Microstructure and crystallographic evolution of ruthenium powder during biaxial vacuum hot pressing at different temperatures
2021-07-26 00:39WANGChuanjunCHENJialinWENMingTANZhilongGUOJunmeiGUANWeimingDENGRui
贵金属 2021年1期
WANG Chuan-jun, CHEN Jia-lin, WEN Ming, TAN Zhi-long, GUO Jun-mei, GUAN Wei-ming, DENG Rui
(Kunming Institute of Precious Metals, State Key Laboratory of Advanced Technologies for Comprehensive Utilization of Platinum Metals, Sino-Platinum Metals Co. Ltd., Kunming 650106, China)
Abstract: Ruthenium powders were compacted by biaxial vacuum hot pressing (VHP) at a sintering temperature of 1050°C to 1450°C for 2 hours. The compacted samples were characterized by scanning electron microcopy (SEM) and X-ray diffraction (XRD). The relative density of the VHP compacted samples reached 99.7% of the theoretical value when sintered at 1250°C,and its density decreased with the increase of sintering temperature. Different grain and pores morphologies were observed in different areas of the samples depending on the sintering temperature. XRD data revealed that a preferred orientation along the (002) direction was achieved during the sintering process. The results also showed a stress relaxation reduced with the increase of sintering temperature.
Key words: ruthenium; vacuum hot pressing; microstructure; residual stress
Ruthenium films, its alloy films and non-metallic com-pound films(oxide,nitride, et al)are widely used in areas such as electronic information, catalysis,electroplate and medicine, due to their stable chemical properties, excellent corrosion resisting property,oxidation resistance, good catalytic properties and high work function[1-9]. Two of the best-known application areas for ruthenium are the under-layers for perpendicular magnetic recording (PMR) for hard disk and the capacitor electrode materials for semiconductor storage (such as magnetic random access memory, MRAM[10]). The underlayers may include ruthenium and other alloying elements with the enhancements of refining grain size and reduced lattice misfit. These enhancements will improve the signalto-noise ratio (SNR) and the perpendicular magnetic anisotropy Ku of the magnetic recording medium.Normally, a ruthenium or ruthenium alloy sputtering target is used to produce ruthenium or ruthenium alloy film by magnetron sputtering. The requirement for ruthenium or ruthenium alloy targets is high density(near theoretical density), high purity, low gas content and fine while uniform grain size[11].
Ruthenium target is often obtained via densifying a ruthenium powder by pressure sintering methods at high temperature, such as Vacuum Hot Pressing(VHP)[12],Hot Isostatic Pressing (HIP) and Sparking Plasma Sintering (SPS)[4,13]. The VHP method has its advantages considering the low cost and quick & easy maneuverability as com-pared with HIP and SPS. Though many documents were involved, the microstructure evolution and crystal-graphic variation of ruthenium powder during VHP are not fully understood. In this paper, high purity ruthenium powder was hot pressed with the same pressure and different temperatures. The microstructure evolution and crystallographic variation of ruthenium powder were observed and analyzed during the densification process.
1 Experiment
Ruthenium powder with a purity of 4N5 supplied by Sino-Platinum Metals Co. Ltd., (China) was used for the sintering experiments. The experiments were performed using a home-made VHP-H-2000/20 sintering apparatus. The powder samples were loaded in a graphite mold; a sample ofφ15×3 mm was obtained.The hot pressing experiments were performed at a temperature from 1050°C to 1450°C, at intervals of 100°C, a heating rate of 5~10°C/min, a dwell time of 240 min and a biaxial pressure of 40 MPa under vacuum of 1×10-2Pa.
The apparent and tap density of the Ru powder were tested by a powder comprehensive characteristic tester (Bettersize, China, BT-1000). The density of the compacted samples was measured according to Archimedes’ principle in air and water. The relative densities of the samples were calculated assuming a theoretical density of Ruthenium of 12.37 g/cm3.The powder morphology and fractured surfaces of ruthenium samples were inspected by Scanning Electron Microscopy(Hitachi S-3400N). The morphology of both the surface and the area near the thickness center of the samples were observed. An X-ray diffractometer (XRD, Rigaku, D/MAX2500), using Cu Kαradiation (λ=0.1542 nm), was employed to identify the crystal structure of both powder and sintered samples with a step size of 0.02oand a counting time of 20 s/step within 30~110o。
2 Results and discussions
2.1 Microstructure of the raw Ru powder
Fig.1 shows the morphology of raw Ru powder.

