
钽的激光选区熔化成形工艺研究
2021-09-10 03:24陈艳王飞孙靖陈裕梁张骏
电焊机 2021年5期
陈艳 王飞 孙靖 陈裕梁 张骏


摘要:通过一系列实验探究难熔金属钽的激光选区熔化(Selective Laser Melting,SLM)成形工艺,分别选取不同激光功率、扫描速度和扫描间距,进行了单道实验、单层实验以及块体实验。结果表明,SLM成形钽最优工艺参数为激光功率300 W,扫描速度50 mm/s。针对SLM过程中钽层出现不同程度的开裂现象,从热传导及激光选区熔化过程中产生内应力累积方面对钽层开裂的原因进行了定性分析。最终成功制备得钽块体,并采用扫描电子显微镜(SEM)及X射线散射谱(EDX)对SLM成形钽的微观组织及成分分布进行表征。
关键词:激光选区熔化;钽;变形开裂;层间脱落;热传导
中图分类号:TG146.4+16 文献标志码:A 文章编号:1001-2003(2021)05-0082-06
DOI:10.7512/j.issn.1001-2303.2021.05.15
0 前言
钽(Tantalum)属于难熔稀有金属,具有熔点高(2 996 ℃)、密度大(16.69 g/cm3)、硬度高、塑性好、导电性能好、化学稳定性高、抗腐蚀性能好等优点[1],常被用作制造电容器的关键材料。钽的加工非常困难,不能采用一般金属的加工方法。钽对氧、氮、氢、碳含量都极为敏感,极易发生化学反应。因此,钽不能进行热加工(钽的再结晶温度超过1 000 ℃,在高温下,即使做了一般覆盖保护,也会发生过度氧化)。钽棒、管、板等的加工都使用冷锻等工艺,加工成本非常高。对钽的热处理需在真空环境中进行,且热处理炉需要提供极高的温度[2]。
综上所述,亟需开展钽加工的新工艺研究。激光选区熔化(Selective laser melting,SLM)是一种重要的增材制造方法,通过激光束选择性地熔化连续粉末层,可實现复杂结构金属构件的直接成型[1]。相较于传统加工工艺,SLM具有诸多优势,如高设计自由度、近净成型、材料利用率高和生产灵活性高等。
在SLM技术不断成熟与大功率激光器不断发展的基础上,国外学者陆续开展了对钽激光选区熔化工艺的研究。钽具有良好的生物相容性,Fox[3]等首次研究验证了采用SLM技术生产钽多孔涂层与钽骨架的可能性,同时验证了多孔Ta涂层相比多孔Ti涂层具有更好的生物兼容性。Zhou[4]等人研究了激光选区熔化工艺生产钽的致密行为、微观组织以及机械性能。Balla[5]等研究了运用激光近净成型(LENS)技术在Ti基板上制备多孔Ta零件,制备多孔零件压缩强度由100 MPa上升至746 MPa,相对密度由45.7%增加到73.2%。Lore[6]详细研究了激光选区熔化在制备钽时,不同的扫描策略对钽织构及微观组织的影响规律。
经文献检索,虽然在钽的激光选区熔化制备方面已经开展了一些研究,但是结果极其有限,且都未提供详细的制备工艺及制备过程。文中将对工业纯钽的激光选区熔化工艺进行系统研究,主要选取不同的激光能量、扫描速度及扫描间距等主要参数,进行单道实验、单层实验及块体实验,以确定钽激光选区熔化的最佳参数,并分析其开裂现象及采取适当抑制措施。对制备的钽微观组织与成分分布进行表征,为SLM制备钽的工业应用提供研究基础与参考。
1 试验材料及方法
1.1 试验材料
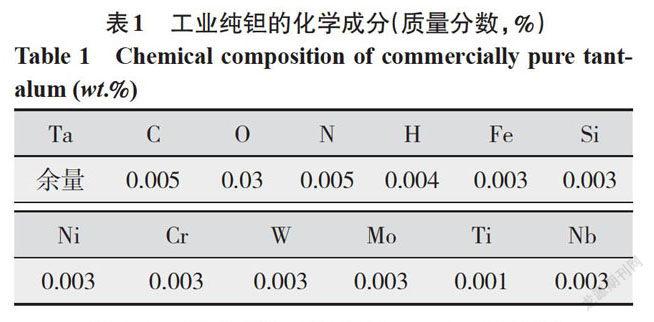
