甲醇合成装置PSA制氢单元氢气产品杂质含量超标原因及防范措施
2021-08-26 06:18陈翠翠朱中正
氮肥与合成气 2021年8期
田 锋,陈翠翠,朱中正,王 浩
(蒲城清洁能源化工有限责任公司, 陕西蒲城 715500)
蒲城清洁能源化工有限责任公司一期规模为180万t甲醇、70万t聚烯烃,主要生产聚丙烯和聚乙烯,甲醇为中间产品。甲醇合成装置采用英国戴维(Davy)合成工艺,配套四川天一科技有限公司的变压吸附(PSA)制氢系统,对合成弛放气进行氢气提纯,供合成装置、硫回收装置、烯烃分离装置、聚丙烯装置及聚乙烯装置使用。
1 PSA的基本原理和温度特性
1.1 PSA的基本原理
PSA是以吸附剂(多孔固体物质)内部表面对气体分子的物理吸附为基础,在相同压力下,吸附剂易吸附高沸点的组分,不易吸附低沸点的组分;在高压下,吸附剂的吸附量增加(吸附组分),减压后吸附量减小(解吸组分)[1]。这种在高压下吸附、低压下解吸的循环过程就是PSA的工艺过程。
1.2 吸附量与温度的关系
随着温度的升高,吸附剂的吸附量(质量浓度,下同)下降,易于吸附质脱附;随着温度的降低,吸附剂的吸附量增大,易于吸附质吸附(见图1)。
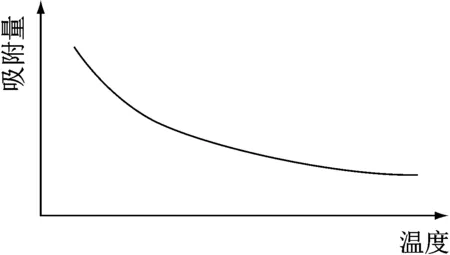
图1 吸附量与温度的关系
1.3 各组分在吸附剂上的吸附能力
甲醇合成弛放气中含有多种气体成分,各种气体组分在吸附剂上的吸附能力见图2。
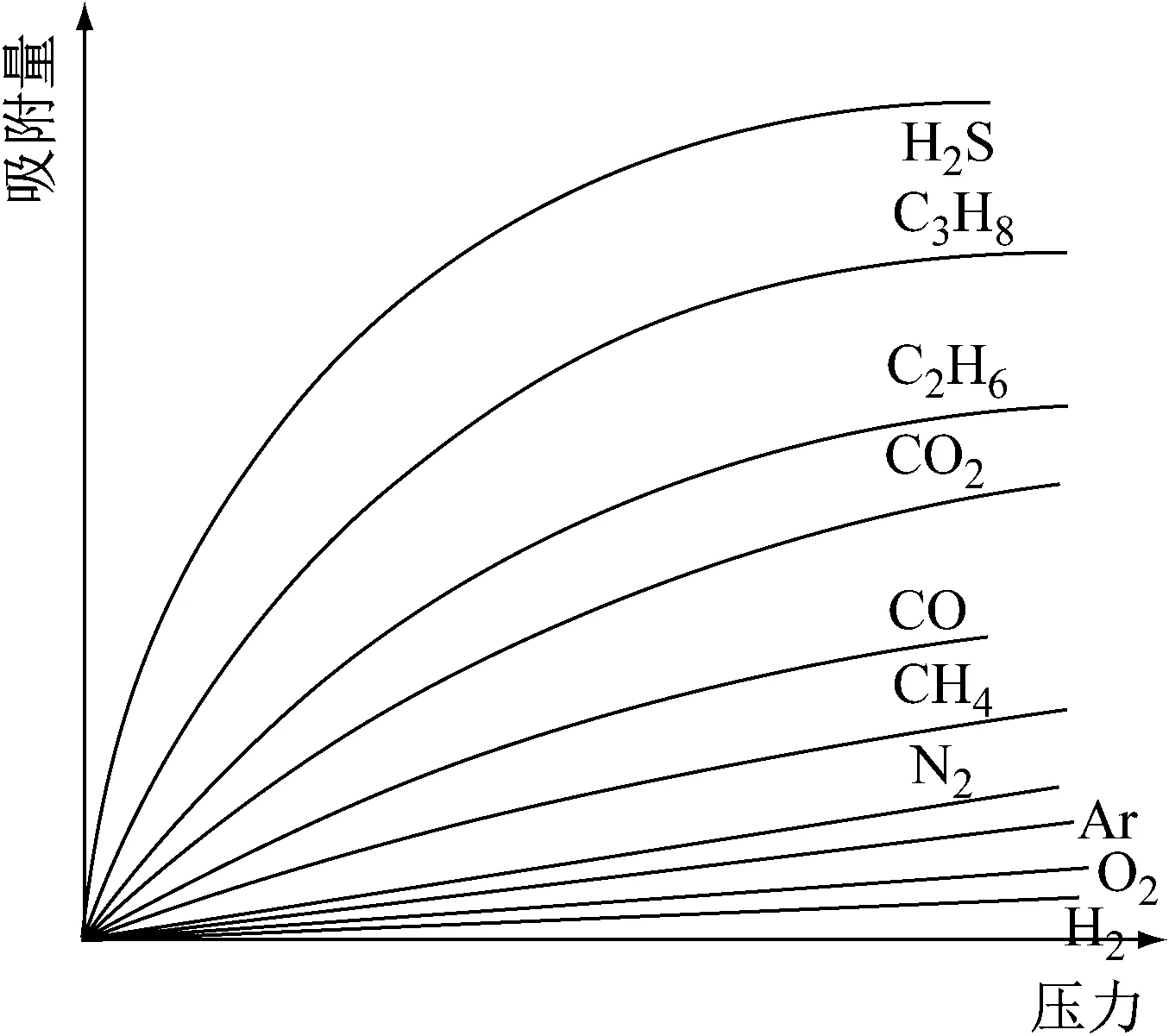
图2 吸附等温线

由图2可知:各组分在吸附剂上的吸附能力随压力升高而增加,随压力降低而减小。在高压下,吸附剂的吸附能力较强,可以有效地吸附杂质,提纯氢气;在低压下,被吸附的组分快速解吸,释放吸附量,如此循环往复。
2 工艺流程
