
挤出压片机轴承座/盖轴承孔单件加工精度保证方法
2021-08-27 11:49王洪键
橡塑技术与装备 2021年16期
王洪键
(大连橡胶塑料机械有限公司, 辽宁 大连 116036)
1 零件介绍
双螺杆挤出压片机主要分为挤出装置和压片装置,其中挤出装置中重要的零部件为机筒、螺杆、轴承座/盖,由于螺杆与机筒之间安装后存在间隙要求,且螺杆是安装轴承座/盖内,螺杆的螺旋端悬伸在机筒内部,所以如图1所示,机筒锥孔的中心线与轴承座/盖轴承孔的中心线同轴度需要有一定的精度要求。

图1 机筒轴承座/盖组立
由于轴承座/盖图纸如图2所示要求在小端中心孔距离为A±0.1,单件加工轴承座/盖无法保证A尺寸精度,所以为了机筒锥孔的中心线与轴承座/盖轴承孔的中心线同轴度的做法是将机筒与轴承座/盖进行组立形成组合件,以加工好的机筒内锥孔为基准采用卧式加工中心旋转工作台方式镗铣加工轴承座/盖轴承孔,进而保证当螺杆装入轴承座/盖满足螺杆螺旋部位与机筒之间间隙满足设计要求。

图2 轴承座尺寸示意图
2 原加工工艺存在的问题
目前双螺杆挤出压片机的机筒与螺杆需要组立加工,在生产过程中会有以下缺点:
(1)机筒的生产进度直接影响生产轴承座/盖的加工进度,比如机筒延期,则造成一系列相关配作件顺应延期。
(2)轴承座/盖与机筒均无互换性,零件在公司内部无法串用并且用户无法单独购买,不能够灵活的满足生产需求。
(3)由于组立,则需要较大的卧式加工中心进行加工,加工成本较高。
3 新加工工艺解决方案
机筒与轴承座/盖组立加工,主要是为了保证机筒的14°中心线与轴承座/盖14°轴承孔中心线同心,其余要保证机筒底面与轴承座底面一平,机筒顶面与轴承盖一平,详见图1、图3所示,利用转换加工基准保证单件加工精度,即可满是以上所有条件,即可取消组立加工。
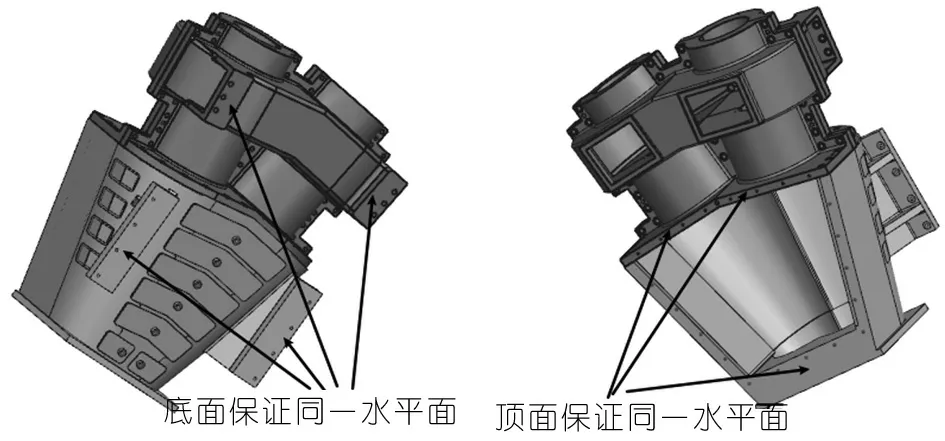
图3 机筒与轴承座/盖组立示意图
为了保证不组立即可保证装配精度要求,且底面与顶面在同一平面内,则需要重点控制以下尺寸,如图4轴承座/盖图纸所示:

图4 轴承座/盖重点尺寸控制图纸
由于轴承座/盖采用四轴卧室加工中心加工,加工两边83°斜面时,需要左右旋转机床工作台各7°,加工大平面,所以还要保证A±0.1常规方法无法加工保证,现解决方案如下:
在轴承盖上端加工Φ20工艺定位销孔,加工位置如图5所示,定位销孔理想加工为直边83°两大平面偏置一定距离L1后正中心交点位置,如图6所示。
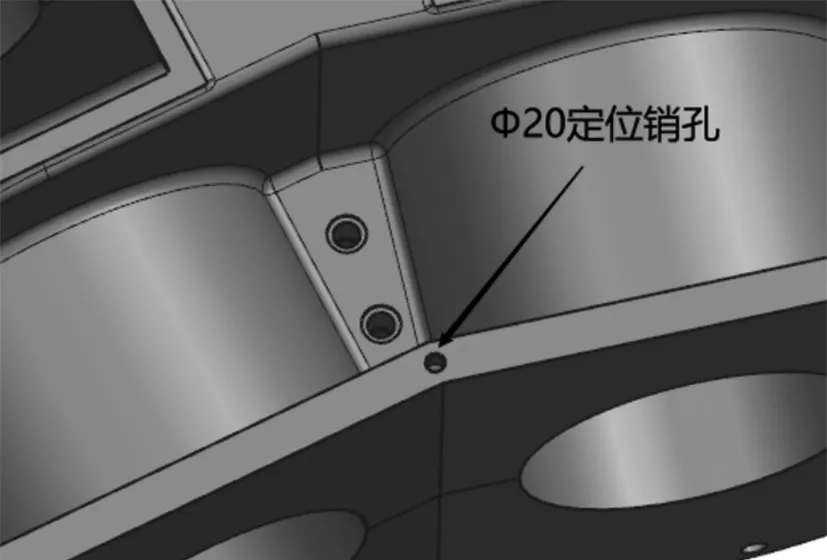
图5 工艺定位销孔位置

图6 偏置后交点位置
以83°斜面准确定位工艺销孔方法如下(前提轴承座/盖关键部位留量为:83°大平面单边余量4 mm,轴承孔各部单边余量4 mm)。
经过分析若想准确确定交点位置,必须计算出该交点坐标,才能够精确的加工该工艺定位销孔,现根据要求,建立以下数学模型:
已知条件:如图7所示,已知点(0,0)、点(X1,Y1)在直线L1上,点(X2,Y1),点(X3,Y3)在直线L2上,直线L3为直线L1平移距离L得到,直线L4为直线L2平移距离L得到,求偏移后的直线L3与L4交点(X,Y)坐标。

图7 已知条件示意图
交点(X,Y)求解方法如下:
直线L1的截距式直线方程为:
转换成直线的一般方程为:

直线L2的两点式直线方程如下:
转换成直线的一般方程为:

则可以将直线L3方程设为:

由于偏移量为L,则根据两直线距离公式得:

则可以将直线L4方程设为:

由于偏移量为L,则根据两直线距离公式得:

由(1)(2)(3)(4)(5)(6)方程解的:
根据上述所推导公式,则轴承盖上定位销孔在龙门加工中心加工操作方法如下:
此种数学模型的计算方法优点之处不限制零件的装夹方式,工件可以随意摆放,无需在机床上严格找正,大大的减少了操作者的工作强度,并提高了工作效率。
第一步:使用铣刀或找正棒,靠在工件83°斜面左面,并将机床坐标清零得到A点坐标(0,0),如图8所示;
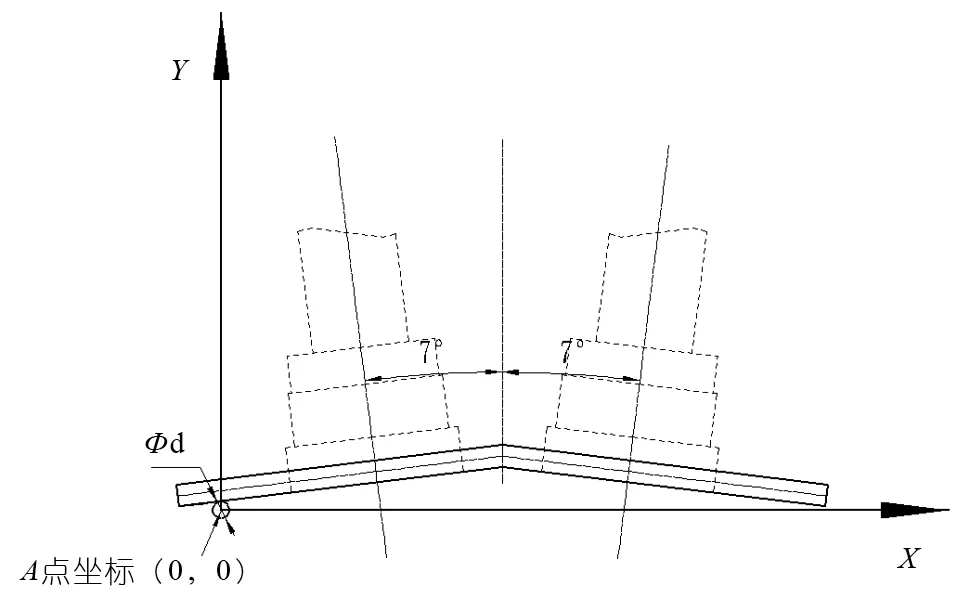
图8 操作第一步示意图
第二步:使用铣刀或找正棒,靠在工件83°斜面左面另一个位置,尽量远离A点,并记录坐标B点坐标(X1,Y1),如图9所示;

