
某钢铁企业大宗固废处置现状及资源化利用前景分析*
2021-09-14 03:57李香梅华绍广汪大亚
现代矿业 2021年8期
李香梅 华绍广 汪大亚
(1.华唯金属矿产资源高效循环利用国家工程研究中心有限公司;2.中钢集团马鞍山矿山研究总院股份有限公司;3.金属矿山安全与健康国家重点实验室)
钢铁行业是我国国民经济的重要基础产业,同时也是典型的资源密集型产业,除消耗大量的生产资料外,还排放了大量的废气、废水、废渣[1-2]。就钢铁行业本身而言,生产过程复杂、工艺流程长,产生的固体废物品类众多:冶炼过程中,高炉、转炉及电炉等均会产生大量的冶金炉渣;钢厂污水处理站会产生大量的含铁油泥、生化污泥及酸碱污泥;冷轧阶段产生的相关固废如废活性炭和含油滤纸等[3-5]。对钢铁行业固废进行资源化利用,不仅能够充分回收其中的有价组分,还能降低其对环境造成的污染,经济效益、环境效益以及社会效益均十分显著。因此,加强钢铁企业固体废物的综合利用,实现“资源化、减量化、无害化”处理,已成为各大钢铁企业迫切需要解决的问题[6]。
2021 年3 月25 日,国家发展和改革委员会联合科技部、财政部、自然资源部等十部委联合印发《关于“十四五”大宗固体废弃物综合利用的指导意见》,明确指出:到2025年,尾矿、冶炼渣、工业副产石膏等大宗固废的综合利用率达到60%,并实现其绿色、高效、高质、高值、规模化利用。本文以国内某大型钢铁集团为例,对其产生的4 种典型大宗固废(电炉除尘灰、废脱硫剂、酸碱污泥、生化污泥)的来源、成分、处理处置工艺及工程情况进行了全面的介绍与分析,并指出了目前的主要问题和努力的方向。
1 来源及处置现状
国内某大型钢铁集团典型固体废弃物主要包括电炉除尘灰、废脱硫剂、酸碱污泥、生化污泥。
1.1 电炉除尘灰
1.1.1 来源及成分
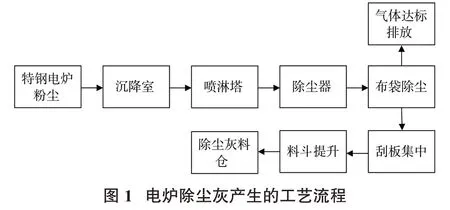
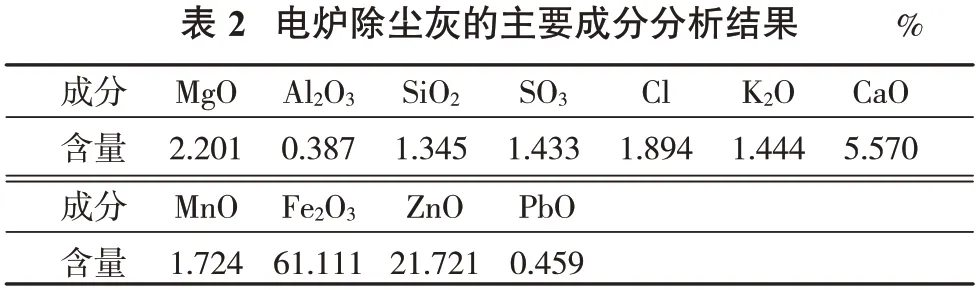
电炉炼钢过程中产生的粉尘,在风机的负压作用下通过管道输送,最后由除尘器收集,形成电炉除尘灰。该电炉除尘灰取自特钢公司的除尘器,其产生过程见图1,近6 个季度电炉除尘灰产量见表1,主要化学成分分析结果见表2。

从表1 可看出,2020 年电炉除尘灰产量近14 000 t,预计2021年可达16 000 t。
从表2 可看出,电炉除尘灰的主要成分为Fe2O3和ZnO,此外还含有少量CaO、MgO 和K2O 等。进一步的研究表明,锌主要以氧化锌和铁酸锌的形式存在,硫化锌、硅酸锌等少量;铁主要以氧化铁及铁酸锌的形式存在。由于电炉除尘灰中含有丰富的铁、锌资源,对其进行回收利用,不仅能解决电炉除尘灰的存储与处置问题,更具有十分可观的经济效益。
1.1.2 主要处置方式
目前,该公司的电炉除尘灰主要有3 种处置方式:运送至转底炉进行综合利用、运送至电炉进行自循环利用以及外委处置,2021 年1—5 月3 种处置方式的量统计结果见表3。