从甲醇合成装置来的弛放气(主要组分为H2、CO、CO2、N2、CH4等),先通过入口分离器,将原料气中的液体(主要为H2O和甲醇)分离出来,气体进入PSA单元,吸附塔顶部得到纯氢气,送入氢压机系统,氢压机出口分出三路:第一路返回合成系统,调整合成新鲜气氢碳比,参与合成反应;第二路去硫回收装置加氢反应器,降低尾气中的SO2含量;第三路去烯烃装置,供烯烃分离、聚丙烯、聚乙烯工段使用。吸附塔底部解吸气分成两路:一路去蒸汽过热炉,将合成副产1.8 MPa饱和蒸汽加热成过热蒸汽,供汽轮机使用;另一路去余热发电装置,利用解吸气作为燃气生产蒸汽用于发电。PSA系统流程简图见图3。
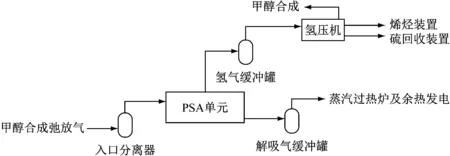
图3 PSA系统流程简图
3 设计参数
3.1 PSA原料气
PSA原料气(即合成弛放气)设计体积流量为73 979.6 m3/h,温度为20~45 ℃,压力为3.6 MPa,其组分体积分数见表1。
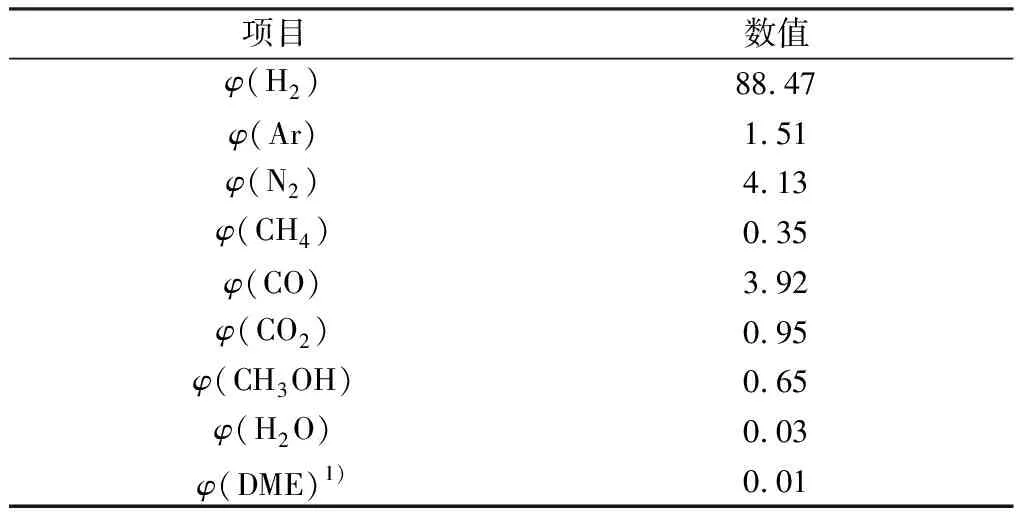
表1 PSA原料气组分体积分数 %
3.2 产品气
PSA产品气设计体积流量为0~60 000 m3/h,压力为3.5 MPa,温度为20~40 ℃,其指标[2]见表2。
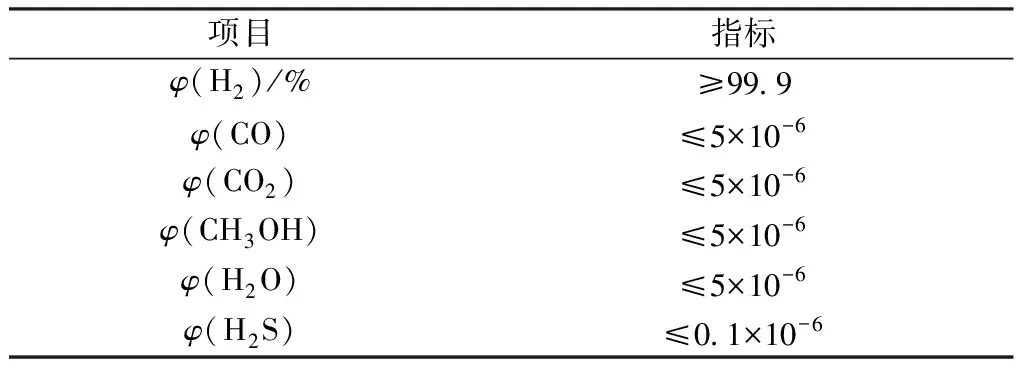
表2 产品气指标
4 产品气杂质含量超标的影响
若产品气(主要为H2)中CO、CO2含量超标,会引起聚丙烯、聚乙烯装置反应中止,从而导致聚丙烯、聚乙烯装置停车。
若产品气中CH3OH、H2O含量超标,会引起聚丙烯、聚乙烯装置反应器内静电波动,使得聚合反应产物结块,严重时可能发生爆聚,从而导致聚丙烯、聚乙烯装置停车。
5 原因分析
(1) 当PSA负荷增加时,总吸附时间未及时调整(应调小),吸附塔内杂质吸附量不足,从而导致产品气杂质含量超标[3]。
(2) PSA第一次顺放步骤压差设定偏高,顺放后吸附塔压力偏低,顺放气中杂质含量升高,冲洗不干净,吸附剂再生效果差,导致产品气杂质含量超标。
(3) 解吸气混合罐压力设定偏高,或阀门比例积分控制(PI)参数设定不合理,冲洗时系统背压高,冲洗过程不彻底,吸附量降低,从而导致产品气杂质含量超标。
(4) PSA吸附塔12塔以下运行时,由于程控阀动作迟缓,或参数设定不合理,同一条解吸气管线上正在进行冲洗步骤的吸附塔与正在进行逆放步骤的吸附塔发生窜压,逆放气中的大量杂质进入正在冲洗的吸附塔中,致使该吸附塔再生不彻底,导致产品气杂质含量超标。