图9 操作第二步示意图
第三步:使用铣刀或找正棒,靠在工件83°另一斜面一个位置,并记录坐标C点坐标(X2,Y2),如图10所示
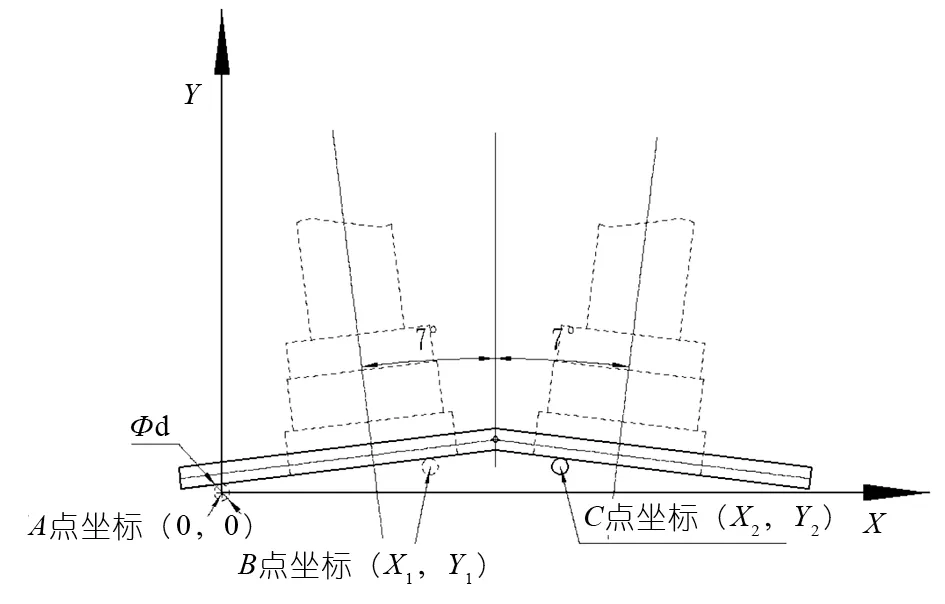
图10 操作第三步示意图
第四步:使用铣刀或找正棒,靠在工件83°另一斜面另一个位置尽量远离C点,并记录坐标D点坐标(X3,Y3),如图11所示;
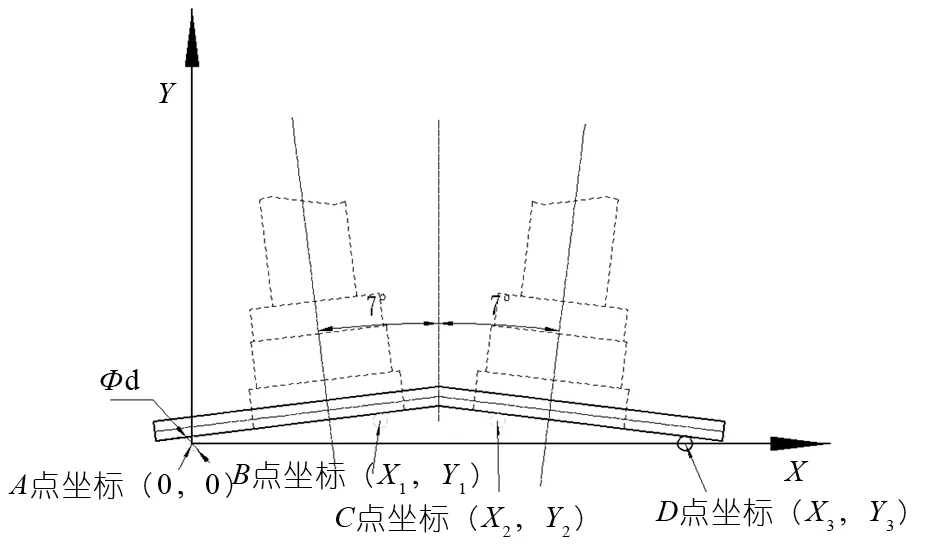
图11 操作第四步示意图
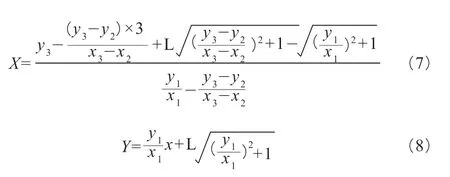
第五步:将A、B、C、D坐标带入下列公式,根据公式(7)(8)算出交点坐标(X,Y),注意公式中:L=d/2+L1+余量。d代表找正棒直径,L1代表偏移距离)为防止计算错误,减小发生错误的可能性,可利用数控加工中心编程模块函数运算功能,可以将公式直接输入机床程序中,让程序自动计算X,Y坐标值。
第六步:按算出交点坐标(X,Y)进行加工Φ20销孔即可。
销孔位置已确定好,将工艺销装入销孔中,将轴承座/盖以底面为基准装夹在卧式加工中心上,按工艺销为基准保证A±0.1尺寸精度,然后进行铣83°斜面和镗轴承孔,确定轴承孔位置具体操作方法如下:
第一步:
按中心腰线及83°斜面(前后)线,分别参考轴承孔,找正工件;
第二步:
(1)如图12所示机床工作台旋转7°,使用立铣刀或找正棒,左右分别靠Φ20找正销,找出销X方向中心线,机床X轴坐标清零。