从表3 可看出,目前对于电炉除尘灰的处理,以配入电炉中自循环处置为主,工艺流程见图2。

从图2可看出,自循环利用能够使电炉除尘灰中的锌进一步富集,进而使电炉灰再次变为可利用的资源,最终达到电炉除尘灰“全量化、资源化”综合利用的目的。
1.2 废脱硫剂
1.2.1 来源及成分
废脱硫剂产生于煤焦化煤气净化系统。脱硫剂在使用过程中逐步被杂质包裹,活性下降,约6 个月后活性丧失,变成废脱硫剂,年产量1 750~2 500 t,主要化学成分分析结果见表4。

从表4可看出,废脱硫剂的主要成分为SO3,其次为CaO、Fe2O3。进一步的分析表明,硫主要以单质硫和硫酸钙形式存在;钙主要以CaSO4·2H2O形式存在,少量以CaCO3的形式存在。
1.3.2 主要处置方式
该公司的废脱硫剂的主要处置流程见图3,首先由产废单位收集储存,随即装入袋中置于暂存库,当天送炼铁总厂高炉进行配料使用,往烧结矿中配入废脱硫剂的占比约为0.14%。

1.3 酸碱污泥
1.3.1 来源及成分
该公司酸碱污泥的产生点有一硅钢水处理站、二硅钢水处理站、集团公司污水处理站。
(1)一硅钢水处理站。一硅钢水处理站废水处理系统主要包括酸性废水处理系统、稀碱废水处理系统、浓碱含油废水处理系统、重金属含铬废水处理系统、无铬涂层废水处理系统,各系统废水处理后汇总进行生化处理,然后达标排放。主要处理工艺有除油除渣、破乳、混凝沉淀、气浮、中和、还原、生化处理、污泥浓缩、污泥压滤等。图4为该水处理系统工艺流程,表5为该处理站产生酸碱污泥的相关基本情况。


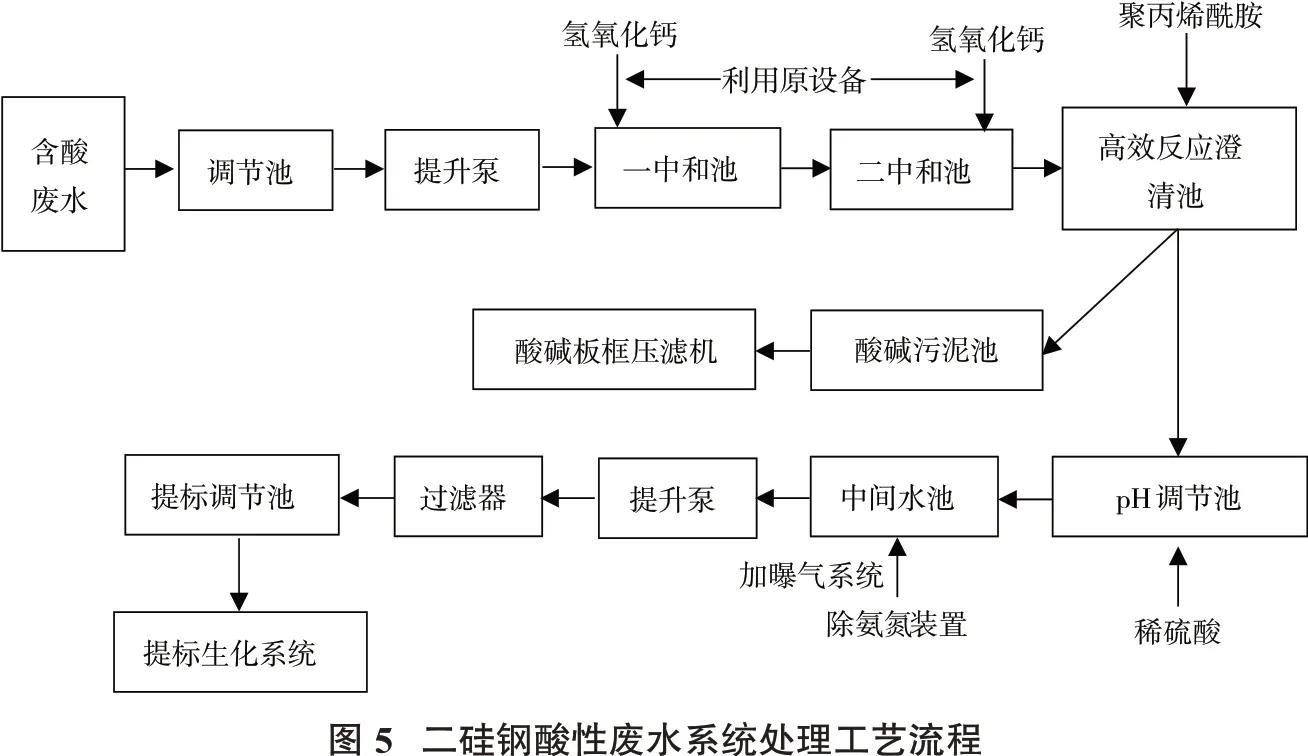
(2)二硅钢污水处理站。二硅钢废水处理站系统主要包括浓碱含油废水处理系统、稀碱含油废水处理系统、酸性废水处理系统、含铬废水处理系统以及生化综合处理系统,主要处理工艺有除油、沉淀、超滤、气浮、中和、还原、生化处理、污泥浓缩、污泥干化等。该处理站产生酸碱污泥的工艺系统包括酸性废水处理系统及生化综合处理系统,各处理工艺流程见图5,表6为该处理站产生酸碱污泥的相关基本情况。

