
基于Labview的电火花自动沉积监控系统设计
2021-09-10 07:22张忠科张栋王希靖陈克选
电焊机 2021年5期
张忠科 张栋 王希靖 陈克选
摘要:电火花沉积可制备硬度高、耐磨性和耐腐蚀性优异的强化涂层,能显著提高机械零部件的性能和使用寿命,传统电火花沉积主要依靠人工操作。基于Labview开发平台设计了一套电火花自动沉积监控系统,其硬件主要由PC机、Arduino控制卡、步进电机等组成,该系统具有运动控制、运动反馈、数据采集、沉积轨迹设置和显示等功能,并在沉积路径规划中加入了Bresenham算法,实现了电火花沉积过程的自动控制。
关键词:Labview;伺服控制系统;电火花沉积;Bresenham算法
中图分类号:TG409 文献标志码:A 文章编号:1001-2003(2021)05-0024-06
DOI:10.7512/j.issn.1001-2303.2021.05.05
0 前言
电火花沉积(Electra-Spark Deposition,ESD)是一种金属表面强化处理技术,原理是把电极材料(阳极)作为沉积材料,通过脉冲电源放电在极短时间内(10-5~10-6 s)击穿气体间隙将电极材料转移到金属工件(阴极)的表面形成强化层。电极与工件接触表面温度高达8 000~25 000 ℃,由于放电瞬间在高温下熔化并重新合金化,其残余应力小,经过强化后表面无需热处理加工,可作为最终工序[1]。目前电火花沉积强化与修补已广泛应用于航空航天、能源、医疗等诸多领域。国内外学者针对电火花沉积工艺进行了大量研究,张建斌等人[2]使用手动旋转式电火花沉积枪,对3.5 inch压裂球表面缺陷进行了修复,硬度和降解性能测试达到工件强化指标;Hassan Shafyei等人[3]采用电火花沉积技术,将Ti/TiB/TiB2涂覆到Ti6Al4表面,结果表明涂层与基材之间的粘合强度均高于50 MPa且硬度均得到了提高;耿铭章等人[4]使用旋转式电火花沉积技术在H13钢表面电火花沉积制备了Ni/Ti(C,N)金属陶瓷复合涂层,结果表明涂层表面的硬度、耐磨性均有所提高,且具有一定的减摩性,可以起到延长模具寿命的作用;吴公一[5]等采用电火花沉积技术在TA2表面制备了复合涂层,Zr/WC复合涂层的硬度是基體的4倍,耐磨性比基体提高了3.1倍;王彦芳等人[6]采用电火花沉积技术在45Mn2钢表面制备FeCoCrNiCu高熵合金涂层,有效提高了基材的耐蚀性能。
目前针对实现电火花沉积过程自动化控制的研究较少,传统电火花沉积设备主要依靠人工手动操作[7-11]。文中基于Labview和Arduino控制卡设计了电火花自动沉积监控系统。使用Labview为开发平台编写上位机操作程序,设计了反馈模式,并在沉积路径中加入了Bresenham算法,实现了电火花沉积过程的运动控制。
1 电火花自动沉积控制系统的组成
