基于凯恩帝系统的数控机床工作方式的设计与分析
2021-09-10 07:22林政江
内燃机与配件 2021年3期
林政江


摘要:针对配置凯恩帝数控系统的数控机床,为保证数控机床工作方式功能控制的简便可靠,设计基于MOVE、SFRN、COD、MOVOR功能指令控制的工作方式,包括硬件控制电路的设计,编制相关工作方式控制梯形图,实际应用表明,PMC程序的可读性强,易移植。为其它数控机床的工作方式的设计提供一种简捷实用的解决思路。
关键词:数控机床;工作方式;KND数控系统;功能指令;PLC
0 引言
一般数控机床有编辑(EDIT)、自动(AUTO)、手动(JOG)、手轮(MPG)、单动输入(MDI)、在线加工(DNC)、回零(HOME)7种工作方式,根据不同的加工状态选择合适的工作方式。工作方式的选择是通过硬件和软件来实现的,在操作面板上安装有工作选择波段开关,开关连接到数控系统的IO输入输出模块上,同时在数控系统内装PLC里面编制好方式选择控制梯形图,梯形图中处理IO输入模块上的信号,根据信号的变化,控制数控系统中G信号和F信号,而每一个固定的G、F信号和工作方式是一一对应的,也就是G和F信号有效了,工作方式也就正确了。
1 工作方式功能介绍
要想进行工作方式设计,首先介绍一下数控机床七种工作方式的含义。
①EDIT:程序编辑方式,在此状态下可以在数控系统程序区编辑需要加工的程序。
②AUTO:自动加工方式,在这种状态下,数控系统会自动执行事先已经输进去的加工程序。
③JOG:手动移动方式,在这种状态下,按下操作面板上的各个伺服轴的进给方向按钮,轴就可以向对应的方向移动。
④MPG:手轮移动方式,可以用操作面板上的手摇脉冲发生器(简称手轮)控制伺服轴的移动。
⑤MDI:单动输入方式,有点类似AUTO工作方式,它可以自动执行单程序段。
⑥DNC:在线加工方式,有的加工程序比较大,而数控系统的内存容量比较小,无法全部存到数控系统中,此时可以用网线将系统与电脑相连,实时读取电脑中的程序进行加工。
⑦HOME:回参考点方式,机床各坐标轴回参考点时,要拨到此方式下才能进行回零。
2 凯恩帝数控系统工作方式选择的原理
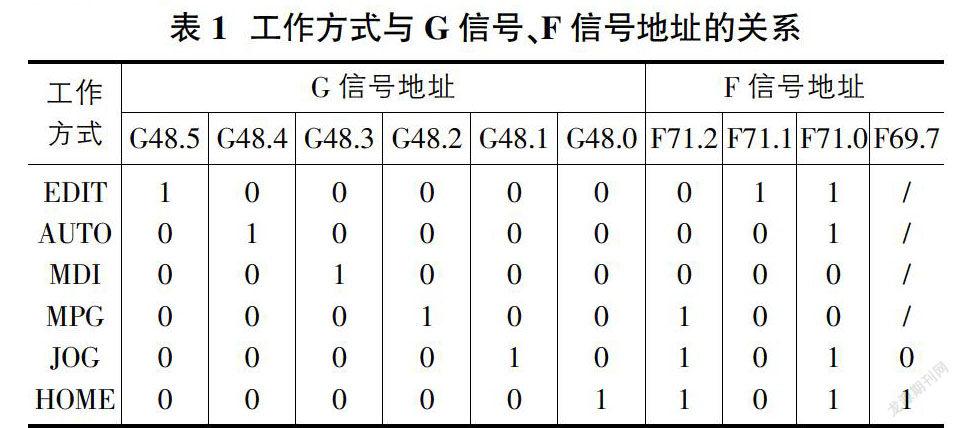
凯恩帝K2000MC3i数控系统的工作方式与G信号和F信号地址的关系如表1所示,凯恩帝数控系统中的G信号和F信号地址定义是固定的,用户无法修改,而X信号和Y信号地址用户是可以自己定义的[2],例如设计的梯形图使G48.0为1时,G48.1、G48.2、G48.3、G48.4、G48.5为0时,这些G信号由PLC送给CNC,当CNC接收到这些G信号后,系统工作方式自动进入回零方式(HOME),如表1所示,同时CNC输出F71.2、F71.0、F69.7信号(由0变为1)给PLC,系统屏幕所显示的工作方式变为回零方式,以便提醒操作者此时数控系统处于回零方式。
3 数控机床工作方式的设计与分析
3.1 X信号输入地址与G信号地址的定义
