PBAT基3D打印材料制备及其在上肢固定器中应用
2021-08-23 05:19阳范文陈海莲宋佳奇陈志琪潘均安梁宇熙聂羽慧冯泳婷邓健能何健
工程塑料应用 2021年8期
阳范文,陈海莲,宋佳奇,陈志琪,潘均安,梁宇熙,聂羽慧,冯泳婷,邓健能,何健
(1.广州医科大学生物医学工程系,广州 511436; 2.广州海珥达环保科技有限公司,广州 510430)
骨折固定器作为一种医用支撑装置,主要目的是固定、支持、保护和矫正人体的受伤患处和畸形部位[1–2]。骨折固定的方法主要为手术复位和骨折外固定[3–5],通常优先采用骨折外固定保守治疗,目前传统的外固定方法主要有两种:石膏固定和夹板固定。由于石膏的体积大,长期压迫会引起关节僵硬和肌肉萎缩,而石膏的紧度会引起皮肤溃疡、湿疹、皮肤过敏等;当用夹板固定时,由于夹板不完全与骨折处契合,故患肢容易因外力冲击而造成再次移位。
针对传统骨折固定器的不足,通过3D打印技术为不同年龄、身高、性别的患者个性化定制精准性高、尺寸形状匹配度好、透气性好的生物可降解骨折康复固定器[6–8]成为一种新的骨折固定器制备方法。3D打印技术是一种基于数字化的增材制造技术,可实现形状设计的个性化需求而不会增加制造成本,在满足个性化医疗器械需求、提高临床疗效等方面具有独特优势[9–11]。采用3D打印技术制备的手术导航板在提高脊椎、心脏、肝脏等复杂手术方面有效提高了手术的准确度和成功率,展示出良好的临床应用前景[12–14]。采用生物可降解高分子材料制备的骨折固定器,使用后可降解,符合绿色环保的发展理念。聚对苯二甲酸己二酸丁二酯(PBAT)和聚己内酯(PCL)等具有良好的热塑性加工性能,通过添加无机组分、纤维等[15–16]对其进行改性可降低收缩率,笔者所在团队先后开展了具有抑菌功能、低收缩率的PBAT打印材料[17]、PBAT/滑石粉3D打印材料[18]和聚乳酸(PLA)/PBAT共混材料[19]等研究,采用其制备具有抑菌功能的肿瘤放疗体位固定器,为患者提供一种定位更精准、更安全和更匹配的新型医疗器械。