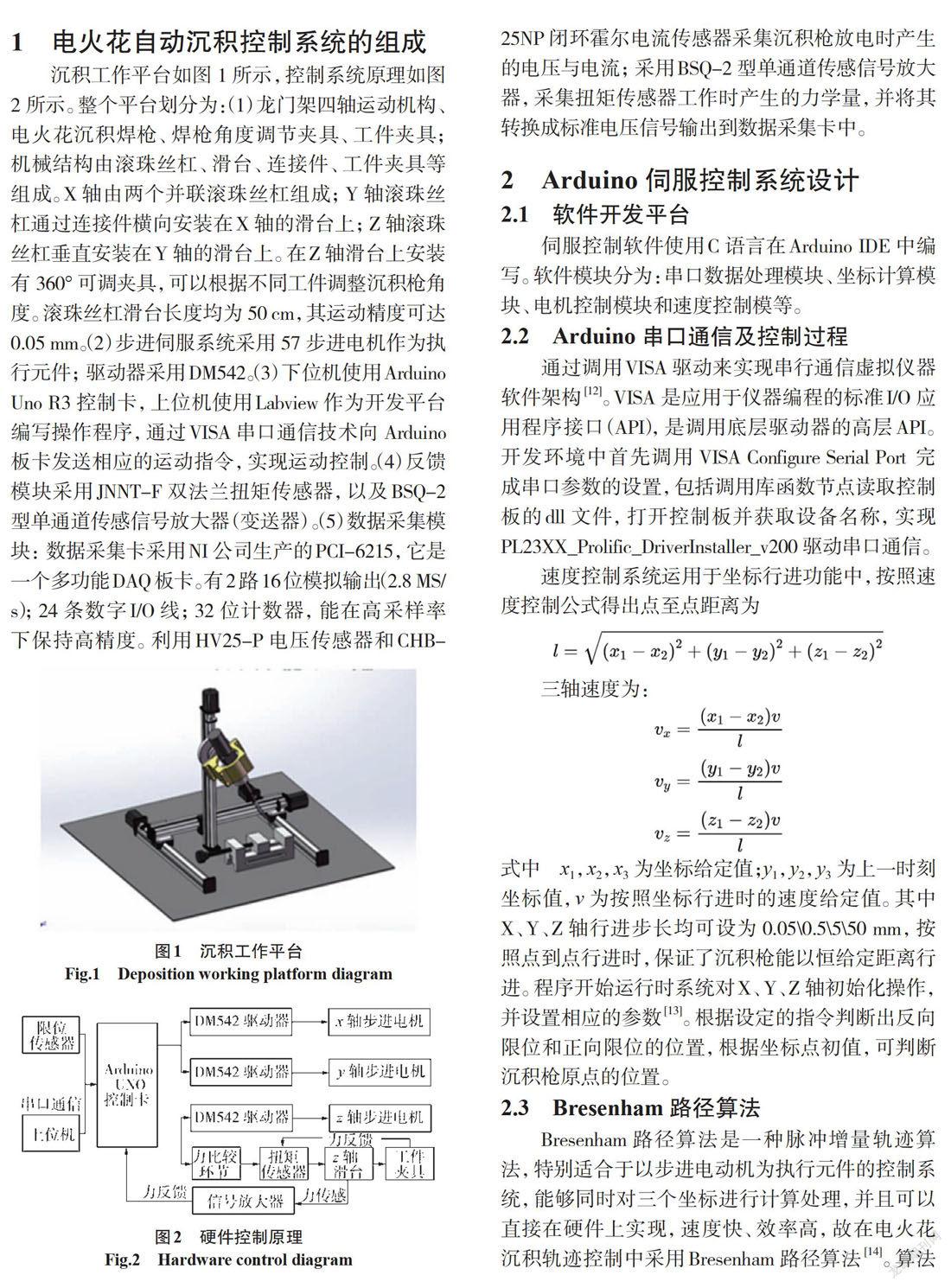
沉积工作平台如图1所示,控制系统原理如图
2所示。整个平台划分为:(1)龙门架四轴运动机构、电火花沉积焊枪、焊枪角度调节夹具、工件夹具;机械结构由滚珠丝杠、滑台、连接件、工件夹具等组成。X轴由两个并联滚珠丝杠组成;Y轴滚珠丝杠通过连接件横向安装在X轴的滑台上;Z轴滚珠丝杠垂直安装在Y轴的滑台上。在Z轴滑台上安装有360°可调夹具,可以根据不同工件调整沉积枪角度。滚珠丝杠滑台长度均为50 cm,其运动精度可达0.05 mm。(2)步进伺服系统采用57步进电机作为执行元件;驱动器采用DM542。(3)下位机使用Arduino Uno R3控制卡,上位机使用Labview作为开发平台编写操作程序,通过VISA串口通信技术向 Arduino 板卡发送相应的运动指令,实现运动控制。(4)反馈模块采用JNNT-F双法兰扭矩传感器,以及BSQ-2型单通道传感信号放大器(变送器)。(5)数据采集模块:数据采集卡采用NI公司生产的PCI-6215,它是一个多功能DAQ板卡。有2路16位模拟输出(2.8 MS/s);24条数字I/O线;32位计数器,能在高采样率下保持高精度。利用HV25-P电压传感器和CHB-25NP闭环霍尔电流传感器采集沉积枪放电时产生的电压与电流;采用BSQ-2型单通道传感信号放大器,采集扭矩传感器工作时产生的力学量,并将其转换成标准电压信号输出到数据采集卡中。
2 Arduino伺服控制系统设计
2.1 软件开发平台
伺服控制软件使用C语言在Arduino IDE中编写。软件模块分为:串口数据处理模块、坐标计算模块、电机控制模块和速度控制模等。
2.2 Arduino串口通信及控制过程
通过调用VISA驱动来实现串行通信虚拟仪器软件架构[12]。VISA是应用于仪器编程的标准I/O应用程序接口(API),是调用底层驱动器的高层API。开发环境中首先调用 VISA Configure Serial Port 完成串口参数的设置,包括调用库函数节点读取控制板的dll文件,打开控制板并获取设备名称,实现PL23XX_Prolific_DriverInstaller_v200驱动串口通信。
速度控制系统运用于坐标行进功能中,按照速度控制公式得出点至点距离为
三轴速度为:
式中 x1,x2,x3为坐标给定值;y1,y2,y3为上一时刻坐标值,v为按照坐标行进时的速度给定值。其中X、Y、Z轴行进步长均可设为0.05\0.5\5\50 mm,按照点到点行进时,保证了沉积枪能以恒给定距离行进。程序开始运行时系统对X、Y、Z轴初始化操作,并设置相应的参数[13]。根据设定的指令判断出反向限位和正向限位的位置,根据坐标点初值,可判断沉积枪原点的位置。
2.3 Bresenham路径算法
