形状记忆PCL制品最为有利的辐照交联设计方式。
1 实验部分
1.1 主要原料
PCL:平均分子量50 000,工业级,瑞典Perstorp公司;
三羟甲基丙烷三丙烯酸酯(TMPTA):工业级,天津天骄化工有限公司;
甲苯:分析纯,北京化工厂;
辐照变色薄膜剂量计:B3,美国GEX公司。
1.2 主要仪器与设备
双螺杆挤出机:SHJ–26型,江苏诚盟装备股份有限公司;
注塑机:SA900/260型,浙江宁波海天塑机集团有限公司;
万能试验机:UTM–1422型,承德金建检测仪器有限公司;
差示扫描量热(DSC)仪:DSC1型,瑞士梅特勒–托利多公司;
电子束辐照生产线:VF–Pro型,天津蓝孚高能物理技术有限公司;
紫外–可见分光光度计:2100型,日本岛津公司。
1.3 电子束辐照PCL样板的制备
设定配方各组分质量总量为100,具体配比见表1。首先,将长径比为40∶1的挤出机各段温度设定在55~65℃,在主喂料口加入PCL,在侧喂料口使用蠕动泵加入交联助剂TMPTA,通过调整蠕动泵喂料速度,实现制备材料的实际配比与表1一致。挤出的PCL经过长6 m充满5℃水的水槽冷却后,切粒得到纯PCL颗粒与4种混合PCL颗粒。几种颗粒在充分干燥后,使用各段温度设定在60~75℃的注塑机,在注塑压力90 MPa、保压压力65 MPa、保压时间15 s、冷却时间50 s的条件下,注塑300 mm×200 mm×2 mm的平整样板。
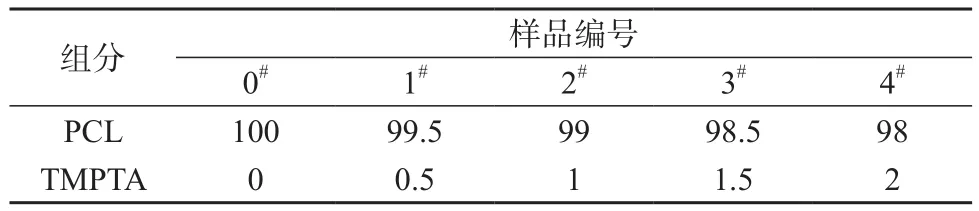
表1 不同交联助剂用量的PCL样品配方 %
PCL样板在单层或多层叠加状态下,使用高能电子束进行辐照,单次辐照剂量为10 kGy,辐照1~5次不等,即PCL样板的理论辐照剂量在10~50 kGy之间,测试所用样条使用裁刀由对应样板上裁切而得。
1.4 性能测试与表征
(1)实际辐照剂量标定。
将PCL样板上下完全对齐后堆放36层进行辐照交联,分别在其表面、第4,8,12,16,20,24,28层放置被黑色塑料包装包裹的辐照变色薄膜剂量计。辐照10 kGy后,取下辐照量标定片,于60℃放置15 min后,使用紫外–可见分光光度计测定其分光度,对照相应换算表格,可得出PCL堆叠后的标定层的实际辐照剂量[9]。
(2)凝胶含量测试。
称取0.5 g左右PCL样品,记为m0,样品切碎后使用铜网包裹,使用索氏提取器,以甲苯为溶剂,加热回流48 h,以无水乙醇洗涤2遍,在50℃烘箱中烘干至恒重,称取其质量记为m1,凝胶含量Gel=(m1/m0)×100%。
(3)熔融分析。
称取6 mg PCL样品,放入DSC分析仪的坩埚中,在氮气流速20 mL/min条件下,以5℃/min的升温速度由30℃升温至100℃,测定材料的熔融温度。
(4)变形回复率与形状固定率测试。
使用裁刀,将PCL样板裁切成100 mm×10 mm×2 mm的样条,将样条置于70℃的水浴锅中放置3 min,待其完全变为透明后,取出,拉伸至伸长率为200% (即原尺寸的3倍)后,充分冷却固定形状,30 min后,再次将样条放入到70℃的水浴锅中3 min,待其完全回复后取出,测量其长度,记为L1,则材料的变形回复率Rr=[(L1–100)/100]×100%,每个样条反复测量5次,记录得到样条5次以内拉伸变形回复后的变形回复率。