Fig.1 SEM images of the Ru powder before sintering图1 钌粉烧结前的SEM图像
Particles with the shape of near round and long rods can be seen. The size of a single particle is range from 0.1 μm to 0.8 μm and many particles are aggregated together and form a size of 1 μm to 10 μm.The apparent and tap density of the Ru powder is 1.88 g/cm3and 3.23 g/cm3respectively.
Fig.2 shows the XRD patterns of the raw Ru powder.The relative intensity of (101) peak is the strongest. It shows a random orientation which corresponds to a texture and stress free state as compared with the standard card (JCPDS 06-0663).
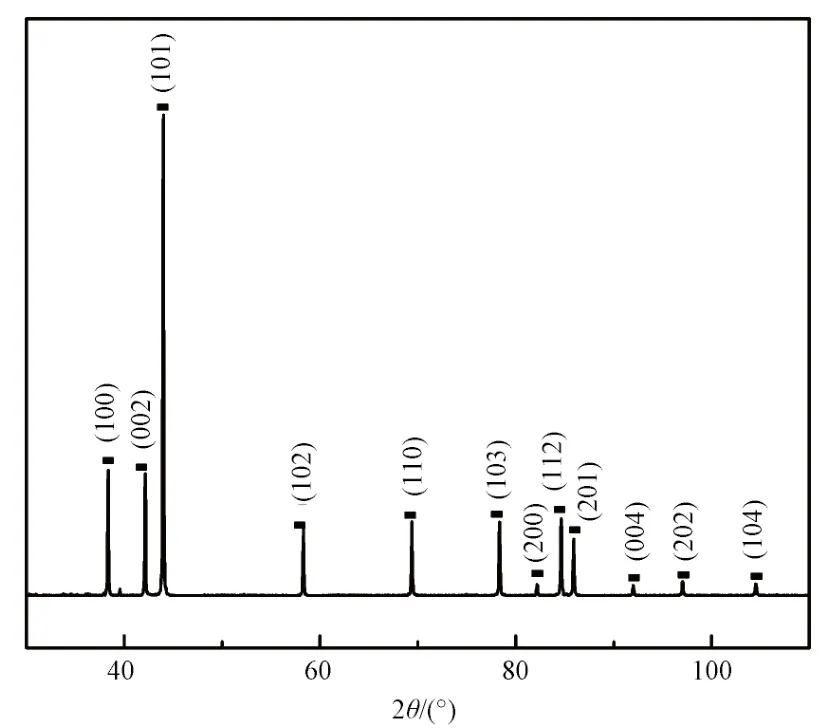
Fig.2 XRD pattern of Ru powder图2 钌粉的XRD图谱
2.2 Density and microstructure of the as-sintered Ru samples
Fig.3 shows the relative density of the sintered ruthenium samples as a function of temperature.

Fig.3 Relative density of the sintered Ru samples as a function of temperature图3 钌样品的相对密度与温度的函数关系
The relative density of the Ru sample is 97.9%after sintered at 1050°C. It then increases with the increasing of the temperature and sharply achieved at 99.43% at 1150°C and arrived at a peak value of 99.7%at 1250°C. While the temperature further going up, the relative value decreases to 99.6% when the sintering temperature is 1350°C, and it quickly lower down to 98.3% at 1450°C. Obviously, the relative density is not increasing simply with the rise of the temperature which is failed to agree with the common sense reasoning. Meanwhile, the relative density obtained in this paper is higher than other literatures in the same temperature no matter it is sintered by HP[14]or SPS[13-14]. The reason for high relative density should be the large pressure applied here[15].
During the sintering process, the powder particles in Fig.1 were compacted mainly due to necking and contact with each other at first, gas among the particles was evacuated away, and the porosity rate was decreased. Fig.4 is the fracture morphology of samples sintered at 1050°C, both in the center and at the surface of the sample.