(3)集团公司污水处理站。集团公司污水处理站包括乳化液处理系统、酸碱废水处理系统、重金属(含铬)废水处理系统、电解脱脂废水处理系统及综合废水处理系统。废水通过乳化液处理系统及含铬废水重金属处理系统处理达标后,进入电解脱脂废水处理系统,电解脱脂废水处理系统处理后的废水与酸碱废水处理系统处理后的废水进入综合废水处理系统,处理达标后外排,表7 为该污水处理站产生酸碱污泥的相关基本情况。

为了明晰该酸碱污泥的相关理化性质,对上述各点产生的酸碱污泥进行了一系列物理化学性质的检测分析,压滤后酸碱污泥(湿基)堆密度为(0.84~0.89)×103kg/m3,含水率见表8,主要化学成分分析结果见表9。


从表9 可看出,各酸碱污泥Fe 含量较高,这为其配入高炉中回收利用创造了可能。
1.3.2 主要处置方式
该公司酸碱污泥的处置流程见图6,各水处理站产生的污泥进入各自的污泥临时存放点,用吨袋临时存放,再通过汽车运输至热电总厂烘干,烘干的污泥用罐车运输至炼铁总厂的烧结机烧结,后送入炼铁总厂高炉,废气通过脱硫、脱硝后排放。

(1)烘干系统。用专用车辆将各湿污泥卸倒在污泥储料仓内,然后由储料仓底部的螺旋送料器连续、定量地送入干燥机本体,干燥产生的废气经陶瓷多管除尘器处理,并进入脱硫系统,最后通过烟囱排放。废气处理后的污染物排放浓度见表10。

从表10 可看出,该公司热电总厂污泥干燥系统产生的废气经处理后,可以达到林格曼黑度级Ⅰ级标准,实现达标排放。
(2)烧结机高炉系统。干燥好的污泥进入炼铁总厂烧结二分厂的B#烧结机,干燥污泥与原矿质量比为0.1%;烧结后进入炼铁总厂B#高炉,质量添加比例约为0.05%。
1.4 生化污泥
1.4.1 来源及成分
生化污泥主要由煤焦化蒸氨系统的废水经污水处理站处理后产生。目前,该钢铁公司生化污泥污水处理站包括化工能源南区污水处理站及化工能源北区污水处理站。
(1)化工能源南区污水处理站。该公司南区有焦炉6座,配置2套蒸氨系统:1#蒸氨系统废水产生量约42 m3/h,2#蒸氨系统废水产生量约83 m3/h,废水处理主要为预处理及生化处理。该点产生的固体废物主要为污水处理构筑物污泥,为危险废物,属于HW39 含酚废物。污泥产生量约5 475 t/a,处置方式主要有罐车装污泥运送至烧结系统处置和罐车装污泥水送OG泥处理利用。
(2)化工能源北区污水处理站。该公司北区污水处理站主要由原水预处理系统、生化处理系统、物化处理系统和污泥处理系统等部分组成,预处理的主要目的是去除废水中的油,为生化处理创造合适的进水条件;生化系统采用AAO 活性污泥法,达到去除废水中酚、氰、氨氮和COD 等污染物的目的;物化处理系统需要在混合反应池末端加入阳离子,提高絮凝效果,混凝池上清液满流时进入外排水,并直接外排,底部污泥则通过污泥泵抽至浓缩池进行浓缩;污泥处理系统通过污泥泵从底部抽至压滤机进行压滤,然后拉至煤场。该生化污泥主要化学成分分析结果见表11。