使用裁刀,将PCL样板裁切出100 mm×10 mm×2 mm的样条,将样条置于70℃的水浴锅中放置3 min,待其完全变为透明后取出,拉伸至伸长率为200%后,冷却固定形状,在24 h后测量其长度,记为L2,则材料的形状固定率Rm=[(300–L2)/300]×100%,每个样条反复测量5次,记录得到样条5次以内拉伸后的形状固定率。
(5)力学性能测试。
PCL样品常温下的拉伸强度按GB/T 1040–2006测试,拉伸速率为50 mm/min。
在70℃温度下,按GB/T 528–2009测试PCL样品软化状态下伸长率为100%及300%时的定伸应力,拉伸速率为500 mm/min。
2 结果与讨论
2.1 电子束辐照对PCL交联程度的影响
(1)堆叠辐照对实际接收交联剂量的影响。
高能电子束辐照可以一次性对大量PCL制品进行交联,其交联效率高、整体成本低的特征,使其成为工业化实施中批量形状记忆PCL制品交联的最优选方案。在电子束辐照中,将PCL板材堆叠后进行交联可以显著提升加工效率,降低单一板材制品的辐照成本。但是,前人的研究已经证实,电子束在穿透目标材料的过程中,材料实际接收辐照剂量随材料厚度的增加而先上升后下降,这意味着堆叠在一起的PCL板材上下层实际接收辐照剂量有差异[10]。理论上,导致该现象的原因是电子束入射到材料中,会与材料原子结构中的电子发生碰撞,进而产生次级电子,并引起次级电子的逐渐累积,由此使材料的接收剂量随着材料厚度的增加而增大,与此同时,电子束入射深度的增加也会伴随其能量的衰减,这就使材料的接收剂量在一定程度上升后而出现下降[11]。
笔者首先测试了PCL板材厚度与实际接收辐照剂量的关系,为工业化实现PCL板材堆叠后辐照交联提供数据参考。不同PCL堆叠层数下的实际接收辐照剂量如图1所示。

图1 不同PCL堆叠层数下的实际接收辐照剂量
从图1可以看出,在施加理论辐照剂量为10 kGy的条件下,5种PCL样品的实际接收辐照剂量呈现随板材堆叠厚度增加先上升而后下降的趋势,这与之前研究者所提出的理论模型一致[11]。进一步观察可知,5种样品在同样堆叠层数时的实际接收辐照剂量基本相同,说明TMPTA的用量对材料实际接收辐照剂量无影响,因此,针对加入不同剂量TMPTA的PCL样品,可设计同样的板材堆叠后辐照工艺。分析数据可知,对全部0#~4#样品而言,表层辐照剂量在10~10.3 kGy之间,与施加的理论辐照剂量基本相当,而第12层实际接收辐照剂量最高,在13~13.3 kGy之间,是表层辐照剂量的1.3倍左右。当样品堆叠厚度达到20层时,0#~4#样品实际所接收的辐照剂量降低至9.8~10 kGy,与表层接收的辐照剂量基本一致。之后,随堆叠厚度的进一步增加,样品的实际接收辐照剂量迅速下降。计算堆叠后0#~4#样品各自表层与第12层实际接收辐照剂量之和,其值为23.1~23.3 kGy,而0#~4#样品各自第4层及第8层实际接收辐照剂量之和为23.1~23.4 kGy,两个求和数值基本相等,这既说明在0~12层(0~24 mm)内,PCL板材实际接收的电子束辐照剂量随厚度增加基本呈现线性变化,也意味着将板材堆叠至24 mm厚,并进行整体的双面等量辐照可以实现全部板材辐照剂量的均匀化。该结果对实际工业化实施PCL电子束辐照交联中的堆叠方式最优化设计提供了重要参考。