Bresenham路径算法是一种脉冲增量轨迹算法,特别适合于以步进电动机为执行元件的控制系统,能够同时对三个坐标进行计算处理,并且可以直接在硬件上实现,速度快、效率高,故在电火花沉积轨迹控制中采用Bresenham路径算法[14]。算法原理为:使象限中直线斜率绝对值小于1,并构造虚拟网格线。计算圆弧或直线从开始的顺序与各垂直网格线的交点,确定列像素与交点最近的像素,由于圆的对称性,用一个八分圆进行扫描转换对称点,将对称点平移,即得对应点。
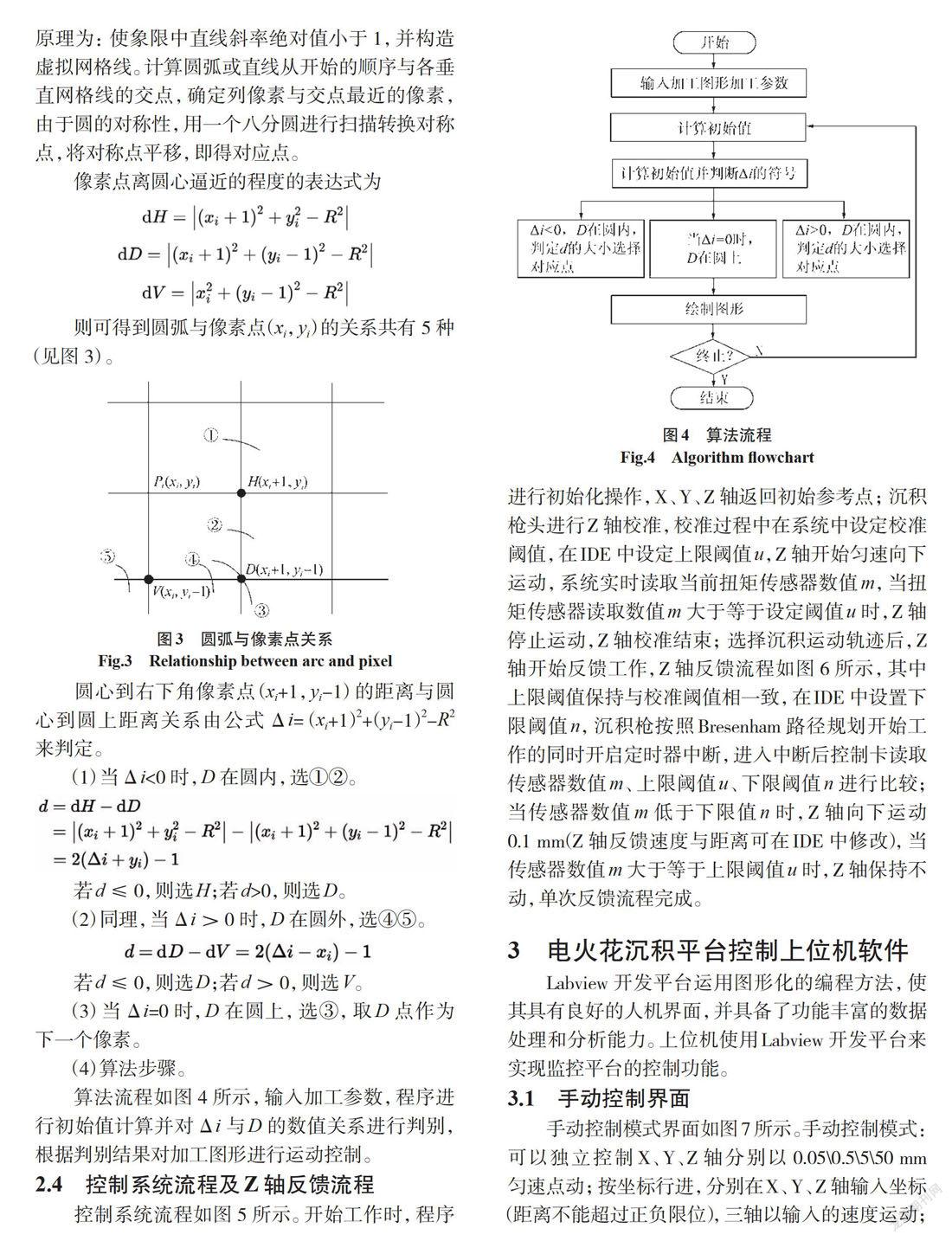
像素点离圆心逼近的程度的表达式为
则可得到圆弧与像素点(xi,yi)的关系共有5种(见图3)。
圆心到右下角像素点(xi+1,yi-1)的距离与圆心到圆上距离关系由公式Δi= (xi+1) 2+(yi-1) 2-R2来判定。
(1)当Δi<0时,D在圆内,选①②。
若d≤0,则选H;若d>0,则选D。
(2)同理,当Δi>0时,D在圆外,选④⑤。
若d≤0,则选D;若d>0,则选V。
(3)当Δi=0时,D在圆上,选③,取D点作为下一个像素。
(4)算法步骤。
算法流程如图4所示,输入加工参数,程序进行初始值计算并对Δi与D的数值关系进行判别,根据判别结果对加工图形进行运动控制。
2.4 控制系统流程及Z轴反馈流程
控制系统流程如图5所示。开始工作时,程序进行初始化操作,X、Y、Z轴返回初始参考点;沉积枪头进行Z轴校准,校准过程中在系统中设定校准阈值,在IDE中设定上限阈值u,Z轴开始匀速向下运动,系统实时读取当前扭矩传感器数值m,当扭矩传感器读取数值m大于等于设定阈值u时,Z轴停止运动,Z轴校准结束;选择沉积运动轨迹后,Z轴开始反馈工作,Z轴反馈流程如图6所示,其中上限阈值保持与校准阈值相一致,在IDE中设置下限阈值n,沉积枪按照Bresenham路径规划开始工作的同时开启定时器中断,进入中断后控制卡读取传感器数值m、上限阈值u、下限阈值n进行比较;当传感器数值m低于下限值n时,Z轴向下运动0.1 mm(Z轴反馈速度与距离可在IDE中修改),当传感器数值m大于等于上限阈值u时,Z轴保持不动,单次反馈流程完成。
3 电火花沉积平台控制上位机软件
Labview开发平台运用图形化的编程方法,使其具有良好的人机界面,并具备了功能丰富的数据处理和分析能力。上位机使用Labview开发平台来实现监控平台的控制功能。
3.1 手动控制界面
手动控制模式界面如图7所示。手动控制模式:可以独立控制X、Y、Z轴分别以0.05\0.5\5\50 mm匀速点动;按坐标行进,分别在X、Y、Z轴输入坐标(距离不能超过正负限位),三轴以输入的速度运动;点击“ 归位 ”按键,Z轴首先返回初始参考点后,X、Y轴再返回初始参考点;实时坐标显示X、Y、Z轴与初始参考点位置关系,刷新周期为500 ms。
3.2 自动控制模式