(5) 氢气取样钢瓶混用,钢瓶内有其他杂质气体,取样时未置换干净,有杂质残留,导致产品气杂质含量出现“假超标”现象。
(6) 氢气取样器有介质互窜的可能,在取样时有其他介质窜入氢气钢瓶中,使产品气受到污染,导致产品气杂质含量出现“假超标”现象。
(7) 氢气分析色谱仪受到污染或未吹扫干净,色谱柱上有杂质残留,导致产品气杂质含量出现“假超标”现象。
(8) 氢压机出口压力低于合成系统压力,合成装置工艺气从返氢管线倒回,窜入氢气外送管网,导致聚烯烃装置所用氢气杂质含量超标。
6 防范措施
(1) PSA负荷改变时,中控操作人员应及时调整吸附时间。吸附时间太长,产品气杂质含量可能超标;吸附时间太短,产品气收率降低。为防止中控人员操作不及时,可设定程序自动控制,吸附时间根据负荷自动调整,技术人员仅需每隔一段时间根据PSA进料气组分变化及近期运行情况等对控制程序参数进行修正即可。
(2) PSA第一次顺放步骤压差设定应合理,设定太高可能使得顺放气中夹带杂质,设定太低则顺放时间太短,冲洗不干净。该设定值可以通过分析PSA顺放步骤过程的气体样品,然后根据分析结果中的杂质含量来进行调整。若杂质含量低,则顺放时间可适当延长;若杂质含量高,则顺放时间适当缩短[4]。
(3) 解吸气混合罐的压力设定应适中,太高会影响吸附塔再生效果,太低会导致解吸气管网压力低,蒸汽过热炉燃气压力不足。同时,调整混合罐放空阀及外送阀的PI参数,使混合罐的压力能够稳定在设定值附近,避免大幅度波动。
(4) 程控阀动作迟缓可能会造成串联在同一条管线上的两个不同步骤的吸附塔窜气,从而影响吸附塔的正常运行,当出现冲洗步骤的塔窜气时,就可能导致氢气质量超标。因此必须定期对程控阀进行维护保养,保证其动作顺畅,阀门开关的过程时间不大于3 s为佳。若程控阀动作正常或无法维护,可以修改冲洗及逆放时间,让冲洗步骤提前结束,防止窜气。调整参数时每次加减1 s,调整完成后观察一个周期,再继续调整,直至不窜气为止。