PBAT在加工过程中因高温和剪切作用易引发分子链降解,熔体强度降低,导致熔融沉积3D打印过程中的熔体流动不稳定,对制品的性能和外观产生不利影响。针对上述问题,笔者在PBAT熔融共混改性过程中添加扩链剂2,5-二甲基-2,5-二(叔丁基过氧基)己烷(简称双二五)对PBAT扩链,制备了改性PBAT材料,研究双二五用量对材料熔融黏度和力学性能的影响,筛选最佳的双二五用量,以提高材料的熔体强度,满足3D打印需求。在此基础上,开展上肢固定器具的3D建模,然后采用熔融沉积3D打印制备上肢固定器具,以满足上肢骨折固定器的个性化定制需求,为骨折康复固定提供一种新型医疗器械,在提高骨折治疗的临床效果、改善患者康复的舒适度和克服传统固定器具的不足等方面具有重要意义。
1 实验部分
1.1 主要原料
PBAT:TH801,新疆蓝山屯河化工股份有限公司;
乙烯-乙酸乙烯酯(EVAC)蜡:EVA–3,德国巴斯夫公司;
碳酸钙:5 μm (3000目),连州市金福粉体科技有限公司;
双二五:TX 101,天津阿克苏诺贝尔过氧化物有限公司;
玉米淀粉:市售。
1.2 主要仪器与设备
转矩流变仪:RT0I–55/20型,广州市普同实验分析仪器有限公司;
热压成型机:BL–6170–A型,东莞宝轮精密检测仪器有限公司;
小型精密双螺杆挤出机:MEDI–22/40型,广州市普同实验分析仪器有限公司;
单螺杆3D线材挤出机:RCSI–20/28型,广州市普同实验分析仪器有限公司;
冲片机:CP–25型,上海化工机械四厂;
3D打印机:TT1型,广州畅德科技有限公司;
3D扫描仪:LD–1302型,济南鲁雕三维数控设备有限公司;
电子拉力试验机:CMT40204型(20 kN),深圳新三思材料检测有限公司。
1.3 试样制备
(1) PBAT熔融共混改性。
按照表1配方准确称取各原材料并混合均匀。采用转矩流变仪熔融共混制备改性PBAT材料,温度设定为170℃、转速50 r/min、混炼时间8 min。然后用热压成型机将上述材料在180℃下压制成薄片,热压工艺为预热时间7 min、热压时间1 min、冷却时间5 min。

表1 改性PBAT材料各组分质量分数 %
(2)双螺杆挤出制备3D打印材料。
筛选出最佳配方后,采用双螺杆挤出机在温度170℃、螺杆转速300 r/min的条件下将最佳配方对应的改性PBAT材料制备成3D打印材料。