图12 机床找正定位销方法
(2)使用刀盘,找出Z轴方向销孔中心线(注意销大小为Φ20,定心时不要忘记销半径)。
第三步:
(1)按找好的零件,按图示位置,X方向机床跑A1,Y方向已轴承座底面为基准向上偏移B±0.05,确定左侧轴承孔位置零点位置,并清零,确定左侧轴承孔中心位置。
其中A1距离按照三角函数计算与A和L1的关系为:

(2)铣左侧83°斜面,保证斜面距找正销孔中心线位置距离为L1,铣削长度为83°斜面交线到轴承孔中心距离减掉刀具半径即:铣削长度LL=A/(2cos7°)-D/2,其中D为铣刀刀盘半径。
第四步:
机床往另一方向旋转7°,以同样的方法确定另一侧轴承孔位置,铣右侧83°斜面(注意:轴承孔轴向尺寸,均以83°斜面为基准进行测量)。
以上讲述内容为如何精确的控制两轴承孔中心距的转换加工方法,为达到装配精度与互换性,其余尺寸按图纸尺寸加工即可。
在实际加工过程中,往往存在很多因素可能导致定位销位置不能够保证与轴承孔位置关系,需要借镗轴承孔,借铣83°斜面,则利用上述加工方法不能够满足所有加工需求,则需要重新计算轴承孔位置并加工,具体需要确定的参数如下图13所示,计算方法如下:

图13 确定参数数据示意
第一步:确定左侧83°斜面到工艺销孔中心位置距离为L1;
第二步:确定右侧83°斜面到工艺销孔中心位置距离为L2;
第三步:利用下列计算公式,重新计算出左轴承孔到工艺销孔距离X1与右轴承孔到工艺销孔距离X2;

通过以上方法,及时工艺销孔加工不准确情况下,也能够保证轴承孔满足图纸要求。
4 结论
通过该种巧妙的加工方法,摒弃了传统的采用组立加工方式来保证机筒与轴承座/盖的同轴度方法,解决了单件加工轴承座/盖即可满足图纸尺寸精度,并且提高了零件互换性,使得无论公司内部同规格产品可以互换,且用户可以单独购买机筒或轴承座/盖,提高的产品的竞争能力,降低产品的生产成本,也降低了操作者的劳动强度。使得在生产过程中,生产进度不会依赖于其它组立件的进度。
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
现代塑料(2022年2期)2022-09-22
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
建筑机械化(2021年9期)2021-09-30
制造技术与机床(2019年8期)2019-09-03
橡塑技术与装备(2018年8期)2018-04-19
中国铸造装备与技术(2017年3期)2017-06-21
中国塑料(2017年2期)2017-05-17
