螺栓预紧力的验证方法
2021-08-19 03:51叶锐智庆杰崔巍韩顺坤卫帅兵张景惟
机械工程师 2021年8期
叶锐,智庆杰,崔巍,韩顺坤,卫帅兵,张景惟
(1.宝鸡石油机械有限责任公司,陕西 宝鸡 721002;2.中油国家油气钻井装备工程技术研究中心有限公司,陕西 宝鸡 721002)
0 引言
螺栓连接以其结构简单、连接可靠、拆卸方便等优点在采油机械设备设计制造中得到广泛应用,特别是螺纹连接在承受工作载荷之前,预先施加称之为预紧力的作用力,便可使螺纹连接的可靠性及紧密性得到有效保证[1]。此预紧力的适当施加有着关键性作用,若预紧力达不到规定要求就会使被连接件之间在受载后出现缝隙和发生相对滑动,造成零部件的松动,甚至使整机无法正常工作;若预紧力过大就会引起人为的零部件损坏,螺栓可能被拧断,连接件被压碎、咬粘、扭曲或断裂,也可能使螺纹牙型被剪断而脱扣。被国际广泛认可的API 采油机械技术标准中也有明确的要求:“当设计规定预载时,螺栓预紧应视为要求确认的过程”。而目前国内外长期以来应用广泛的控制预紧力方法是采用力矩扳手,其制造费用相对较低,缺点是预紧力与转矩值的换算过程受连接面表面质量、螺纹精度等难以预计的参数影响,转矩值误差较大,一般在±25%左右。研制的预紧力-转矩值验证装置可对在转矩扳手施加一定转矩值的过程中,对螺栓进行预紧力的测量,经过对现场试验的数据进行记录、对比,此装置对转矩扳手施加的转矩值可进行进一步验证。
1 技术分析
所谓预紧力就是在安装螺栓时预先作用在螺栓上的一个力(压强),作用是使螺栓在其弹性范围内变形,把连接件结合在一起[2]。常规使用的转矩扳手利用T=F·K·d(式中:F为预紧力;T为转矩值;K为拧紧力矩系数;d为螺纹公称直径)得出所须预紧力对应的转矩值,式中的K值主要取决于螺纹当量摩擦因数及螺母与被连接件的摩擦因数,关联因素较多,难以测量,且随着加工方式的变化,可变性较大,一般误差在±25%。而预紧力-转矩值验证装置利用油液对压力的敏感性,采用上下结构液缸准确地将螺栓的变形反映到油压显示装置。预紧力的最终计算仅依据“F=PA(式中:F为预紧力;P为油压;A为油缸面积)”便可得出。从计算过程来看,过程误差主要由油缸内腔面积加工误差及油压显示装置误差产生。因油缸盖、油缸座最终须形成密封的内腔,在设计要求中比较严格,密封处最大间隙仅为0.05 mm,最高精度为Ra0.8 μm,油缸内腔面积加工误差可忽略不计。预紧力-转矩值验证装置实际误差仅与油压显示装置误差有关,而油压显示装置误差是一个可知、可控的误差。量程范围是0~30 MPa,精度等级为2.5的普通压力表允许误差仅为2.5%。
1.1 结构设计
