
核电用EQ309L不锈钢带极埋弧堆焊材料的研制
2021-09-10 19:17邹力维沈天阔冯伟陈波徐锴
电焊机 2021年6期
邹力维 沈天阔 冯伟 陈波 徐锴


摘要:通过合理调整EQ309L熔敷金属的铁素体含量,提高了长时间热处理后熔敷金属的断后伸长率;对EQ309L焊带进行控氮处理,解决了室温抗拉强度不能稳定大于等于520 MPa的难题;通过改变焊剂中碳酸盐、硅酸盐及氟化物的比例改善焊剂工艺性能,解决了表面压痕和粘渣问题。研制出的EQ309L不锈钢带极埋弧堆焊材料WEQ309HR焊带和WSJ309HR烧结焊剂,其各项性能均满足核电设备制造的要求。同时研究了焊接热输入、焊接电流和焊接速度对EQ309L熔敷金属性能的影响规律,发现该套材料具有非常宽泛的工艺参数适用性。
关键词:带极埋弧堆焊;断后伸长率;抗拉强度
中图分类号:TG421 文献标志码:A 文章编号:1001-2003(2021)06-0092-06
DOI:10.7512/j.issn.1001-2303.2021.06.17
0 前言
核电用EQ309L不锈钢带极埋弧堆焊材料主要用于核反应堆压力容器、蒸汽发生器、稳压器及某些主泵壳体等低合金钢表面过渡层的堆焊[1-2]。作为过渡层,EQ309L在第一代和第二代核电技术中仅进行侧弯性能考核。而第三代核电AP1000将其强度性能也列入考核,要求熔敷金属经过608 ℃×
40 h热处理后,断后伸长率不小于18%,室温抗拉强度不小于520 MPa。该套材料断后伸长率为5%~
15%,室温抗拉强度为470~530 MPa。