(2)辐照剂量对PCL交联程度的影响。
交联后的PCL分子形成网络状结构,难以被甲苯等溶剂溶出,宏观表现为凝胶状态。因此,测定辐照后PCL的凝胶含量是直观表征材料交联程度的有效方法。不同辐照剂量下PCL样品的凝胶含量如图2所示。

图2 不同辐照剂量下PCL样品的凝胶含量
由图2可知,添加TMPTA后,PCL在较低辐照剂量下即可获得较高的交联程度,交联效率提升显著,这意味着含不饱和双键的TMPTA能够改变PCL的交联方式,强化PCL的交联作用。理论上,纯PCL仅通过辐照引发产生的自由基相互交联,而TMPTA的不饱和双键在高能电子束作用下容易打开,参与到与PCL自由基结合中,以此起到多架桥交联的作用[12]。观察各条曲线的趋势可知,在辐照剂量较低时,凝胶含量随辐照剂量增加而提高的幅度大,而高剂量辐照时,凝胶含量随辐照剂量增加而提高的幅度小。这说明TMPTA中的不饱和双键对电子束辐照敏感,在低辐照剂量时,由TMPTA打开不饱和双键参与的桥接交联对PCL的总体交联贡献巨大。进一步观察发现,在PCL所受辐射剂量相同的情况下,加入TMPTA更多的PCL中凝胶含量更大,这也证实了TMPTA参与到了PCL的交联中。相比而言,TMPTA用量在1%以下时,随着TMPTA用量增加,PCL交联效率提升较快,而TMPTA用量进一步增加到2%时,PCL的交联效率提升相对有限,因此,在工业化实施PCL电子束辐照交联中,加入1%的TMPTA相对合理。
(3)辐照对PCL熔点的影响。
使用DSC分析仪对不同剂量辐照前后的PCL样品进行熔点分析,其结果见表2。
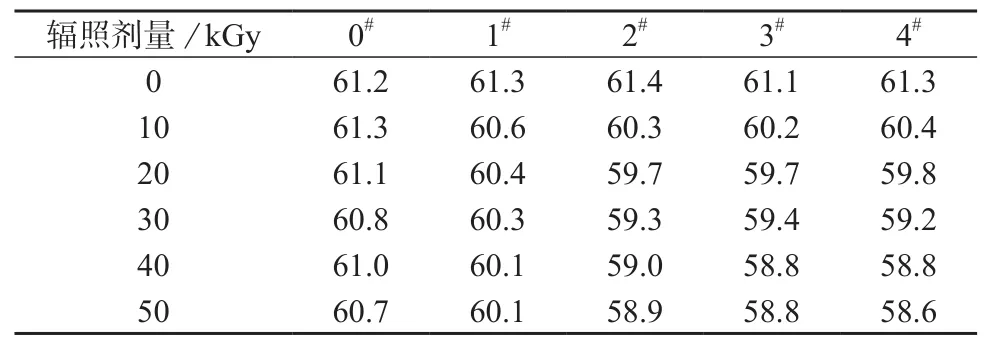
表2 不同剂量辐照前后PCL样品的熔点 ℃
从表2可以看出,随着辐照剂量的增加、TMPTA用量的增大,PCL熔点具有向低温方向移动的趋势。未经辐照及辐照后交联程度极低的PCL样品熔点普遍在61℃以上,而交联程度相对较高的PCL样品熔点会降低至60℃以下。这是由于TMPTA用量增多、辐照剂量增大都使材料的交联程度提高,而交联会导致PCL的结晶颗粒损伤和结晶受限,且PCL分子链也会因交联而相互缠结,运动被限制,分子链的规整度下降,以上因素共同导致PCL熔点随交联程度的增加而下降[13]。该测试结果也提示,在工业化实施PCL电子束辐照交联中,使用DSC测定材料的熔点变化可以相对快速地定性确认材料的交联情况。
2.2 电子束辐照PCL的形状记忆特性分析
软化后塑性良好、定型后尺寸稳定、可反复塑形并记忆原始形状是形状记忆PCL制品最为宝贵的性能特征,也是其在医疗领域具有独特应用价值的重要原因。理论上,交联后的PCL在结晶熔点之上为高弹态,具体表现为可拉伸塑形;而在应力存在的状态下冷却,又能够冻结应力,具体表现为可固定外形;再升温到PCL结晶熔点以上时,此前施加的应力能够释放,变形自动回复,表现出形状记忆特性[14]。在实际应用中,材料数次塑形后变形回复率及塑形固定后的形状固定率是评价形状记忆PCL材料品质的关键因素。