自动控制模式操作界面如图8所示,在自动控制模式下实现的功能有:沉积圆形轨迹、矩形轨迹、按坐标行进。当沉积圆形轨迹时,首先在圆形轨迹中设置所要沉积圆的外圆半径与圆环数,圆半径加工范圍不能超过平台的正负限位器,点击“ 开始 ”,平台根据设置速度进行加工;加工矩形轨迹时,操作过程同上。状态监控窗口:可显示X、Y、Z轴相对于初始参考点的实时坐标、各个限位传感器的状态、触头压力数值。Z轴校准窗口:点击“ 自动校准 ”,此时Z轴会匀速向下运动,直到触头压力达到设定值时停止,点击“ 校准完成 ”;根据不同加工情况,可输入Z轴行程距离,通过手动进行校准;沉积过程中出现特殊情况时点击“ 暂停 ”,系统暂停工作;继续功能使沉积枪恢复之前沉积任务;急停功能使系统完全停止工作;当沉积完成后,点击“ 归零 ”Z轴先返回初始参考点后,X,Y轴再返回初始参考点。
3.3 数据采集模式
数据采集界面如图9所示,开始工作时根据沉积参数设置采样率与采样次数;点击“ 开始 ”,系统采集电火花电源工作时产生的电流、电压,通过BSQ-2传感信号放大器采集扭矩信号并转换成压力值;数据记录存储为Excel格式;点击“ 停止采集 ”后,点击“ 数据回放 ”可查看采集的波形;点击“ 退出 ”按钮,采集程序结束。采集的电压波形显示为脉冲电压,采集的电流与压力波形成对应关系,由于Z轴反馈调节,电流与压力波动幅值先增大后减小,最终趋于平稳。
4 试验结果与分析
4.1 试验材料
试验选用硬质合金WC-10Co作为电极材料制备沉积层,产品号为WTC-90,直径3 mm。基体材料选用尺寸为10 mm×15 mm×15 mm的S136模具钢。试验前对材料进行预处理。
4.2 试验方法
采用LD-E8型超声波电火花电源进行手动电火花沉积,电火花自动沉积监控系统沉积2次对比试验,2次工作参数均相同为,电压80 V,电流7.5 A,频率1 500 Hz,超声振动强度9档,脉宽25%,沉积枪角度60°,主轴转速200 r/min,沉积时间5 min,无气体保护。
4.3 沉积层截面形貌
图10a为使用传统电火花沉积设备在S136模具钢表面手动沉积WC-10Co硬质合金层截面微观形貌;图10b为使用文中设计的电火花自动沉积监控系统在S136模具钢表面沉积WC-10Co硬质合金层截面微观形貌。经扫描电镜观察,电火花自动沉积监控系统制备的沉积层厚度、致密性和均匀性较手动制备的沉积层有明显提升。
5 结论
基于Labview开发平台设计了一套具有运动控制、运动反馈、数据采集、沉积轨迹设置和显示等功能的电火花自动沉积监控系统;经试验验证,在工作参数和沉积时间均相同的条件下,电火花自动沉积监控系统制备的沉积层厚度较高、均匀性和致密性良好。
参考文献:
罗成,董仕节,熊翔.电火花沉积表面技术研究的最新进展[J].材料导报,2008(11):66-68.
张建斌,张雷雷,刘航,等.电火花沉积修复铝合金组织与可降解性能[J].表面技术,2020,49(10):224-232.
