
汽车配件加工的透射式红外镜头高精度定心装调
2021-09-10 05:19任乾洋
内燃机与配件 2021年12期
关键词:汽车配件
任乾洋
摘要:本文针对汽车配件加工的透射式红外镜头高精度定心装调,采用理论结合实践的方法,先分析了透射式红外镜头双向定心的机理,接着探讨了透射式红外镜头高精度定心装调关键技术的应用要点,最后提出汽车配件加工透射式红外镜头高精度定心装调的方法。分析结果表明,车在镜头对加工和安装的精度要求非常高,早期单向定心仪,只能对反射镜和可见光透镜进行定心,具有很强的局限性,现已无法满足汽车配件加工生产对透射式红外镜头高精度定心装调的需求,而采用双向光学定心方法,则能有效满足车载镜头加工和装调高精度的要求,值得大范围推广应用。
关键词:汽车配件;生产加工;透射式;红外镜头
中图分类号:U472.41 文献标识码:A 文章编号:1674-957X(2021)12-0093-02
0 引言
在我国汽车事业飞速发展的背景下,高精度、透射式红外车载镜头被广泛应用到汽车生产中,大大提升了汽车的性能和驾驶操作的安全性。但同时也对透射式红外镜头的定心装调提出了更高的要求,传统单向定心仪具有很大的局限性,难以满足车载镜头在发射和空间环境下的使用要求,限制了我国汽车生产事业的发展。双向光学定心方法的出现有效解决了这一问题,而且装调效率和精度更高,具有良好的發展前景。基于此,开展此项技术在汽车配件加工透射式红外镜头高精度定心装调中分析研究就显得尤为必要。
1 透射式红外镜头双向光学定心的机理
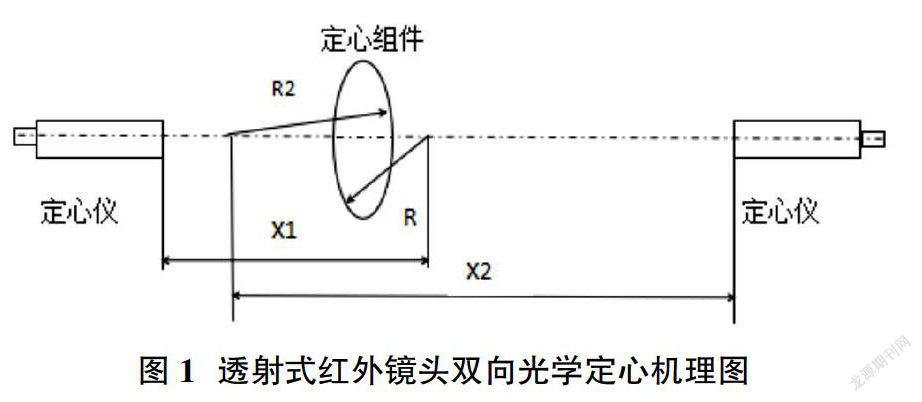
透射式红外镜头双向光学定心的主要机理是以透镜光轴为基准,利用放射旋转测量方法来精细化的测量球心偏,通过光学的反射定律可知,其入射角和反射角相同,如果光线沿着法线入射,则会原路返回,按照该原理,从相对180°方向,用两台定心仪,同时测量透射式红外镜头的两个球心像,再按照测量结果,来重复多次的调整两球心像相对轴线的位置,就能找到透射式红外镜头装调时最为理想的光轴,再通过精密机械神加工之后,就能形成高品质、高精度的透射式红外镜头。具体的透射式红外镜头双向光学定心机理如图1所示。
图1中,R和R2分别表示透射式红外镜的曲率半径,X1和X2则分别表示,定心仪的工作距离。按照图1所示的原理,在透射式红外镜头高精度装调中采用双向光学定心方法,不但有效解决任意波段透镜的光学定心加工,而且具有比单向光学定心加工更加广泛的应用范围。
2 透射式红外镜头高精度定心装调关键技术的应用要点
2.1 前期准备
为在透射式红外镜头高精度定心装调中,发挥出双向光学定心技术的最大优势,需要提前做好各项准备工作,主要包括以下内容:
一是按照透射式红外镜头高精度定心装调的要求,建立起保证双向光学定心质量的过程控制信息。
二是明确汽车配件加工中时光学配件和机械零件装配信息。
三是选择双向光学定心和汽车配件的装调工艺,并形成工艺流程。
四是按照工装、夹具等加工装调精度及质量的要求,选择相应的仪器和设备。
五是确定好汽车配件精密机械加工的的尺寸。
2.2 球心相工装设计和调整
在采用双向光学定心进行透射式红外镜头高精度定心装调试,需要设计出专用的球心像调整工装,和单向光学定心加工相比,双向光学定心加工时球心像调整工装中心需要预留出相应的通光孔,以保证能够实现双向观测和自由度调整。在整个应用过程中,无需进行第二面球心像位置计算,通过调整R1和R2的距离,就能实现专用工装的重复调整,以得到最为理想的光轴。