(3) 3D线材制备。
将上述制得的3D打印材料在80℃下干燥4 h后,采用单螺杆3D线材挤出机在温度170℃、螺杆转速30 r/min的条件下制备直径(1.75±0.05) mm的3D打印线材。
1.4 性能测试
(1)转矩流变性能测试。
设定温度为170℃、转速50 r/min、混炼时间8 min,将原材料按表1配方称量后加入设备中,测试扭矩随温度的变化曲线。
(2)力学性能测试。
将改性PBAT薄片试样放置24 h后,利用冲片机制备标准力学性能测试样条,采用电子拉力试验机按GB/T 1040.1–2018测试拉伸强度和断裂伸长率,拉伸速率为500 mm/min;按照GB/T 529–2008测试材料的撕裂强度。
2 结果与讨论
2.1 改性PBAT材料的性能分析
(1)双二五用量对材料转矩流变性能影响。
不同双二五用量的材料的转矩流变性能影响如图1所示,典型扭矩值见表2。
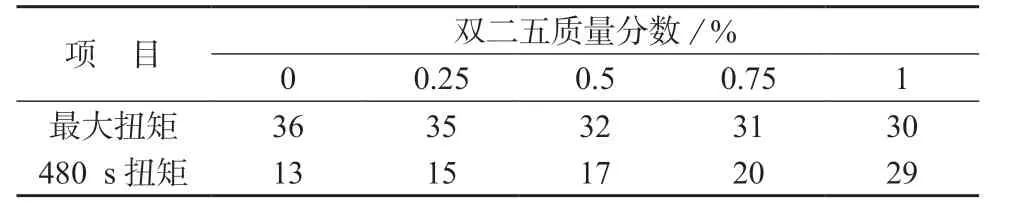
表2 不同双二五用量的典型扭矩值 N·m
由图1可知,当材料中没有添加双二五时,转矩随时间增加呈现先增大后减小的变化趋势,混炼时间达到480 s时材料的扭矩仍然有略有降低,此时的扭矩为13 N·m,说明在没有添加抗氧剂或扩链剂的情况下,PBAT大分子链在熔融共混过程中有轻微降解,黏度不断下降,故扭矩呈下降趋势。当材料中添加质量分数0.25%的双二五时,转矩随时间增加呈现先增大后减小、然后趋于稳定的变化趋势,呈现典型的热塑性材料的熔融加工特征;随着双二五用量进一步增加,转矩随时间增加呈现先增大后减小、然后又增大的变化趋势;双二五用量越多,材料在480 s时的扭矩越大;当双二五质量分数为1%时,其480 s时的扭矩为29 N·m,比双二五质量分数为0.25%时增加约一倍。产生上述现象的原因是双二五是一种过氧化物,在熔融共混过程中会引发PBAT分子链产生扩链反应,导致熔体黏度增加;故双二五用量越多,扩链程度越大,扭矩越高。
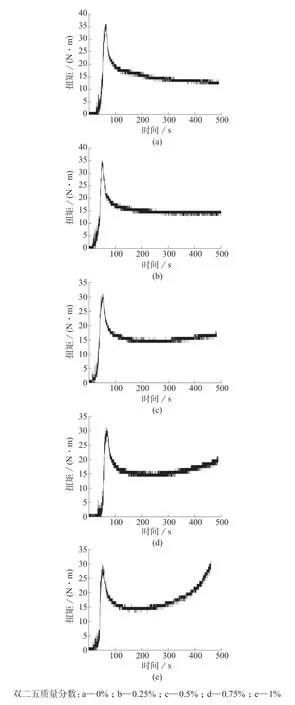