(1)辐照对PCL变形回复率的影响。
在不同剂量辐照下PCL样品的变形回复率如图3所示。

图3 不同辐照剂量下PCL样品的变形回复率
从图3可以看出,未添加TMPTA的0#样品的变形回复率在172%以上,与材料的拉伸伸长率200%接近,说明该材料几乎不具备回弹性。前文分析可知,0#样品即使经50 kGy辐照后交联程度依然很低,而交联是赋予材料结晶熔点以上回弹性的关键因素。而加入TMPTA的PCL样品在10 kGy辐照后便可形成一定程度的交联,样品在结晶熔点以上基本具备弹性,首次拉伸后的变形回复率降低至18%以下,明显低于0#样品。由图3还可看出,随着交联助剂TMPTA用量及辐照剂量的增加,PCL的变形回复率呈现下降趋势,这一趋势与材料交联程度逐渐增加的趋势相对应,进一步证实材料的交联程度直接影响其回弹性。进一步观察发现,随着拉伸变形次数的增加,材料的变形回复率也有所上升,这是因为在反复拉伸过程中,材料的分子链和交联点都会出现一定程度的破坏,材料的弹性也因此下降。材料在多次拉伸后依然具有较低的变形回复率,意味着其形状记忆特性良好,以此制成形状记忆制品具备反复塑形使用的可能。在工业化制备形状记忆PCL制品中,通常期望以较低的TMPTA添加量配合较低的辐照量来实现低变形回复率形状记忆制品的制备,笔者研究所展示的数据为工业化形状记忆制品的设计提供了参考。
(2)辐照对PCL形状固定率的影响。
在不同剂量辐照下PCL材料的形状固定率如图4所示。
从图4可以看出,研究的几种PCL样品形状固定率相差不大,首次拉伸后的形状固定率全部低于1%,这意味着材料在应力存在状态下冷却塑形后可以基本冻结应力,保持形状不发生显著变化。进一步对比发现,随着交联助剂TMPTA用量及辐照剂量的增加,也就是随着PCL交联程度的提升,PCL材料的形状固定率有一定增大。前文已经证实,PCL交联程度的提升将导致其弹性提高、结晶度下降,以上变化都不利于材料冷却塑形后保持尺寸稳定。此外,随着塑形次数的增加,PCL材料的形状固定率也呈现小幅上升的趋势,这同样与塑形过程中材料结构的破坏有关。较低的形状固定率意味形状记忆制品塑形后能够保持尺寸稳定,精确定型,这也是具有实际应用价值的形状记忆制品所必须具备的一项性能。在工业化制备形状记忆PCL制品中,通常期望材料兼具较低的变形回复率与形状固定率。笔者的研究充分展示了不同辐照剂量及TMPTA用量下所制成形状记忆PCL材料的变形回复率与形状固定率的具体参数,可为工业化实施提供借鉴。

图4 不同辐照剂量下PCL样品的形状固定率
2.3 电子束辐照PCL的力学性能分析
PCL在弹性态和定型态下的力学性能直接影响材料的应用范围与应用效果,对不同剂量辐照下的PCL样品进行常温与70℃下力学性能测试,分析了辐照交联对PCL力学性能的影响。
(1)辐照对PCL常温拉伸强度的影响。
在常温状态下,形状记忆PCL制品处于定型态,此时材料的强度决定了PCL制品抵抗外界作用的能力。对不同剂量辐照的PCL样品进行拉伸强度测定,结果见表3。

表3 不同剂量辐照的PCL样品的拉伸强度 MPa