针对断后伸长率问题,焊接工作者对309L带极埋弧堆焊材料和焊条进行了研究[3-5]。顾佳磊[3]等人研究发现,焊后热处理保温时间对309L焊缝金属的力学性能影响很大,当保温时间超过24 h时,断后伸长率严重降低。黄逸峰[4]等人研究发现,铁素体含量对长时间热处理后焊条的断后伸长率影响很大。高铁素体含量的焊条经过40 h热处理后断后伸长率从焊态的41%降到6%;而低铁素体含量的焊条经过40 h热处理后断后伸长率变化很小。EQ309L熔敷金属断后伸长率低是长时间热处理后韧性δ-Fe转变为脆性σ相所致,解决方法是对熔敷金属铁素體含量进行优化。
EQ309L室温抗拉强度低主要是由于焊带中无特殊加入强化元素所致,可通过在焊带中加入合适的强化元素来解决。在不锈钢强化元素方面,K. J. Irvine[6]较为全面地总结了18-8型不锈钢中各合金元素强化效应,其中间隙型原子C、N对强化的贡献远大于其他原子。C、N含量的增加能显著提高奥氏体不锈钢强度,每增加0.1%的N含量,强度Rm可提高107 MPa[7]。但提高C含量会降低奥氏体不锈钢的抗晶间腐蚀性能,而提高N含量很少见到Cr2N的析出,因此EQ309L焊带理想的强化元素为N元素。
文中通过优化EQ309L熔敷金属的铁素体含量,对焊带进行控氮处理,以及改变焊剂配方中碳酸盐、硅酸盐及氟化物的比例,研制出符合第三代核电AP1000技术要求的EQ309L带极埋弧堆焊材料,并研究不同焊接热输入、焊接电流和焊接速度对EQ309L熔敷金属拉伸性能的影响。
1 焊材研制及试验方法
1.1 焊带的研制
通过优化熔敷金属铁素体含量及EQ309L焊带中加入强化元素N,可以解决断后伸长率和室温抗拉强度低的问题,但需要找到最优控制范围。
在优化铁素体含量方面,经过一系列试验发现,将EQ309L熔敷金属铁素体含量控制在5~11 FN(Ferrite Number)时,608 ℃×40 h热处理态断后伸长率不小于18%。当铁素体含量在5~7 FN时,组合堆焊(EQ309L+EQ308L)中侧弯性能不合格。因此,将EQ309L熔敷金属铁素体含量控制在7~11 FN。