图1 不同双二五用量的材料转矩流变曲线
(2)双二五用量对材料拉伸性能的影响。
双二五用量对材料拉伸强度、断裂伸长率的影响如图2所示。由图2可知,随着双二五用量增加,材料的拉伸强度呈现先略有减小、然后不断增大的变化趋势,当双二五质量分数为0.5%时拉伸强度为9.5 MPa,质量分数为1%时达到最大值12.8 MPa;断裂伸长率呈现先减小后增加、然后又减小的变化趋势,当双二五质量分数为0.5%时达到最大值336.4%。产生上述现象的原因是与熔融共混过程中分子链的断裂和扩链效应有关,熔融共混过程中的热量和剪切导致PBAT分子链断裂,双二五引发PBAT分子链的扩链反应弥补分子链断裂造成的材料性能下降;故添加量越大,扩链程度越高,拉伸强度越大;然而,当双二五用量太多时,可能导致PBAT大分子链之间少量的交联反应,分子链的活动受阻,故断裂伸长率反而略有降低。
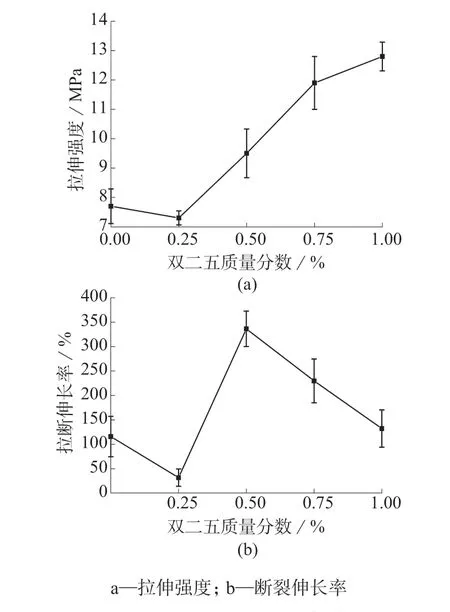
图2 不同双二五用量的材料拉伸性能
(3)双二五用量对材料撕裂强度的影响。
双二五用量对材料撕裂强度的影响如图3所示。由图3可知,材料撕裂强度随着双二五用量的增加呈现先减小后增大、然后趋于基本稳定的变化趋势,在双二五质量分数为0.5%时撕裂强度为45.8 N/mm,质量分数为0.75%时达到最大值46.7 N/mm。
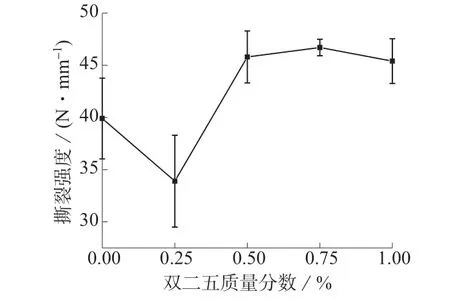
图3 不同双二五用量的材料撕裂强度
通过上述研究可知,当双二五质量分数为0.5%时,在400 s以后转矩有少许升高、断裂伸长率达到最大值、撕裂强度也较高,此时材料的综合性能最佳。故确定综合性能最佳的材料配方(质量分数):PBAT 58.5%,碳酸钙20%,玉米淀粉20%,EVAC蜡1%,双二五0.5%,材料的拉伸强度为9.5 MPa、断裂伸长率为336.4%、撕裂强度为45.8 N/mm。
2.2 上肢固定器的3D打印研究
(1)上肢固定器的3D扫描和建模方法。
首先,采用三维扫描仪对模特的胳膊进行3D扫描,设定扫描次数6次,获取基本的图像数据;然后,采用软件对图像进行封闭、平滑、处理后得到一个封闭的上肢图像,结果如图4所示。