试验采用工业纯钽粉末材料。材料的化学成分见表1,粉末形貌见图1,颗粒多呈不规则块体形状,粒径分布范围为10~50 μm,细小的粉末发生一定程度的团聚现象。
1.2 试验方法
试验用SLM设备是自研型号Kre AM250金属熔化增材制造设备,配备有400 W光纤激光器,激光功率100~400 W,扫描速度50~2 000 mm/s,连续可调。选取参数变量为扫描速度、激光功率及扫描间距,其余参数为固定值。制备块体时,铺粉厚度设定为0.025 mm,扫描方式采用棋盘式扫描,将扫描平面划分为多个整齐排列的棋盘格,在每个棋盘格内分布均匀扫描迹线,相邻棋盘格间扫描迹线旋转90°,相邻层间整个棋盘格旋转67°。选用不锈钢基板与钛合金基板,如无特殊说明,均为不锈钢基板。
金相组织试样通过常规制样方法制备。从打印试块中间用线切割切取10 mm×10 mm×20 mm的试样块,后进行打磨、抛光与腐蚀处理。腐蚀试剂采用20 mL HNO3、20 mL HF和 60 mL H2SO4溶液,腐蚀时间为60 s,在光学显微镜下进行显微组织表征。密度与硬度测试样为从试样中间用线切割取10 mm×10 mm×10 mm样品,表面经过清洗与轻度打磨处理。
2 试验结果及分析
2.1 Ta金属SLM成形工艺参数窗口开发
在不同参数下进行Ta的单道实验,结果如图2所示。为了统一比较,由公式:扫描线能量密度(单位:J/mm)=激光能量(单位:W)/扫描速度(单位:mm/s)
(LEPUL=P/v),得到不同激光能量与扫描速度组合下的扫描线能量密度分别为0.33 J/mm,0.86 J/mm,1.2 J/mm,2 J/mm,3 J/mm,4 J/mm,6 J/mm,8 J/mm。试验结果表明,在激光扫描线能量密度较小时,Ta粉末不能够良好成形,仅在基板上有部分附着(见图2a),随着激光能量密度的增加,Ta能在基板上形成条状形貌,但是表面有大量孔洞,边缘粗糙,如图2b、2c、2d所示。随着激光线能量密度的继续增加,当激光能量密度达到8 J/mm时,成形单道出现明显的宽化,且表面出现白色条带,说明输入的能量密度过多。综上,单道实验效果较好的参数为:扫描线能量密度6 J/mm,扫描速度为50 mm/s,激光能量约为300 W。
在单道实验的基础上进行单层实验。单层实验最初扫描速度定为50 mm/s,激光能量选择300 W,扫描间距分别取0.15 mm、0.2 mm、0.25 mm,结果如图3所示。扫描间距为0.15 mm时,单道间出现较多的交叠,致使产生突起;在扫描间距为0.25 mm时,相邻单道间出现较深的沟壑;在扫描间距为0.20 mm时,单层实验表面较为平整。因此,Ta单层实验扫描间距选区为0.20 mm。
2.2 SLM过程中Ta开裂现象分析
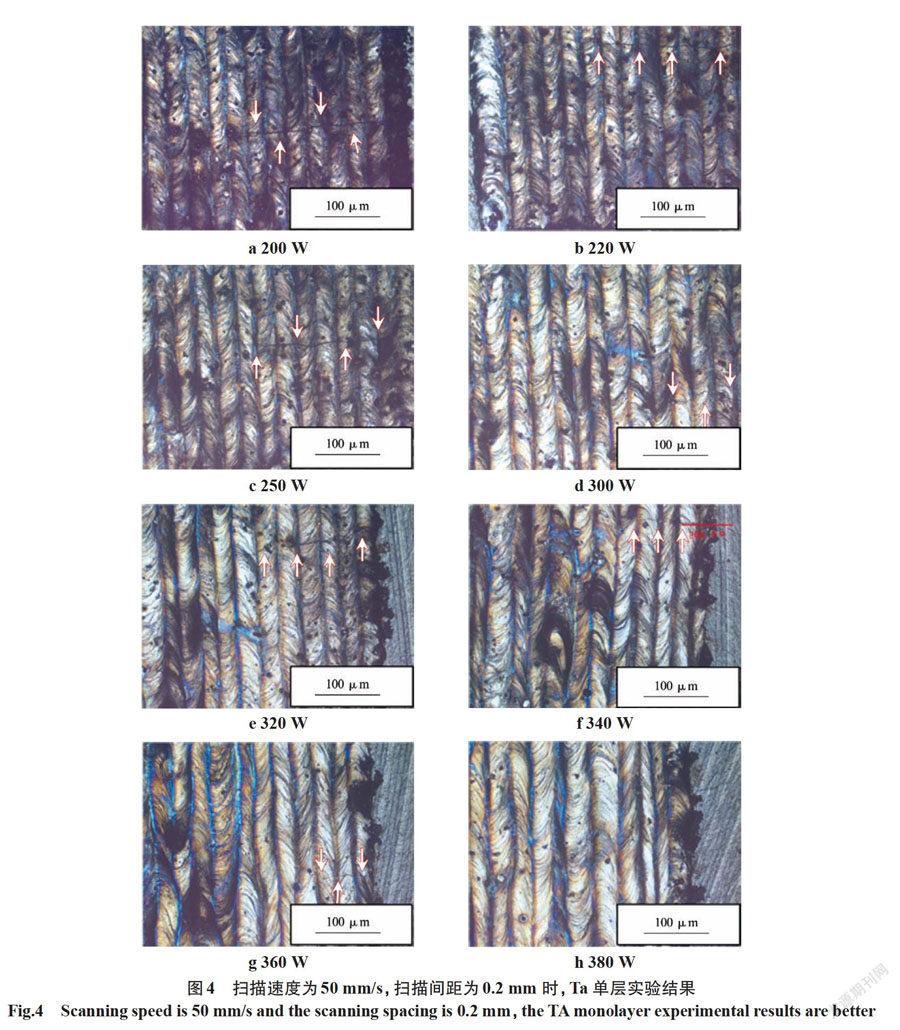
在Ta的单层试验以及块体成形过程中,发现不同参数下SLM成形Ta层发生不同程度的开裂现象,如图4所示,如箭头所指。究其原因,可能有以下几点:激光能量密度输入不足;热应力过大;基板与成形材料热膨胀系数相差较大。
(1)激光能量密度输入不足。此处引入体能量密度:体能量密度(J/mm3)=激光功率(单位:W)/[扫描速度(单位:mm/s)×扫描间距(单位:mm)×铺粉厚度(单位:mm)] [BEPUL=P/(vht)]。在激光体能量密度为800 J/mm3时,SLM成形Ta层片上出现明显的开裂,从试样边缘开裂向内部延伸。随着激光体能量密度的升高,从800 J/mm3增加到1 360 J/mm3,试样中开裂现象明显改善,裂纹数量变少且裂纹深度、宽度减小,直至裂纹消失。但是,当激光体能量密度过大时,单道宽度明显宽化,单道宽度不均匀。试验结果表明,增加激光体能量密度有助于改善SLM成形Ta合金的开裂现象。