Fig.4 The fracture morphologies of samples sintered at 1050°C 图4 经1050℃煅烧后钌粉的断口形貌
Fig.4(a) and (b) are the microstructure in the center of the sample, while (c) and (d) are the microstructure at the surface. It is characteristic of an intergranular fracture. The grains are uniform, the size of which is about 2~7 μm. According to the mor- phology of the intergranular boundaries, polyhedron grains were obtained after the hot pressing, so the Ru grains could be similar with a rigid body, since grain size can only coarsen from merging of small grains into big ones.Compared with the particle size in Fig.1, the grain size was greatly increased. Some near round pores are visible among grain boundaries, the size of which is about 0.5~2 μm. Obviously, at this sintering temperature, thermodynamics condition is not enough to eliminate all the pores, which also resulted in a relative low density.
Fig.5 shows the micrograph of samples sintered at 1150°C.

Fig.5 The fracture morphologies of samples sintered at 1150°C 图5 经1150℃煅烧后钌粉的断口形貌
Similar fracture characteristic and microstructure is shown as compared with that of 1050°C. The size of the grains is about 2~8 μm in the center (Fig.5(a) and Fig.5(b)) and 2~5 μm at the surface (Fig.5(a) and Fig.5(b)), and the average size is larger due to the temperature increment. The pores are migrating to the surface of grains, the number, depth and size of which are all decreased. The pore size is about 0.2~1 μm for the center sample and 0.4~1 μm for the surface sample. This also accords well with the sharply density increment.
Fig.6 shows the micrograph of samples sintered at 1250°C. In Fig.6, more uniform grain distribution and few pores are apparently visible. Although some small grains can be seen, the left is well distributed. The grain size is about 1~7 μm and 1~5 μm for the center area(Fig.6(a) and Fig.6(b)) and surface area (Fig.6(c) and Fig.6(d)) respectively. Only little shallow pores are located on the surface of the grains. This helps the density reach a peak value. Fig.5 The fracture morphologies of samples sintered at 1150°C, (a) and (b)in the center; (c) and (d) at the surface.

Fig.6 The fracture morphologies of samples sintered at 1250°C 图6 经1250℃煅烧后钌粉的断口形貌
With the further increasing of the sintering temperature to 1350°C, something unusual has happened.As shown in Fig.7, on the surface and in the center of the sintered sample, there were areas with rare pores (Fig.7(a)and Fig.6(b)). Meanwhile, there are some pores intensive areas. These areas are between the surface and the center,the thickness spread is about 60 μm. Pores are large in size (about 0.3~2 m) and distribute on all the grain boundaries of this area(Fig.7(c) and Fig.6(d)). The grain size in the sample center increase with the temperature rise, about 2~9 μm, and some of them begin to coarsening. If we set area with rare pores as A and the pores intensive areas as B, then an A/B/A/B/A structure was formed throughout the thickness. This means more gas was trapped in the pore intensive area. It’s easy to deduce that once the surface areas were highly densified, it’s hard for the trapped gas evacuated from the area between the surface and the center. The existence of pores intensive areas lowers down the relative density.

Fig.7 The fracture morphologies of samples sintered at 1350°C 图7 经1350℃煅烧后钌粉的断口形貌
Fig.8 shows the fracture morphologies of samples sintered at 1450°C.