在加入强化元素N方面,经过一系列试验验证,EQ309L熔敷金属N元素含量控制在0.06%~0.13%时,室温抗拉强度稳定大于等于520 MPa。由于带极埋弧堆焊方法可很好地保护熔池,空气中的N元素很难进入熔池,因此焊带加入N元素含量与熔敷金属N元素含量控制相同。
为保证核电焊材的质量稳定性,带极堆焊材料的主要合金元素从焊带过渡,由于在焊带中加入强化元素N后对铁素体含量会产生很大影响,所以需要对焊带其他元素的含量进行相应调整。其中主合金元素调整如下:铁素体形成元素Cr含量要适当降低,控制在下限23%~24%,奥氏体形成元素Ni含量要适当提高,控制在中上限12.5%~14.0%。
其他元素调整如下:C是影响不锈钢耐晶间腐蚀的重要元素,控制C含量为0.01%~0.02%;S和P等有害元素会增加堆焊金属热裂纹的敏感性,控制S含量≤0.008%,P含量≤0.015%;Si在凝固时会发生偏析形成低熔点共晶组分,控制Si含量为0.3%~0.5%;Mn是防止形成Fe-S低熔点共晶而导致凝固裂纹的重要元素,足够的Mn可以形成稳定的MnS,控制Mn含量为1.5%~2.0%。
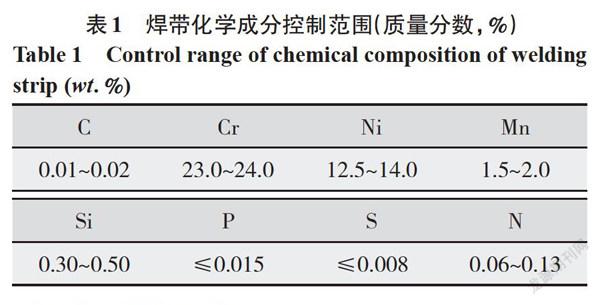
经过冶炼试制、试验验证,最终确定EQ309L焊带的化学成分范围和焊带牌号,化学成分范围见表1,焊带牌号为WEQ309HR。
1.2 焊剂的研制
在EQ309L焊带中提高N元素含量,原配方焊剂在堆焊过程中极易产生压痕和粘渣现象,因此需要对焊剂进行重新开发。
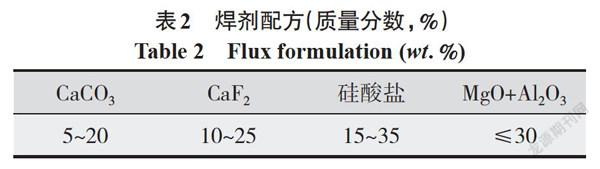
针对堆焊过程中产生的压痕现象,在焊剂配方中降低产生气体的碳酸盐比例,增加提高流动性的氟化物比例;同时针对堆焊过程中产生的粘渣现象,在焊剂配方中降低易产生粘渣的硅酸盐比例。经过试验,解决了堆焊过程中的压痕和粘渣问题,开发出新的焊剂配方,确定了新的焊剂牌号,焊剂配方见表2,新焊剂牌号为WSJ309HR。