(2)基板与成形材料之间的性能差异会导致开裂现象发生。在SLM过程中,粉体材料在激光辐照下,温度迅速升高,达到全熔化状态,随后迅速凝固,在此过程中,材料的状态发生变化,随之材料的导热性能也发生变化。一般采用Sih[6]公式分析不同状态材料的导热情况:
在固态时,即T≤TS(固相线温度)时,材料导热可表示为
在材料处于液固混合态时,即TS≤T≤TL(液相线温度)时,材料导热可表示为
式中 λs,λg,λr,λe分别为固体、保护气体、粉层以及体系的热传导系数;φ为粉体初始孔隙率;ρr为
粉体材料的相对密度。在前期试验中,基材材质为不锈钢,不锈钢固体的热传导系数约为16 W/ (m·℃),钽的热传导系数约为54 W/ (m·℃),因此,依据上述公式,在SLM过程中钽传热较快,热量易聚集在基板与打印试件的界面处,钽表层迅速凝固,而与基板相接处还处于未完全凝固状态,随着体系继续冷却,与基板连接部分凝固收缩,使上部已凝固部分被撕开产生裂纹。激光能量密度越高,体系散热越慢,上述效果将在一定程度上减弱,因此,如图4所示,随着激光能量的升高,单层实验中开裂现象有所缓解。
(3)热应力过大也会出现开裂现象。一般认为,温度在熔点(Tm)以上区域,材料处于完全融化状态;温度在熔点(Tm)到塑性变形转折温度(Tp)之间,材料处于完全塑性状态,能随意变形,不会产生残余应力,也不会对相邻材料的变性行为产生阻碍;在温度低于Tp时,材料為不完全塑性状态,阻碍周围材料的膨胀或收缩行为。激光沿着既定轨迹快速熔化金属粉末,温度达到材料熔点以上,上表层Ta粉体材料处于熔化状态,对里层Ta粉体材料的受热膨胀失去阻止作用。但是,里层粉末材料受热膨胀受到下层材料的阻碍,下表层为不锈钢固体基板,线膨胀系数约为15×10-6/K,Ta的线膨胀系数约为6.5×10-6/K,因而对Ta下表面粉层产生瞬时拉伸应力。在冷却阶段,当上表层材料温度低于Tp后,其状态转化成不完全塑性状态。此时,上表层材料的冷却收缩受到里层材料的阻碍,就产生拉伸应力,而里层粉体受到的压缩应力进一步增大。随着温度的进一步降低,上表层材料继续收缩凝固,但仍受到里层的阻碍,因此其拉伸应力进一步增大,同时里层粉体的压缩应力进一步增大。在材料完全凝固后,由于表层较先凝固,失去塑性变形能力,在里层材料凝固时,发生体积收缩,但是表层材料不能随之收缩,因此产生裂纹;此外,在激光选区熔化过程中,不锈钢基板一直处于固态,阻碍底层粉体材料的变形,也将导致Ta单层实验结果产生裂纹。当激光沿着扫描线移动时,内应力累积,且扫描线越长, 扫描层数越多,累积的应力越大。Ta块体实验进行到一定程度时,翘曲变形过于严重,产生脱落现象,观察脱落后基板上所留层上出现严重的开裂现象。
2.3 Ta块体成形及微观组织
根据上述试验结果,在选定工艺参数的基础上,采用将不锈钢基板换成钛合金基板,因为钛合金的线膨胀系数为(7.5~9.4)×10-6/K,相比不锈钢与钽更为接近,且耐热性良好。在此基础上,采用基板预热解决钽在SLM成形过程中的开裂问题。当钛合金基板预热温度为200 ℃,钽开裂现象得到明显抑制,块体可成功制备。