Fig.8 The fracture morphologies of samples sintered at 1450°C 图8 经1450℃煅烧后钌粉的断口形貌
As the temperature rising to 1450°C, the grain size in the center of the sample is as large as 5~20 μm, which shows an obvious coarsening process due to growing of small grains driven by a diffusion process, as shown in Fig.8(a~b). Shallow pores with the size of 0.2~0.6 μm are visible on the surface of the grains both located on the boundary and in the grains (Fig.8(b). Surprisingly,some grains with a river patterns with different directions on the surface are also seen, which normally appears on workable metals. And this indicates lattice directions may slip along some slip bands under the high temperature and pressure. Meanwhile, for the area on the surface of the sample, no obvious grain boundaries are seen on most part of this area, as shown in Fig.8(c~f). This area has two types of morphologies:One type is the Ru matrix which was fused together,and the other type is grains distributing in the Ru matrix and the size of which is about several micrometers.Both the Ru matrix and the grains are not in polyhedron shape. And relatively big grains with the size of 6~27 μm are connected to each other located on the area between the center and the surface of the sample. Pits with sharp edge and long shape are bestrewing on the surface of both the Ru matrix and the distributed grains.
For the vacuum hot pressing process, deformation of powders is achieved both by the temperature and biaxial pressure. During the sintering process, the reduction of porosity rate is accompanied by the transformation of atoms and vacancies. The transformation of atoms can be realized by many mechanisms such as dislocation slip, dislocation climb,diffusion and creep. As what was assumed in hot isostatic pressing, the main densification mechanisms during vacuum hot pressing are[16]: Plastic yielding,power law creep densification by diffusion and creep.Initially, the powder particles contact with each other.These common points between two particles just suffer an elastic deformation, but once pressure approaches its target value, the higher force causes plastic yielding and contacts transform from points to contact areas between particles[17]. The increase in size of these contacts makes the sustained pressure to decrease, ceasing yielding. After that creep would happen during the sintering process.
Creep can occur either by the process of diffusion,or through propagation of crystal defects, known as intracrystalline slip. The creep behavior of powder mass has been considered in several published models,both under hot isostatic stress[18-21]and uniaxial conditions[17]. At low temperatures and high stresses,power-law creep is the main deformation process in the contact zone. While at high temperatures and low stresses diffusion creep instead of power-law creep becomes the dominating deformation process.Moreover, at temperatures above 60% of the melting point, deformation is thought to occur through diffusive mass transfer or creep. Nabarro-Herring creep[22]is a process by which atoms vacancies or defects exchange through the lattice. This form of creep is also known as bulk diffusion. Coble creep[22]is a process where diffusion occurs along grain boundaries. The grain boundaries provide an enhanced diffusivity path for diffusion to occur. When Ru powders were sintered at relatively low temperature between 1050°C to 1250°C,power law creep is the main deformation process in the contact zone. When the contact zone area increase and particles cease yielding, both Nabarro-Herring creep and Coble creep is effective for the densification process. The porosity rate of the Ru samples is decreasing and the relatively density increasing as the sintering temperature increases, as shown in Fig.3. This is normal phenomena for many other metals. But as the sintering temperature further bumping up, the creep mechanisms may differ from what was shown at lower temperatures. When sintering at 1350°C, it is above 60%of the melting point of Ru. The fracture morphologies in Fig.7 showed areas with rare pores coexist with pores intensive areas. This means during the sintering process,when some areas were highly densification, there are other areas which still have large and wide spread pores.The morphology inhomogeneity is not rare for materials sintered by vacuum hot pressing method;some authors[14]have found that coarser particles may appear on the surface of the samples which have direct contact with the pressing graphite. The creep mechanism in these areas could be the Nabarro-Herring creep, where bulk diffusion is the domination. And for the areas with pores intensive features the Coble creep should be the main mechanism. Once an area was highly densified, diffusion for the vacancies is harder,which will exacerbate the morphology inhomogeneity.The relative density was slightly dropped after sintering at this temperature.
Literatures had shown the workability of Ru and some Ru alloys at the temperature as high as 1450°C and above[23], which means at high temperatures the deformation mechanism may differ from what it was at low temperatures. Stress changes the chemical potential of atoms on the surface of the grains in a polycrystalline materials when suffers stress. The atoms of the crystal lattice at the side faces are shifted by the tensile stress a little bit apart from each other, where the lattice of the top and bottom surface is a little squeezed together.Thus, vacancies from the top and bottom surfaces diffuse to the side faces. And the atoms on the surface were fused together just like what would show for materials which have good workability. And deformation river patterns may display on some particles due to the atom climb and slide. When the surface was fused together and particle boundaries are largely reduced, Nabarro-Herring creep instead of Coble creep should be the main creep mechanism.Therefore, if pores were trapped in the center of the samples, it is hard to diffusion outward the surface which would result in a decrease of the density.
2.3 Crystallographic evolution of the as-sintered Ru samples
Fig.9 shows the X-Ray diffraction patterns of Ru samples compacted at different sintering temperatures.All major X-ray diffraction peaks can be seen in Fig.9.Compared with the patterns of Ru powder in Fig.2,which can be considered as stress free and with a random orientation, samples compacted at high temperatures all show preferred orientation. The most remarkable change is the preferred orientation along the(002) direction and decline of the (101) peaks. For the application of Ru target in data storage industry, a preferred orientation of (002), (112) and (004) direction is preferred[11].
Fig.10 shows the integrated intensity ratios of the Ru (002) to Ru (100) peak and Ru (002) to Ru (101)peak as a function of sintering temperature, the value of powder in Fig.2 was taken as the ratio of room temperature. The reason for using the ratio of the Ru(002) to Ru (100) peaks is that both of those planes are orthogonal[24]. Meanwhile, the abrupt change of (101)peaks from powder to sintered state is the reason to use the ratio of the Ru (100) to Ru (101) peak. The Ru (002)to (100) ratio increases firstly to a peak value after compacted at 1050°C. It then decreases with the sintering temperature and reach a low turning point at 1350°C. Thereafter, the ration has a slight increase at 1450°C. The Ru (002) to Ru (101) ratio has a similar tendency but different slop.