1.3 技术要求
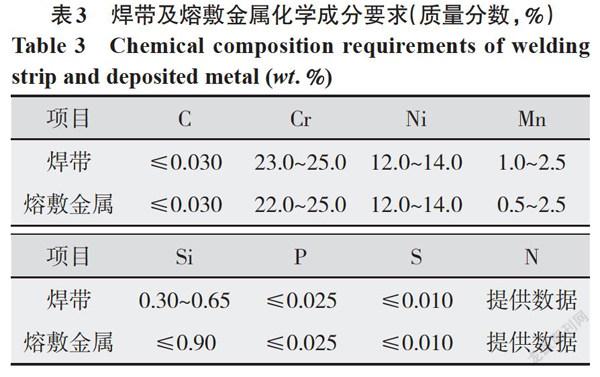
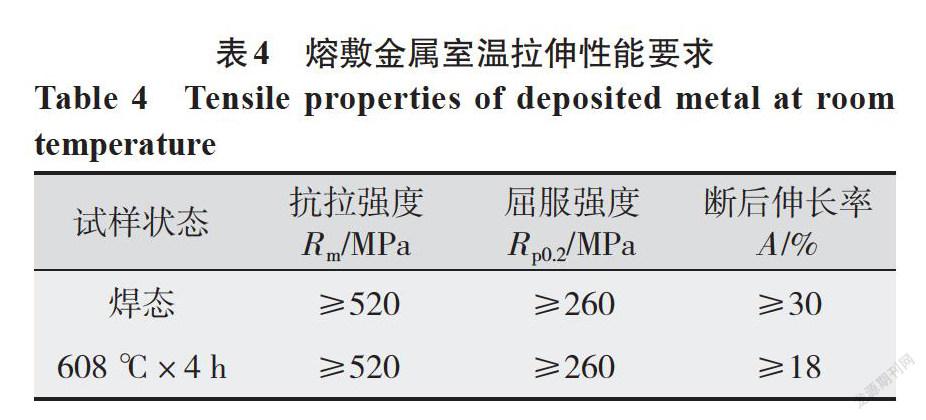
核电焊材采购技术要求对EQ309L焊带及熔敷金属化学成分有严格要求,见表3;熔敷金属铁素体含量要求5~15 FN;熔敷金属室温拉伸性能要求见表4。
1.4 試验方法
按照ASTM A751-2001《钢产品化学分析的试验方法、规程和术语》进行化学成分分析,按照AWSB4.0M 《焊缝机械试验法》进行拉伸试验,按照WRC-92图和磁性法进行铁素体含量测定。
2 试验结果与分析
2.1 焊剂性能
2.1.1 焊剂工艺性能
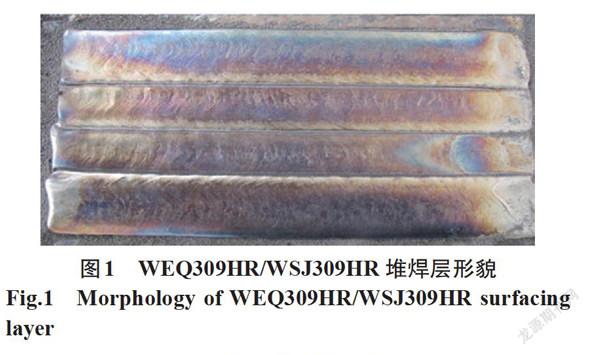
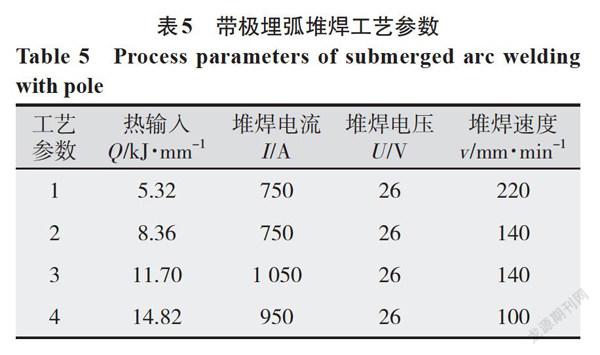
母材为A508-Ⅲ钢,厚度40 mm,试板整体预热121~177 ℃。焊接设备采用林肯DC-1500电源及林肯NA-3N控制系统。焊接方法为带极埋弧堆焊,不锈钢焊带WEQ309HR规格为0.5 mm×60 mm,配合埋弧焊剂WSJ309HR进行堆焊,堆焊工艺参数见表5中第2种。堆焊层形貌如图1所示,堆焊层横截面形貌如图2所示。
WEQ309HR不锈钢焊带配合WSJ309HR埋弧焊剂在表5参数下进行堆焊时,堆焊过程稳定,脱渣性良好、不粘渣、无压痕、飞溅小,同时焊道表面平整光洁,道间搭接熔合良好,整体工艺性能优良。堆焊一层4道后,测量焊道厚度为3.5 mm,焊道宽度为63 mm。
2.1.2 焊剂的冶金性能