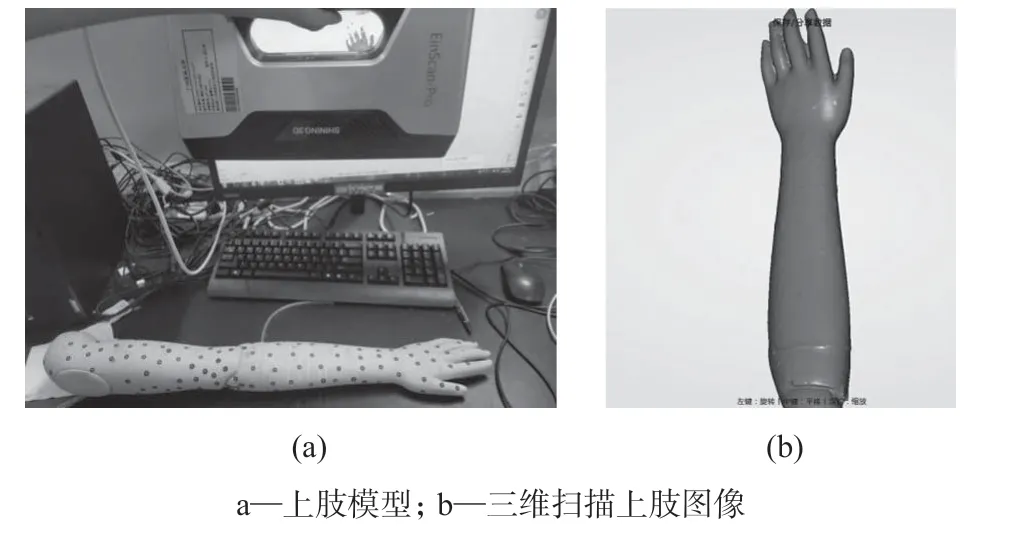
图4 上肢模型与三维扫描图像
将扫描得到的上肢图像导入Geomagic Studio软件中,调整大小与位置,通过裁剪截取所需的位置获得上肢固定器的基本模型。然后,通过修饰、增厚、打孔等操作,设计具有一定厚度,表面无孔洞、有圆孔和椭圆孔的三种上肢固定器的3D模型,结果如图5所示。
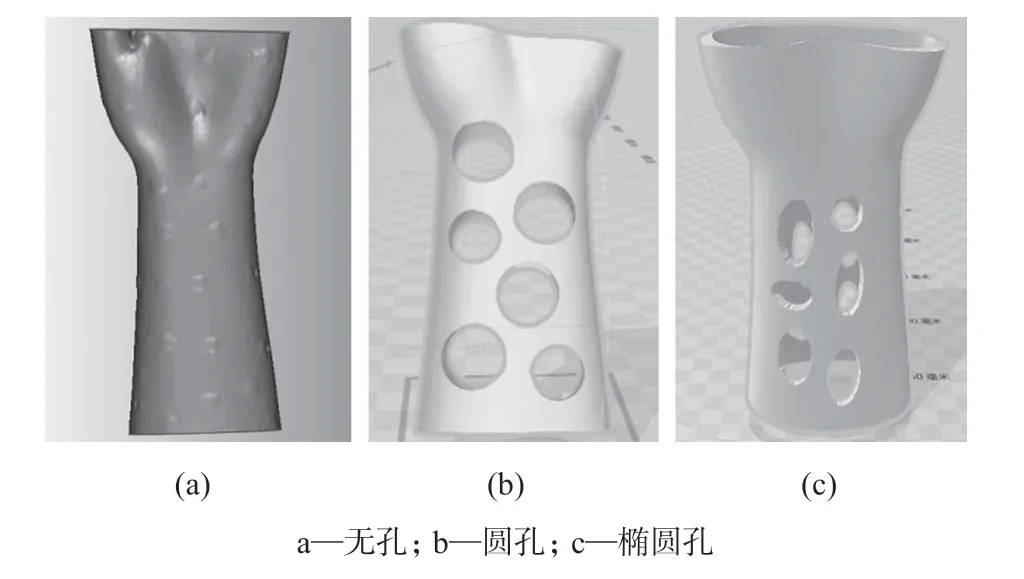
图5 上肢固定器的3D模型
(2)打印工艺研究。
打印温度和打印速度对上肢固定器打印效果的影响如图6和图7所示。
从图6可知,打印温度180℃条件下打印样品的外观光滑,无毛边,效果优于190℃打印的样品。故选择打印温度为180℃。

图6 不同打印温度下的打印效果
从图7可知,打印速度太慢或者太快,容易出现毛边或拉丝等现象,中等打印速度(5 mm/s)制备的样品的毛边和拉丝最少、效果最佳。故选择打印速度为5 mm/s。
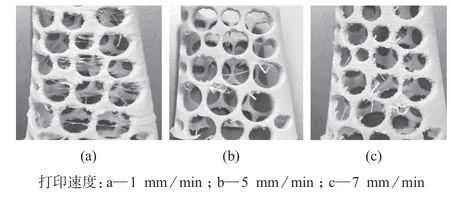
图7 不同打印速度下的打印效果
(3)上肢固定器的3D打印制备。
将3D打印机的温度设定为180℃、打印速度为5 mm/s,采用制备的3D线材打印上肢固定器,结果如图8所示。从图8a可知,对于没有孔洞的模型,可以顺利打印出上肢固定器样品,外观效果良好。但是该类样品存在透气性不佳、打印效率较低等不足。而在模型表面设计一些孔洞,一方面可提高打印效率、节约原材料,同时可改善上肢固定器的舒适性和透气性,因为表面的孔洞有利于排气和排汗,从图8b和图8c发现,设计孔洞的固定器也更加美观。
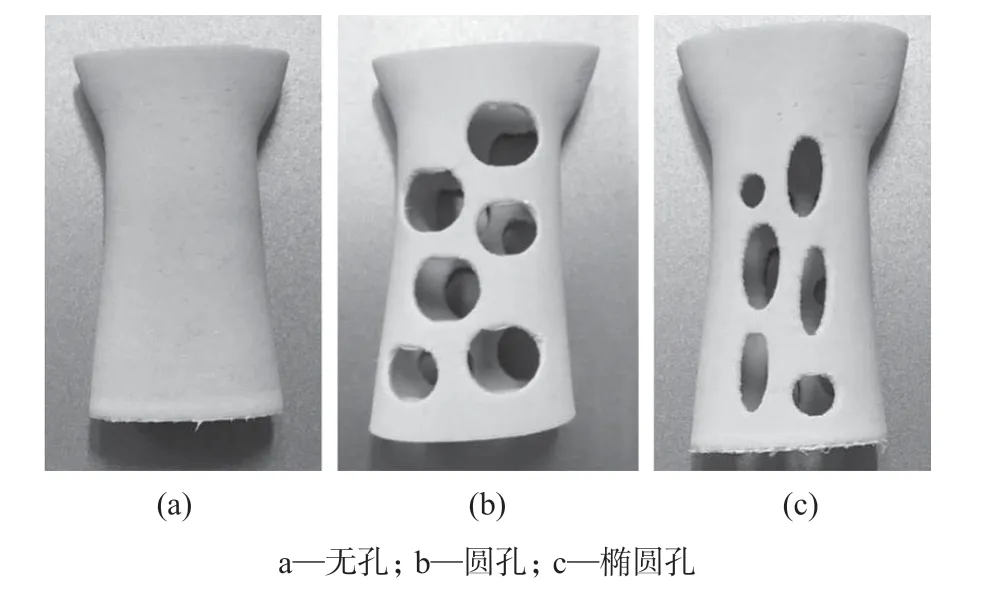
图8 上肢固定器的3D打印样品照片
根据上述实验结果,对图8b和图8c的3D模型进一步增加孔洞数量和优化排列方式,优化后的3D模型和打印产品如图9所示。从图9可知,优化后的上肢固定器中,孔洞数量有了明显增加。比较圆孔和椭圆孔的3D打印产品,设计有圆孔的产品打印时出现了较多的拉丝现象;而设计有椭圆孔的产品没有出现拉丝现象,孔洞完整,外观和内表面光滑。原因与圆孔打印过程中孔洞直径大、孔洞之间的连接部位尺寸变化跳动较大有关,这会导致喷头回丝控制难度大,进而导致拉丝较严重;而对于椭圆孔洞,通过优化排列方式,孔洞之间的连接部位尺寸相对均匀,喷头回丝相对容易,故打印产品外观良好。