Fig.10 The integrated ratios of the Ru(002) to Ru(100)peak and Ru (002) to Ru (101) peak as a function of sintering temperature图10 Ru(002)-Ru(100)峰和Ru(002)-Ru(101)峰的综合比值随烧结温度的变化
By fitting major peaks in Fig.9, the accurate peak positons can be identified. The distance between the same kinds of crystal planes can be calculated from the peak positons, as shown in Fig.11. In Fig.11 the distance for (100), (002), (101), (110) planes with different sintering temperature were chosen. The principal residual stress σ can be estimated from lattice strain (d-d0)/d0, Young’s modulus,Ef, and Poisson ratio,vf, of the compacted samples according to the following equation[13,25]:

Fig.9 XRD patterns of Ru compacted at different sintering temperatures图9 钌经不同温度热压后的XRD图谱

wheredandd0are the plane spacing for compacted samples and standard sample determined by XRD measurements. The values ofd0are from the X-ray powder diffraction in Fig.2 and have been taken as the standard values. The negative value in this equation indicates a compressive stress.
Fig.11 shows the variations of the distance for(100), (002), (101), (110) planes with sintering temperature. (d0is the value from the XRD pattern in Fig.2). It can be seen from Fig.11, the differences between thed-value of compacted samples and the powder sample become small from 1050°C to 1150°C,turns around to a higher value at 1250°C and become small again as the temperature is increased, and reach a lowest value at 1450°C. Most of the time, the residual stress is compressive stress. Attention should be paid to the values at 1450°C, it’s the lowest value for (100),near zero for (101) and (110) planes, negative for the(002) planes, which means the principal residual stress σ was decreasing at this temperature, and transforming from compressive stress into zero or tensile stress,which also means a stress relaxation as increasing the sintering temperature.

Fig.11 The variations of the distance for Ru(100), (002), (101), (110) planes with sintering temperature图11 不同温度烧结后Ru(100), (002), (101), (110)晶面距离的变化
3 Conclusions
Ruthenium with a density near theoretical value and uniform and fine grain size can be achieved by biaxial vacuum hot pressing. Different grain and pores morphologies can be seen for different area of the samples depending on the sintering temperature for the compacted samples. The porosity rate and different densification mechanisms at different temperatures result in the density variation of the samples. A preferred orientation along the (002) direction was achieved by the biaxial pressing process. Stress relaxation as sintering temperature increment has been found.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
火炸药学报(2022年5期)2022-11-04
中国特种设备安全(2022年6期)2022-09-20
宁夏电力(2022年1期)2022-04-29
制造技术与机床(2019年8期)2019-09-03
物理实验(2019年7期)2019-08-06
模具制造(2019年3期)2019-06-06
航空材料学报(2019年2期)2019-04-15
物理学报(2018年22期)2018-12-18
金属加工(热加工)(2018年10期)2018-10-26