焊带WEQ309HR与焊剂WSJ309HR匹配进行带极埋弧堆焊时,对熔敷金属C、Si、Mn、S、P、Cr、Ni七种元素过渡特性进行检测,结果见表6。由表6可知,焊剂WSJ309HR具有优异的冶金性能,有益合金元素Cr、Ni的烧损少,C、S、P等元素增量少。
2.2 熔敷金属化学成分、铁素体含量及力学性能
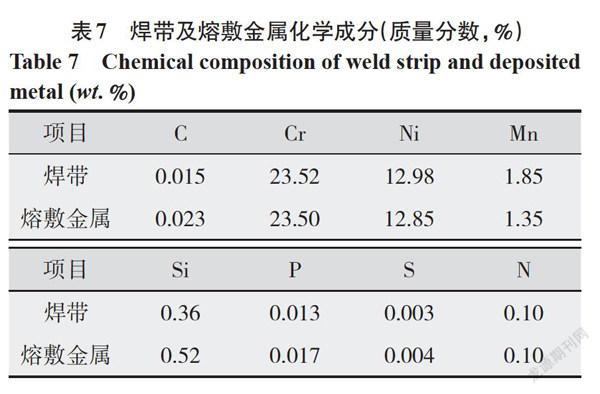
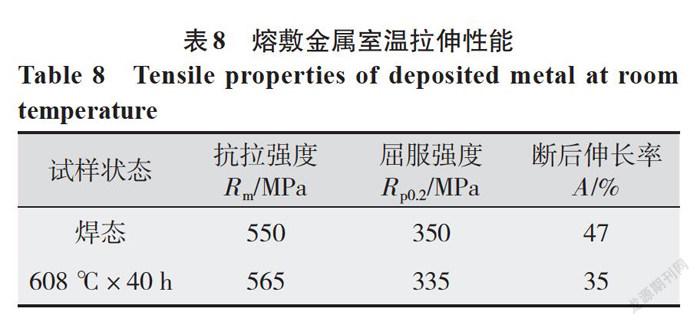
WEQ309HR焊带及熔敷金属化学成分见表7所示,熔敷金属拉伸性能见表8,采用WRC-92图和磁性法测定焊态熔敷金属的δ铁素体含量分别为9.5 FN、8.5 FN,满足技术要求。
由表7可知,WEQ309HR焊带、熔敷金属化学成分均满足表3的要求。由表8可知,WEQ309HR熔敷金属焊态及608 ℃×40 h热处理态的室温抗拉强度均大于等于520 MPa,热处理后断后伸长率均大于等于35%。说明通过优化核电EQ309L不锈钢带极埋弧堆焊材料的铁素体含量及控氮处理,解决了熔敷金属长时间热处理后断后伸长率过低以及室温抗拉强度不能稳定大于等于520 MPa的难题。
2.3 熔敷金属显微组织
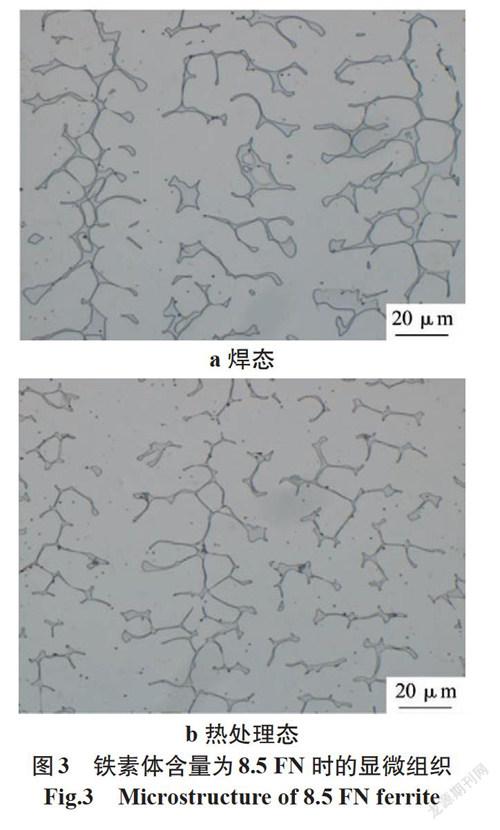
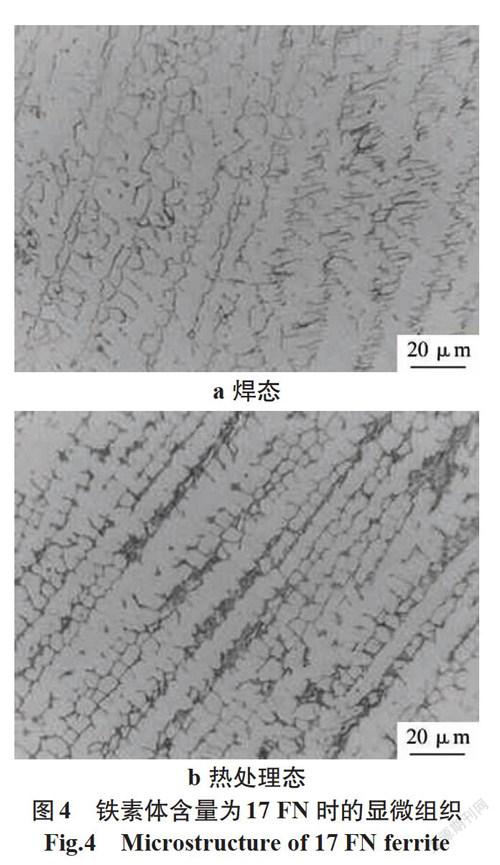
不同铁素体含量下焊态及热处理态显微组织如图3、图4所示。可以看出,当实测铁素体含量为8.5 FN时,WEQ309HR熔敷金属焊态和热处理态显微组织均为奥氏体和δ-铁素体,热处理态δ-铁素体分解较少;当实测铁素体含量为17 FN时,WEQ309HR熔敷金属焊态和热处理态微观组织均为奥氏体和δ-铁素体,热处理态大部分δ-铁素体发生了分解。
结果表明,新研制WEQ309HR带极堆焊材料铁素体含量控制合理,熔敷金属热处理后韧性δ-铁素体转化为脆性σ相少,断后伸长率得到了保障。