(5) 质检人员取样时,必须专瓶专用,不能与其他介质的气瓶混用。在取样时,必须对取样钢瓶进行置换,置换时间大于10 min,保证钢瓶内的残余气体置换干净。
(6) 检查氢气取样器的进口管线、现场放空管线、放火炬管线,确认这三条管线与其他介质的取样器无串联现象,防止介质互窜。
(7) 色谱仪在使用前必须进行吹扫,吹扫时间应大于15 min,确保将仪器内残留的介质置换干净,防止在检测氢气时产生干扰,造成误判。
(8) 当出现PSA出口产品气合格,但聚烯烃装置所用氢气不合格,且氢压机出口压力在某一时刻低于合成系统压力时,基本可以判定是合成工艺气倒窜入氢气外送管网造成的。在运行时,要始终保证氢压机出口压力大于合成系统压力,可以设置压差低报警和低低联锁,当压差过低时,联锁关闭氢气外送调节阀。氢压机出口压力恢复正常后,先置换氢气外送管网,将调节阀前可能被污染的氢气置换干净,然后再通知聚烯烃装置使用。
7 结语
PSA装置是一个循环吸附和解吸的运行单元,当某一个塔或某一个程控阀出现问题后,并不能立刻表现出产品气杂质含量超标,它需要经过一个长时间的累积;因此,当发现产品气在线分析仪杂质含量上升时,就要立即翻看前4 h的吸附曲线及报警记录,查找原因,并及时采取相应措施。由于在线分析仪的局限性及手动分析的时间间隔较长,产品气杂质含量超标后并不一定能及时发现,此时也可以通过聚丙烯、聚乙烯装置反应活性来进行判断。当产品气中CO、CO2含量升高时,聚丙烯、聚乙烯装置催化剂的反应活性会明显下降,切断产品气后,反应活性又能够很快恢复,如此亦可判断产品气质量出现问题。
猜你喜欢
化工管理(2022年13期)2022-12-02
能源工程(2021年1期)2021-04-13
纤维复合材料(2018年4期)2018-04-28
中国塑料(2016年10期)2016-06-27
中国塑料(2015年3期)2015-11-27
中国塑料(2015年6期)2015-11-13
中国塑料(2015年9期)2015-10-14
中国塑料(2015年1期)2015-10-14
中国塑料(2014年1期)2014-10-17
应用化工(2014年11期)2014-08-16