2.3 透射式红外镜头高精度定心装调
将经过精密机械加工之后的汽车配件,经过双向光学定心调整之后,安装到经过定心加工之后的镜筒中,就能得到一个完整的透射式红外镜头。在透射式红外镜头高精度定心装调中,需要通过不断调整镜头焦距、星点等光学指标,并加强检测,以保证每个步骤都符合要求,就能得到一个质量达标的完整镜头。
在透射式红外镜头高精度定心装调中影响双向光学定心加工精度的因素主要有三个方面:其一是车床主轴的晃动情况;其二是光学定心仪的精度;其三是测量误差。其中车床主轴的晃动情况可通过选择高精度紧密车床的方法来解决,保证车床主轴晃动量在0.0005mm以下,即可满足透射式红外镜头高精度定心装调对精度要求。而针对光学定心仪的精度和测量误差,要通过合理转向显微镜组的焦距内调焦组的焦距等合理调整,以便更好的开展误差。
3 汽车配件加工透射式红外镜头高精度定心装调的方法
3.1 合理设计光机结构件
光机结构件主要有两部分共同组成:其一是镜框,其二是镜筒。在镜框设计中,需要按照双向光学定心机理,设计出一种特殊的镜框。先用4个螺栓孔,固定好透镜组建,然后再通过2个销钉孔,对透镜组件进行重复定位,以保证汽车配件加工透射式红外镜头高精度定心装调的精度。
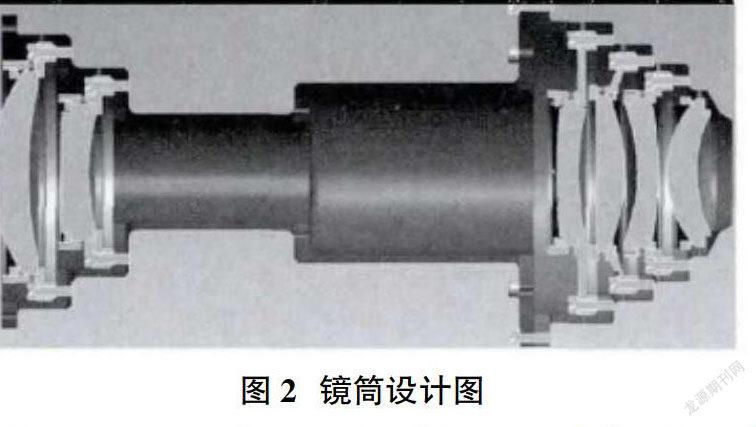
而在镜筒设计中,为提升透镜组件安装的便捷性及精度,可将镜筒设计成两部分,具体情况如图2所示。
从图2中可以看出,汽车配件加工透射式红外镜头高精度定心装调中镜筒分为前后两部分,由6个透镜组件共同组成,除最后一片直接安装之前,其余5个透镜组件,都通过法兰和镜筒连接成一个整体。在精通内侧均匀布置4个螺纹孔,其主要作用是调整透镜很透镜组件的径向平移,透镜和透镜之间可通过修磨调整垫片进行有效控制。
3.2 透射式红外镜头高精度定心装调步骤
透射式红外镜头高精度定心装调是一项非常复杂的工作,涉及到的内容比较多,环节多,任何一个细节控制不当,都会影响整个装调的精度以及车载镜头使用的效果,为最大限度上提升透射式红外镜头高精度定心装调精度,需要保证每个步骤都符合设计要求。
第一步,计算机辅助装调。先用高精度干涉仪来测量每个透镜的面形;再用干涉仪和光栅尺相互配合方法,精确测量每个透镜的曲率半;接着通过三坐标测量机来测量每个透镜的中心厚度;然后将测量到的结果全部深入到计算机光学系统软件中进行分析;最后计算机软件系统的分析结果,优化透镜和透镜之间的距离,确定最佳的距離,为后期精调奠定良好的基础。
第二步,对第一透镜组件进行定心处理。先将设计好的镜筒固定在转台之上,用2个千分尺检测的镜筒的外圆和端面基准,按照具体的测量结果进行适当的倾斜和平移调整,直到千分尺的跳动量低于0.02mm。然后在布置好的定心仪上光路、下光路之上,分别找到第一个透镜上下两个镜面的反射球心像,缓慢转动转台,测量两个球心像的晃动量,利用镜筒中提前布置好的4个螺纹孔精细化调整第一透镜组件的径向。最后在镜框和镜筒相互接触的面上利用垫片调整透镜组件的倾斜度,直到透镜上下两个面的球心像晃动量都小于5″之后,及时拧紧第一透镜组件和镜筒之间的连接螺钉,但螺钉拧紧过程中需要注意保持两个球心像不动,通过轻轻拍打镜框和镜筒之间的销钉定位第一透镜。
第三步,对第二透镜组件进行定心处理。当第一透镜组件装调结束之后,要先松开镜框和镜头之前的螺钉,取出第一透镜组件,安装第二透镜组件和垫片。此后镜筒的每个透镜组件,都采用上述流程进行定心处理。最后等全部透镜组件都装调结束之后,就完成了透射式红外镜头高精度定心装调中的镜头装调工作。