3 不同工艺参数对EQ309L性能影响
3.1 焊接热输入对EQ309L拉伸性能的影响
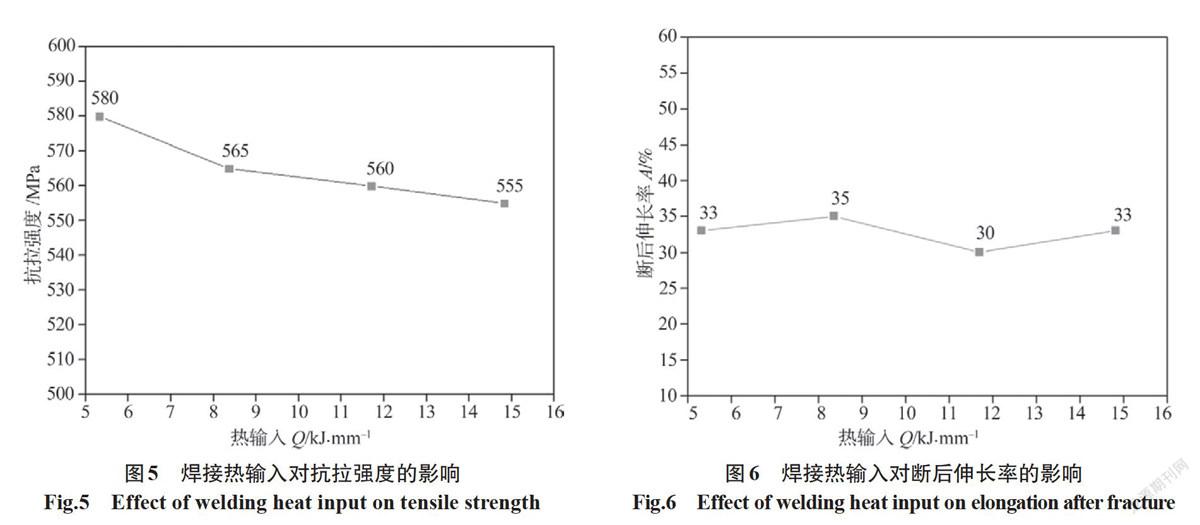
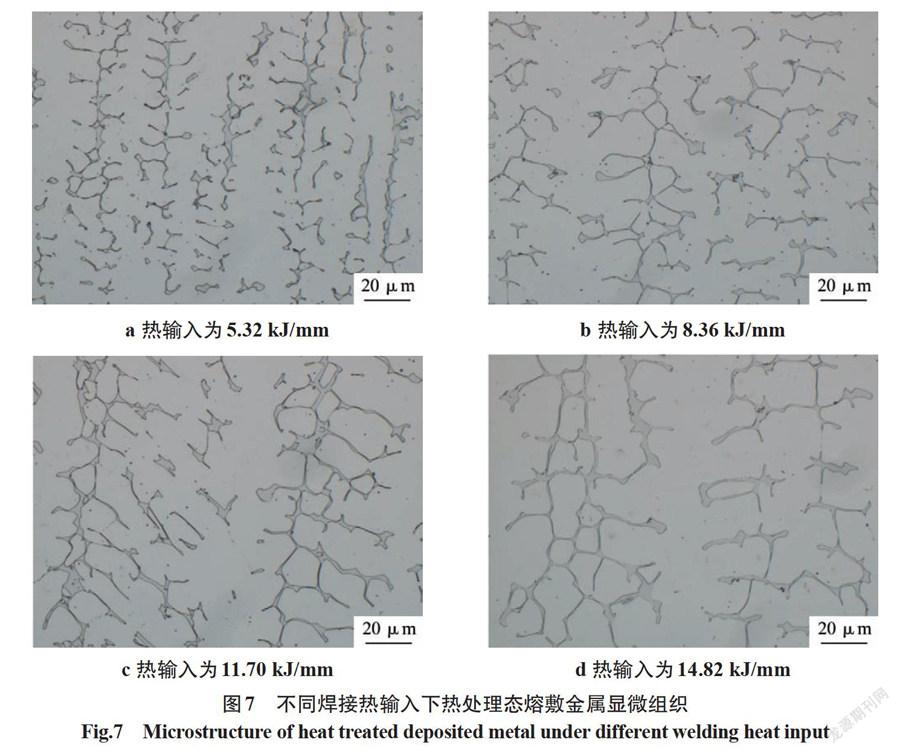
采用表5所示的4种焊接工艺参数研究焊接热输入分别为5.32 kJ/mm、8.36 kJ/mm、11.70 kJ/mm和14.82 kJ/mm时熔敷金属608 ℃×40 h热处理态室温拉伸性能及显微组织。焊接热输入对抗拉强度、断后伸长率的影响如图5、图6所示,不同热输入下熔敷金属热处理态显微组织如图7所示。
结果表明,随着焊接热输入的增加,抗拉强度呈下降趋势,断后伸长率变化较小;焊接热输入为5.32~14.82 kJ/mm时,EQ309L熔敷金属力学性能均满足技术要求。由图7可知,随着焊接热输入的增加,显微组织中奥氏体及δ-铁素体越来越粗大,且δ-铁素体区域形态完整,均未发生明显分解。
3.2 焊接电流对EQ309L拉伸性能的影响
在焊接电压和焊接速度不变的前提下,研究650 A、750 A、1 050 A三种不同电流对EQ309L熔敷金属608 ℃×40 h热处理态室温拉伸性能的影响。
由图8、图9可知,随着焊接电流的增加,抗拉强度和断后伸长率呈下降趋势;电流为650~1 050 A时,EQ309L熔敷金属强度性能均满足技术要求。
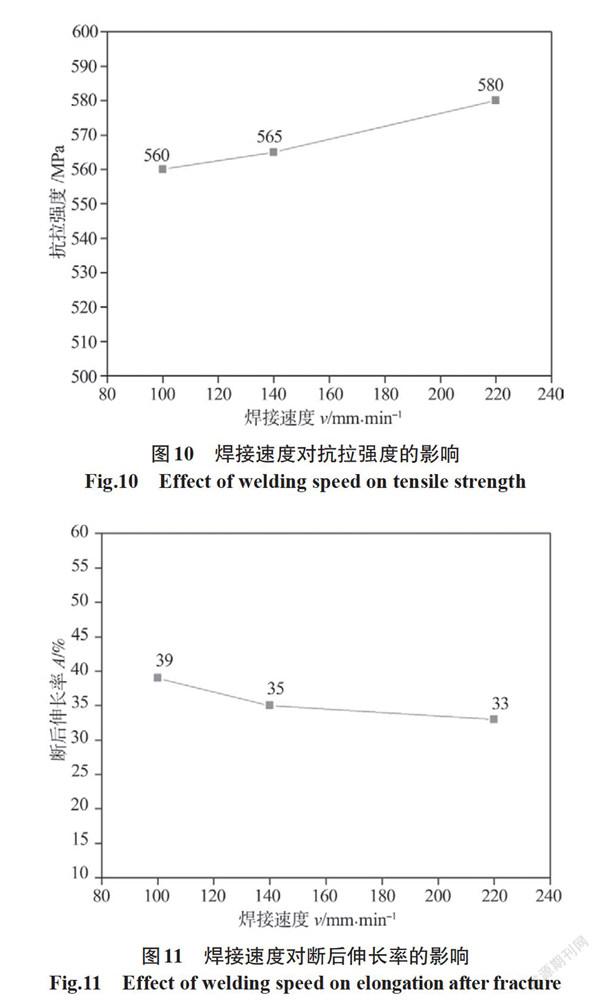
3.3 焊接速度对EQ309L拉伸性能的影响
在焊接电流、焊接电压不变的前提下,研究100 mm/min、140 mm/min和220 mm/min三种焊接速度对EQ309L熔敷金属608 ℃×40 h热处理态室温拉伸性能的影响。