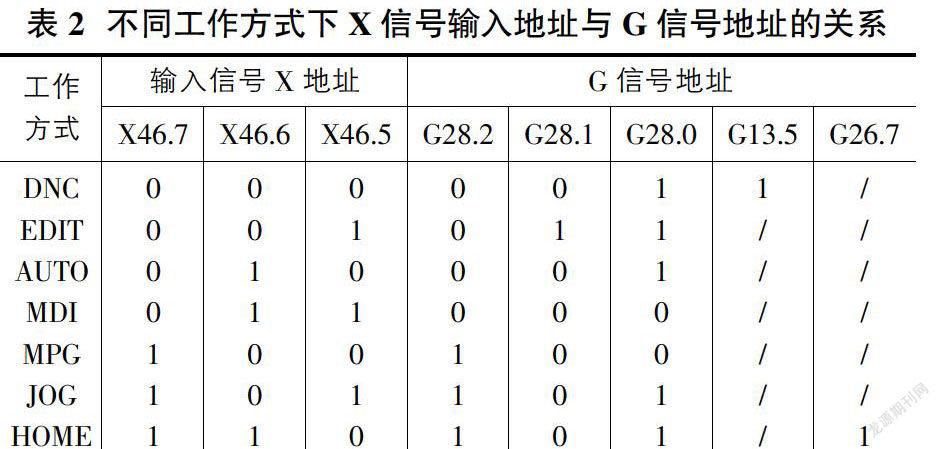
因为数控机床操作面板上的工作方式有七种(段位0至段位6,二进制即000至110)。因此输入信号的地址X与G信号的地址关系如表2所示,例如当波段开关拨到单动输入方式(MDI)时,X46.7、X46.6、X46.5为011,配合相应的梯形图处理,使得G28.2、G28.1、G28.0为000,即系统运行模式进入单动输入方式(MDI)。
3.2 工作方式选择控制电路设计
该数控机床所有工作方式的选择是通过输入信号X46.5至X46.7之间的配合来完成的,工作方式选择控制电路如图1所示,工作方式选择功能有3个输入信号连接到凯恩帝数控系统CN8接口上[3],分别被定义为X46.5、X46.6、X46.7,图1中三个开关的公共端接到A01接口上,这个接口提供直流24V,例如当开关旋到编辑工作方式时,X46.5闭合,X46.6和X46.7断开,那么此时X46.5=1,X46.6=X46.7=0,系统切换到编辑工作方式。
3.3 工作方式梯形图设计与分析
工作方式梯形图如图2所示,先通过MOVE(逻辑乘数据传送)指令将G28的后三位清空,然后通过MOVE(逻辑乘数据传送)指令将X46的高3位(X46.5、X46.6、X46.7)传送给R850,通过SFRN(寄存器右移N位)指令[4]將R850里的数据右移5位,从高3位移动到低3位中去。通过COD(代码转换)指令进行转换,将数据放置到R853中,最后通过MOVOR(逻辑或后的数据传送)指令将R853里面的数据传送到G28里,从而达到X信号与G信号进行沟通的目的,确定了工作方式。
4 结语
实际应用表明波段开关工作模式采用多种功能指令MOVE、SFRN、COD、MOVOR编制相关梯形图更简洁明了,易于查看,易于移植,检查维修方便。
参考文献:
[1]王勇,张浩,芮延年.基于FANUC 0ID系统的数控机床运行模式的设计[J].自动化应用,2015(11):18-20,45.
[2]北京凯恩帝数控技术有限公司.K2000MCi铣床用数控系统连接调试手册[Z].2017.
[3]王勇,董同飞,汤垚,刘帮.基于PMC控制的主轴分段无级液压变速控制系统设计[J].自动化应用,2018(02):1-4,11.
[4]李波,褚天铖,任坤,王勇,刘帮.基于KND数控系统的第二模拟主轴功能设计与实现[J].自动化应用,2020(01):26-28.
猜你喜欢
内燃机与配件(2022年2期)2022-01-17
消费导刊(2016年11期)2017-10-19
现代职业教育·中职中专(2017年12期)2017-08-13
广西教育·C版(2016年12期)2017-02-27
现代企业文化·理论版(2016年19期)2016-12-21
现代企业文化·理论版(2016年20期)2016-12-20
商(2016年9期)2016-04-15
中小企业管理与科技·中旬刊(2014年12期)2015-01-22