H Shafyei,M Salehi,A Bahrami. Fabrication,microstructural characterization and mechanical properties evaluation of Ti/TiB/TiB2 composite coatings deposited on Ti6Al4V alloy by electro-spark deposition method[J]. Ceramics International,2020,46(10):15276-15284.
耿铭章,王文权,张新戈.电火花沉积Ni/Ti(C,N)金属陶瓷复合涂层的组织及性能研究[J].表面技术,2020,49(4):222-229.
吴公一,张占领,孙凯伟,等.TA2表面电火花沉积Zr/WC复合涂层特性及界面行为研究[J].表面技术,2016,45(1):96-100.
王彦芳,闫晗,李娟,等.电火花沉积FeCoCrNiCu高熵合金涂层的组织结构与耐蚀性[J].表面技术,2019,48(6):144-149.
Abu Qudeiri Jaber E,Saleh Ahmad,Ziout Aiman,et al. Advanced Electric Discharge Machining of Stainless Steels:Assessment of the State of the Art,Gaps and Future Prospect[J]. Materials (Basel,Switzerland),2019,12(6):907.
Marafona J,Chousal J A G. A finite element model of EDM based on the Joule effect[J]. International Journal of Machine Tools & Manufacture,2006,46(6):595-602.
郭鐘宁,李大超,余大民,等.难加工材料的超声电火花线切割复合加工工艺研究[J].电加工与模具,2001(2):39-41.
徐明刚,张建华,张勤河,等.超声振动改善气体介质电火花加工的机理研究[J].中国机械工程,2007(11):1261-1264.
郭谆钦,王承文.超声振动-气体介质电火花复合加工技术的研究[J].机床与液压,2012,40(10):28-29,32.
吕向锋, 高洪林, 马亮,等. 基于LabVIEW串口通信的研究[J]. 国外电子测量技术, 2009,28(12):27-30,42.
郭茂森,商嘉峰,裴旻茜.基于PC机与运动控制卡的多轴控制系统设计[J].科学技术创新,2019(4):71-72.
郑宏珍,赵辉. 改进的Bresenham直线生成算法[J]. 中国图像图形学报,1999(7):606-609.