由图10、图11可知,随着焊接速度的提高,抗拉强度呈上升趋势,断后伸长率呈下降趋势;焊接速度在100~220 mm/min变动时,EQ309L熔敷金属强度性能均满足技术要求。
4 结论
(1)EQ309L焊带N含量控制在0.06%~0.13%,熔敷金属铁素体含量控制在7~11 FN,可解决室温抗拉强度不能稳定大于等于520 MPa以及608 ℃×
40 h热处理态断后伸长率低于18%的难题。
(2)EQ309L焊带匹配焊剂通过优化氟化物,碳酸盐和硅酸盐的配比,解决了因焊带N含量高导致的压痕和粘渣问题,且具有良好的工艺性能。
(3)新研制核电用不锈钢焊带WEQ309HR及埋弧焊剂WSJ309HR,熔敷金属各项性能合格,满足核电设备制造的要求。
(4)随着焊接热输入、焊接电流和焊接速度的变化,EQ309L熔敷金属虽显微组织变化大,但拉伸性能变化小,拉伸性能满足技术要求,表明新研制材料具有非常宽泛的工艺参数适用性。
参考文献:
郑明光, 杜圣华.压水堆核电站工程设计[M].上海:上海科学技术文献出版社,2013.
戴佩琨.压水堆核电站核岛主设备材料和焊接[M].上海: 上海科学技术文献出版社,2008
顾佳磊,张文杨,丁阳.焊后热处理对309L不锈钢焊缝金属性能的影响[J].压力容器,2017,34(7):5-10.
黄逸峰,王弘昶,左波,等.铁素体含量对309L焊条焊后热处理态拉伸性能影响研究[J].焊接技术,2016,45(7):12-14.
汪丽丽,王培培,杨巨文.焊后热处理对309L熔敷金属性能的影响[J].发电设备,2018,32(5):340-343.
徐嘉鹏,王东亚.奥氏体不锈钢强化机理[C].重庆:第一届中国功能材料及其应用学术会议论文集,1998.
陈赛克.奥氏体不锈钢添加氮提高强度和耐蚀性[J].钢铁研究,1989(4):113-115.