第四步,对接前后镜筒。当各透镜组件都安装结束之后,要及时进行镜筒之间定位销钉的安装,之后将前后的螺钉全部锁紧。再利用专用的工装将镜筒安装到定心设备的转台之上,并用千分表测试镜筒的外圆基准和端面基准的跳动情况,通过调整转台促使镜筒的跳动情况都低于0.02mm。再用定心仪的上光路和下光路分别找到第一透镜上表面和第六透镜下表面的球心像,测量晃动量。
3.3 误差分析
误差透射式红外镜头高精度定心装调中必须控制的问题,在整个定心装调过程中涉及到的误差包括:千分表误差、转台误差、定心仪误差、透镜组件误差、销钉误差。
千分表误差影响因素有转台晃动、镜筒晃动等。为保证透射式红外镜头高精度定心装调的精度,在每个透镜组件定心之前,都需要对镜筒的端面和外圆进行重新测量。如果镜筒的外径为100mm,则千分表的精度应为0.001mm,就汽车配件加工车载镜头而言,镜头会形成的倾斜误差M1约为2″;转台每转动一周,其轴系的晃动误差M2约为1″;定心仪标称误差约为0.2″,但定心仪在工作中容易受到环境的影响,实际误差可能比较大,其误差M3通常为1″;透镜组件的调整误差和双向光学定心系统的公差要求密切相关,其实际误差M4为1″;销钉在透镜组件完成定心测量之后需要取出,再次安装时需要重新定位,多次重复定位误差会发生累积,其误差M5约为3″。
透射式红外镜头高精度定心装调中镜头由6个透镜组件共同组成,需要用千分表对镜头的端面和外圆至少进行6次测量,其中5个透镜组件需要重复安装单位,还涉及到一次对接操作,则最大误差可用以下公式来计算:
将M1~M5的数值代入到此公式中,可知汽车配件加工的透射式红外镜头高精度定心装调的最大误差为18″。通常情况下,射式红外镜头高精度定心装调的公差,要比光镜头定心装调的要求松,通常在30″~1′之间,因此,采用双向光学定心法,可满足射式红外镜头高精度定心装调公差的要求。
4 结束语
综上所述,本文采用理论结合实践的方法,分析了汽车配件加工的透射式红外镜头高精度定心装调,分析结果表明,车载透射式红外镜头对定心装调精度的要求非常高,采用双向光学定心法,能够实现对每个透镜组件重新定位,而且定位精度远远大于单向光学定心的精度。此外,其系统结构性能能够有效满足力学振动的条件,能够适应不同的环境,具有良好的发展情景和推广应用。
参考文献:
[1]葛琳琳,王世先,张瑞,等.基于硫系玻璃的光学被动式红外无热化镜头设计[J].红外,2020,41(02):9-14.
[2]陈凯镔.机械加工工艺对汽车零部件精度的影响研究[J].内燃机与配件,2019(023):113-114.
[3]李向春,毛志伟,陈记超,等.新型相贯线焊接机器人设计与研究[J].热加工工艺,2019(05):233-237.
猜你喜欢
科学家(2021年24期)2021-04-25
山东工业技术(2018年2期)2018-03-20
商情(2017年42期)2017-12-26
商情(2017年42期)2017-12-26
商情(2017年42期)2017-12-26
教育教学论坛(2017年36期)2017-09-21
电脑知识与技术(2017年14期)2017-07-10
企业文化·中旬刊(2017年3期)2017-05-04
中国高新技术企业(2015年31期)2015-12-25
科技致富向导(2013年8期)2013-05-30