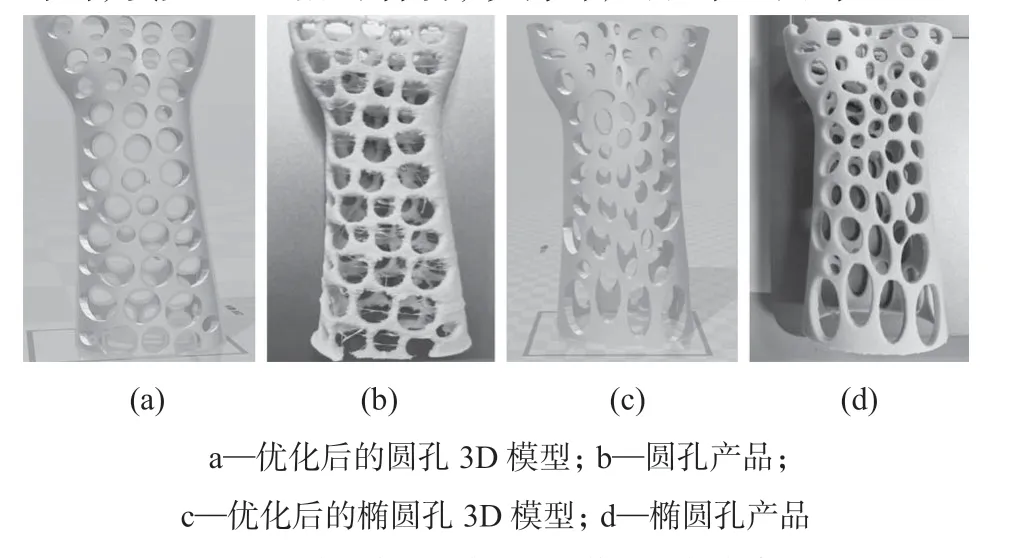
图9 上肢固定器的优化3D模型和打印产品
综上所述,采用熔融沉积3D打印机在打印温度180℃、打印速度5 mm/s的条件下,可制备表面有椭圆孔、外观良好的上肢固定器产品。
3 结论
(1)当双二五质量分数为0.25%时,PBAT改性材料的转矩随时间增加呈现先增大后减小、然后趋于平衡的趋势;当双二五质量分数不低于0.25%时,转矩随时间增加呈现先增大后减小、然后又增大的变化趋势趋;随材料中双二五用量增加,480 s时的扭矩增大。
(2)随双二五用量增加,材料的拉伸强度呈现先略有减小、然后不断增大的变化趋势,断裂伸长率呈现先减小后增加、然后又减小的变化趋势,撕裂强度呈现先减小后增加、然后趋于稳定的变化趋势。
(3) 3D打印材料综合性能最佳的配方(质量分数)为PBAT 58.5%、碳酸钙20%、玉米淀粉20%、EVA蜡1%、双二五0.5%,其拉伸强度为9.5 MPa、断裂伸长率为336.4%、撕裂强度为45.8 N/mm。
(4)采用自制的3D打印线材在打印温度180℃、打印速度5 mm/s条件下进行熔融沉积3D打印,可制备表面有椭圆孔洞的上肢固定器,其孔洞完整,外观和内表面光滑。
猜你喜欢
电子技术与软件工程(2021年7期)2021-06-16
收藏界(2019年3期)2019-10-10
中国特种设备安全(2019年2期)2019-04-22
测控技术(2018年6期)2018-11-25
中国自行车(2018年4期)2018-05-26
光学精密工程(2016年4期)2016-11-07
中国民族医药杂志(2016年7期)2016-05-09
中国塑料(2015年7期)2015-10-14
实用手外科杂志(2015年2期)2015-08-28
新疆钢铁(2015年3期)2015-02-20