SLM成形工业纯钽的典型XY平面的微观组织如图5所示,成形件界面平整致密,未发现明显缺陷,如图5a所示。经混合酸溶液腐蚀后,熔池边界明显,XY方向上熔池呈现长条状形貌。由于熔池边界处晶粒排布杂乱,耐蚀性较差,经腐蚀后产生明显的凹坑。背散射图片如图5b所示,熔池边界颜色较暗,说明熔池边界处有较多的低原子序数元素聚集。采用EDX对SLM成形Ta的熔池内部与熔池边界的元素成分与含量进行检测,实验结果如图6所示。
熔池内部元素分布如谱图1所示,主要由Ta元素和Ti元素组成,Ta元素含量高达99.32%,而在熔池边界区域,有明显的O含量分布,且含量达2.66%。由此推测,熔池边界分布有大量的非致密氧化物,导致熔池边界耐腐蚀性较弱。
3 结论
对钽的激光选区熔化工艺进行了探究,分别在不同的扫描速度和激光能量下进行单道实验、单层实验和块体实验,研究了钽单层实验工艺参数与钽的块体激光选区熔化成型。主要试验结果如下:
(1)在不同工艺参数下进行钽单道实验,结果表明,对于难熔金属钽,只有在极高的激光能量密度下才能实现完全熔化成形。当激光能量较小时,钽仅能在基板上有少量金属液滴附着,在激光能量过高时,成形单道出现明显的宽化,且表面出现白色条带。
(2)在不同的工艺参数下,钽层实验中出现不同程度的开裂现象,随着激光能量的升高,钽单层开裂现象有所缓解。由于基板与成形材料热膨胀系数差异较大,加之激光选区熔化过程中内应力累积,导致钽块体制备试验中出现脱层现象。将不锈钢基板更换为钛合金基板,并预热200 ℃,可成功制备钽块体。
(3)激光選区熔化成形钽的微观组织熔池内部与便捷耐蚀性有较大差异,EDX结果表明,熔池原界区域O元素的富集,产生大量不致密的氧化物,导致熔池边界在混合酸腐蚀后出现明显的凹陷。
参考文献:
何季麟,张宗国.中国钽铌工业的现状与发展[J].稀有金属快报,2005:1-5。
W Rock,P Paschen,曾青云.钽的加工性能及应用[J].江西有色金属学报,1990(3):20-24.
Fox P,Pogson S,Sutcliffe C J,et al. Surf Coat Technol Interface interactions between porous titanium/tantalum coatings,produced by Selective Laser Melting (SLM),on a cobalt[J].Chromium alloy,2008,202(20):5001-5007.
L B Zhou,T H Yuan,R D Li. Selective laser melting of pure tantalum:Densification,microstructure and mechanical beha-viors[J]. Materials Science and Engineering A,2017(707):443-451.
Balla V K,Banerjee S,Bose S,et al. Direct laser processing of a tantalum coating on titanium for bone replacement structures[J]. Acta Biomater,2010,6(8):2329-2334.
尚晓峰,刘伟军,王天然,等.金属粉末激光成形扫描方式[J].机械工程学报,2005,41(7):99-102.