该测量装置主要由油缸盖、油缸座、扶正销轴、油压测量装置、手摇泵等零部件组成,结构如图1所示。密封8、9采用尼龙挡板与O形圈双重密封的方式,在油缸盖、油缸座内部形成可伸缩的密封腔体。6件定位销钉保证油缸盖的上下移动、4件扶正销轴的导向作用,可使螺栓在受预紧力拉伸的过程中,沿其轴向自由伸长。主要部件上扶正板1、下支撑板5、油缸盖3、油缸座7采用通用设计,可保证常规M42以下螺栓的验证。试验中,只需更换待测螺栓的直接接触件(上垫块12与下垫块6),不需整体拆卸、拆解装置,便可实现对不同螺栓转矩值的验证;同时该结构主要部件之间无需连接,只需叠加即可,拆卸、组装方便。
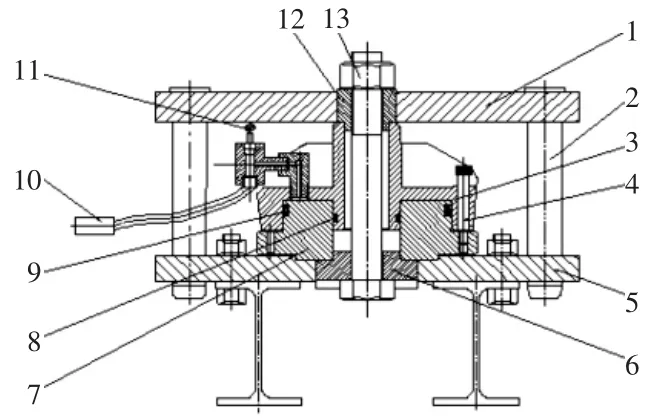
图1 转矩值-预紧力验证装置结构图
1.2 工作原理
验证装置使用时,利用手摇泵等压力装置将油液打入油缸盖、油缸座之间,油缸座的压力传递使验证螺栓头部受到向下的压力,油缸盖的上移来推动验证螺母,使螺母受到向上的推力,此种螺栓的受力状况,完全符合螺栓仅受预紧力时的拉伸状态,图2(a)所示是螺母刚好拧到和被连接件接触,但尚未拧紧;图2(b)所示是螺母已拧紧,但尚未承受工作载荷,螺栓此时仅受预紧力的拉伸作用,伸长量为λ。此时油压通过“ P=F/A(式中:P为油压;F为预紧力;A为油缸面积)”的对应关系,上紧至验证螺栓要求的预紧力的80%,保证油缸腔内有充足的油液,同时未上紧到预定的转矩值。最终利用转矩扳手上紧螺母至预定的转矩值,油缸盖向下移动,缸内油压增大,直接反映至油压检测装置,通过P=F/A计算出预紧 力,与F=T/(Kd)(式中:F为预紧力;T为转矩值;K为拧紧力矩系数;d为螺纹公称直径)计算出的预紧力进行对比,实现对转矩扳手预紧力的验证。
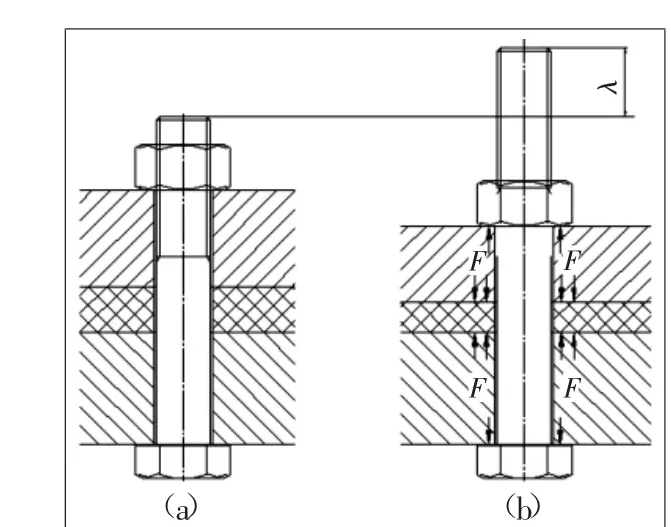
图2 螺栓拧紧过程中的受力情况
1.3 主要设计参数
1.3.1 销子的设计尺寸确定
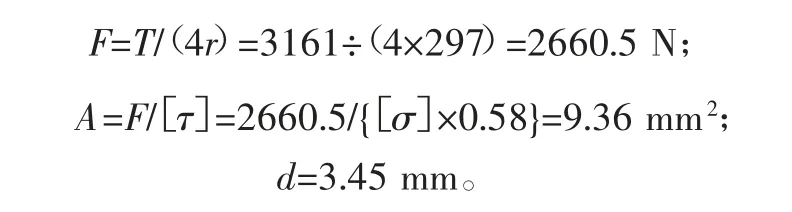
1)4根销子在工装使用中,主要承受来自螺栓最终采用力矩扳手上紧时的旋转力矩,销子主要承受剪切力,且因4根销子均匀分布,每根的剪切力相同。销子材质选用35CrMoA,以被测螺栓最大转矩值3161 N·m为准进行计算:
2)销子定位下底板与上顶板,在工作中承受弯矩,计算如下:
结合销子的受剪、抗弯能力,选取d=40 mm。同时考虑便于拆卸,销孔与销子选取C12/h11的间隙配合。
1.3.2 上、下垫块的设计尺寸确定
按照《一般螺栓螺母连接的设计及装配要求》[3]中“8.8级以上的高强度螺栓连接,应当按预紧力校核被连接件结合面的挤压应力,许用应力=0.8×被连接件的屈服强度”。螺栓预紧力-转矩值验证工装中,上、下垫块可视为被连接件,对其分别进行初步设计后的校核:
1)上垫块尺寸校核。垫块材质选用35CrMoA,其屈服强度σs=520 MPa;挤压作用平面是边长为69 mm的内空方形面A,预紧力为F0;选取M36×3螺栓预紧力556 040 N进行校核。


1.3.3 定位螺钉的校核
M10螺栓在工作中主要受到一定的剪切力,F=T/(6r)=4621 N;τ=F/A=4621÷(π×5×5)=58.9 MPa。
M10螺栓采用45钢,调质处理(217~255 HBW),σs=515 MPa,则[τ]=0.58×[σ]=0.58×σs/n=99.6 MPa,安全系数n=3。可得τ≤[τ],M10满足工装试验要求。
2 现场试验
针对表1所列广泛使用的M24、M30×3、M306×3三种规格螺栓进行试验。将实验装置固定于2级铸铁检验平台上,测量装置暂选用量程范围是0~30 MPa,精度等级为0.25级的双刻度油压表。试验依骤如下:首先手动带紧验证螺栓所配螺母,使螺母刚好拧到和被连接件相接触;其次利用钢制手动液压泵打压至螺母要求转矩值的80%;最后利用新购的、出厂检验精度在±10%以内的诺霸定转矩扳手上紧致该验证螺栓要求的转矩值。在此过程中,观察油压测量装置读数,得到试验数据如表2所示。
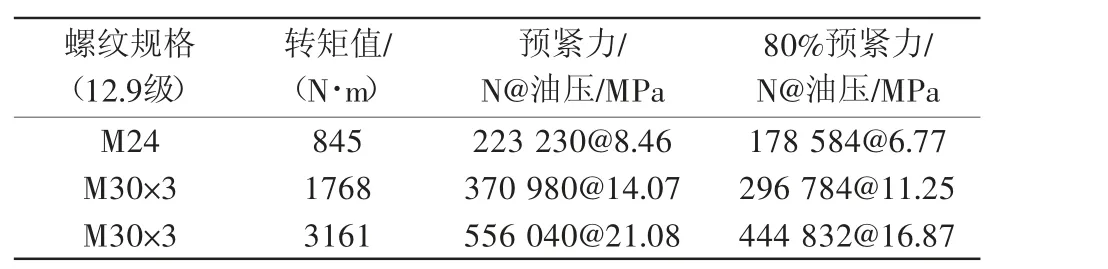
表1 试验螺栓各项参数
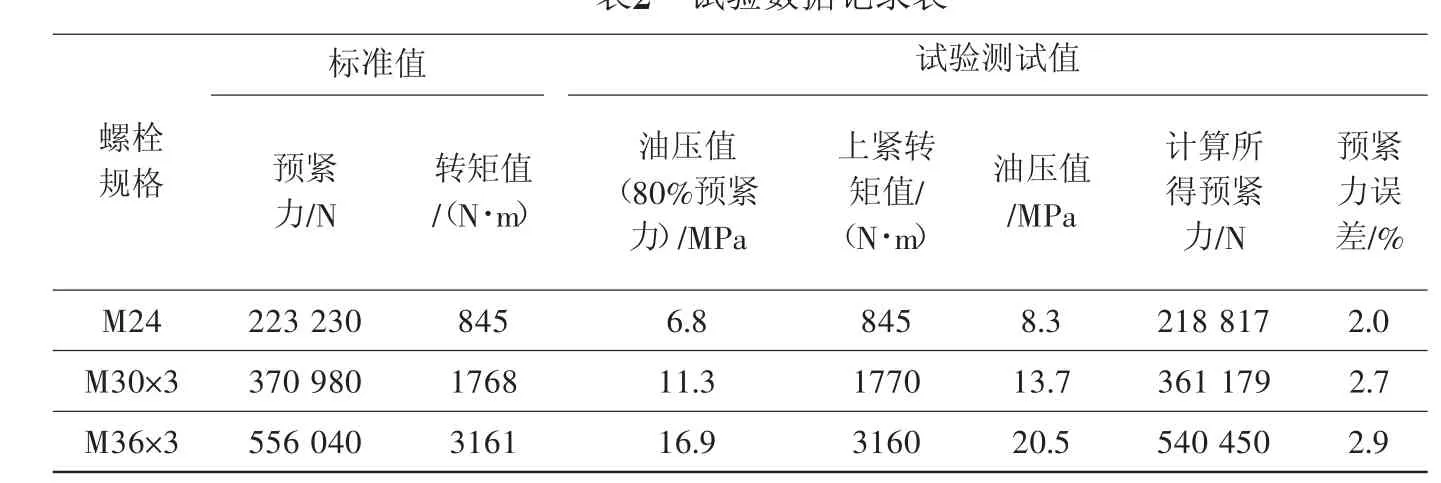
表2 试验数据记录表
说明:油缸实测面积=π(99.98×99.98-40×40)=26363.44 mm2。
3 结论
1)利用新出厂、检验合格的转矩扳手作为被检对象,通过实验得出数据,计算分析得到的误差,3种规格螺栓的预紧力误差分别为2.0%、2.7%、2.9%,均在10%以内,在转矩扳手的后续使用过程中,可不定期地利用此预紧力-转矩值验证装置对转矩扳手进行校验。
2)依据前述公式T=F·K·d,该验证装置在设计中,被试螺栓、螺栓接触件(上、下垫块)的相关精度尽量选取与实际常用产品相同精度,根据试验结果对比,可对拧紧力矩系数K值的选取有一定的参考价值。
猜你喜欢
小学科学(2022年3期)2022-04-01
中国石油石化(2020年14期)2020-01-18
凿岩机械气动工具(2017年3期)2017-11-22
军营文化天地(2017年7期)2017-09-25
汽车文摘(2016年6期)2016-12-07
军事文摘·科学少年(2016年8期)2016-11-02
军事文摘(2016年16期)2016-09-13
铁道科学与工程学报(2015年4期)2015-12-24
化工管理(2015年3期)2015-03-23
决策与信息(2014年20期)2014-03-11