由表3可以看出,随着辐照剂量的增加,PCL样品的拉伸强度都略有上升。理论上,PCL的交联网络适当形成相当于增加了PCL分子链的枝化程度,对PCL起到增强的作用,但是,辐照也会破坏PCL分子链的结构,引起PCL分子链的断裂,对PCL造成辐照损伤,致使PCL的拉伸强度下降[15]。当施加的辐照剂量在50 kGy以下时,整体辐照剂量不高,交联网络形成对PCL拉伸强度的正面影响高于辐照对PCL拉伸强度的负面影响,因此PCL表现出拉伸强度随着辐照剂量的增加而上升的特征。对比而言,4#样品的拉伸强度随着辐照量增加上升幅度最大,这是由于4#样品添加的TMPTA用量更多、交联程度随着辐照剂量的增加提高更快所导致。
(2)辐照对PCL在弹性态下定伸应力的影响。
在70℃下,形状记忆PCL制品处于弹性态,此时材料在不同应变下的强度决定了PCL制品进行特定尺寸塑形时所需施加的作用力。对不同剂量辐照后的PCL样品进行伸长率为100%及300%下的定伸应力测定,结果见表4。
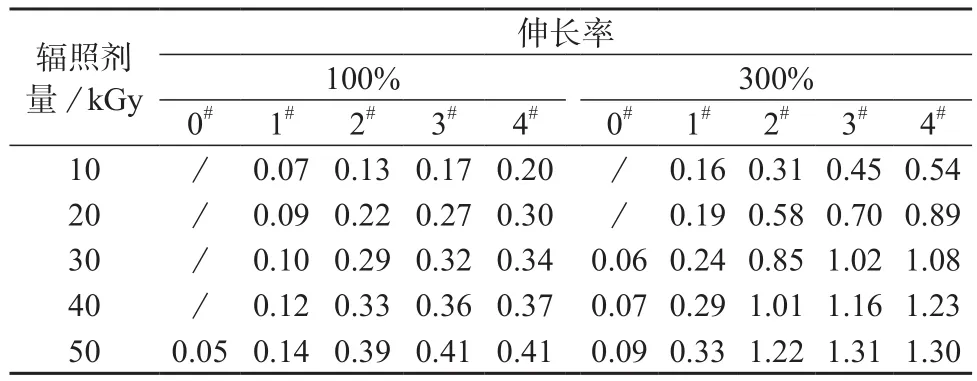
表4 不同剂量辐照的PCL样品的定伸应力 MPa
由表4可以看出,对于0#样品,由于其辐照50 kGy后交联程度依然很低,因此其弹性态的定伸应力极低,部分100%和300%定伸应力甚至无法检测到。对比1#~4#样品可见,随着辐照剂量及TMPTA用量的增加,样品的100%及300%定伸应力上升显著,且其变化趋势与材料凝胶含量的变化趋势基本相同。在弹性态下,交联点数目的增多加强了材料拉伸过程中抵抗分子形变的作用,宏观表现为增加交联程度就会提升材料的定伸应力[16]。定伸应力的测试结果也提示研究者,提升PCL的交联程度固然可以改善材料的形状记忆效果,但是也会导致材料塑形更加费力。在医用定位及固定领域,材料弹性态下具有较高的定伸应力往往意味着材料会为患者带来压迫感,甚至造成某些二次损伤。因此,在保证制品变形回复率满足要求的条件下,设计定伸应力更低的形状记忆PCL制品是工业化实施中所需考虑的关键问题。
3 结论
(1)交联助剂TMPTA能够在电子束辐照下通过其多个不饱和双键的打开,参与到PCL的交联中,以此提升PCL的交联程度,尤其是能够大幅提升在较低辐照剂量下PCL的交联程度,在工业化实施过程中,PCL中添加TMPTA的推荐量为1%。
(2) PCL交联程度的提升能够显著降低材料的变形回复率,同时提高材料弹性态下的定伸应力,而PCL材料定型态下的拉伸强度及材料的形状固定率则受交联程度影响较小。
(3)工业化实施中,可以将PCL板材堆叠至24 mm,进行双面等量辐照交联,此时各板材所接收实际辐照剂量基本相当。
猜你喜欢
医学信息(2020年16期)2020-09-22
科教导刊·电子版(2018年9期)2018-06-07
中国塑料(2016年10期)2016-06-27
中国塑料(2016年8期)2016-06-27
中国塑料(2016年7期)2016-04-16
焊接(2016年7期)2016-02-27
材料科学与工程学报(2016年5期)2016-02-27
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
河南科技(2015年1期)2015-02-27