从表11可看出,该生化污泥富含铁,为其配入高炉中回用创造了可能。
1.4.2 主要处置方式
化工能源南区及北区污水处理站的生化污泥首先在其产生点进行临时堆存,并装入吨袋临时存放,随即通过汽车运输至炼铁总厂的B#烧结机烧结,烧结结束后送入公司炼铁总厂B#高炉进行回收利用。此外,该生化污泥还运送至炼焦总厂进行配煤掺烧,废气通过脱硫、脱硝后达标排放。生化污泥处理处置工艺流程见图7。

污泥进入炼铁总厂烧结二分厂B#烧结机进行烧结,污泥与原矿的质量比为0.1%,烧结后进入炼铁总厂B#高炉,质量添加比例约为0.05%。
2 综合利用方面存在的不足
2020 年9 月1 日,新《固废法》正式施行,明确提出了对大宗工业固废进行“减量化、无害化、资源化”利用的要求。对钢铁企业产生的大宗固废进行资源化、产业化、高值化利用势在必行。总的来说,当前钢铁企业固废资源化利用工作中,主要存在着以下突出问题:
(1)固废资源化利用技术单一、产品附加值低。充分回收钢铁企业大宗固废中的有价组分,实现固废资源全量化利用与近零排放,一直是困扰行业发展的难题。对含铁尘泥,目前只能作为简单的返回配料,以电炉除尘灰为例,直接作为返回配料使用,会对生产工艺造成影响,且难以实现有价元素的充分回收利用;对于大宗量的钢渣,现阶段主要用于生产水泥及建筑陶瓷材料,掺杂比例仅约5%,用量十分有限,难以解决其大宗量消纳的难题。这些都是钢铁企业在进行固废资源综合利用时尚未解决的难题。
(2)管理模式模糊,难以形成有效的综合利用机制。目前,对于国内大多数钢铁企业而言,固废的产生、运输、利用、产排污等工作并没有统一且有效的集中管理机制。大多数企业选择将固废直接进行外委处置,这就造成了固废资源综合利用业务经营分散,直接影响固废资源综合利用技术的发展及水平的提高;此外,由于现行的工业化处置技术在生产成本、市场表现上效果较差,大多以堆存及填埋处理为主,对环境造成了严重的隐患。
(3)尚未形成不同产业间的有效协同,循环性能差。经过多年的技术探索,现阶段钢铁行业与水泥行业间的循环经济产业链取得了一定程度的进展。然而,在新产品的开发、产品的深加工领域,如含铬渣、赤泥或其他企业废弃物的大宗高值利用方面,行业之间的循环性能仍有待加强:推进冶金钢渣资源综合利用板块的发展,开拓钢渣尾渣产品新用途,提高冶炼废渣高附加值利用,建立以除尘灰等大宗富铁固废高值利用为核心的新兴产业,推动不同种类固废间的协同开发利用,建立完备的回收利用体系。
3 资源化利用的建议
钢铁企业大宗固废的资源化、高值化利用,既可以消除其对周围环境造成的污染,又能够在很大程度上缓解我国资源匮乏的状况。针对钢铁企业固体废弃物来源广、种类多、总量大等特点,要实现最大程度的资源化利用与近零排放,提出以下建议:
(1)改进综合利用方式,避免产生二次污染。钢铁企业固体废物种类繁多,应当按成分的不同,合理地规划综合利用方式;同时,还需要对具体的工艺流程及细节加以改进,避免产生二次污染。以电炉除尘灰为例,由于含锌、铅量较高,当直接返回烧结厂配矿利用时,会导致锌、铅的不断富集,危害炉体顺行的同时,产生的高浓度蒸汽将直接危害炉前工人的健康。若将电炉除尘灰中的铁、锌、铅资源进行梯级回收利用,充分回收丰富铁资源的同时,富锌、铅尾渣又可以作为锌、铅冶炼厂的原料。该思路丰富了锌、铅冶炼原料的来源,避免了含锌、铅物料进入高炉系统带来的危害,经济效益及环保效益明显[7]。
(2)贯彻“减量化、资源化”原则,提高固体废弃物利用率。对钢铁企业的固废资源进行综合利用,需要紧扣“减量化、资源化、无害化”的要求,其中“减量化”是最为根本的原则。冶金固废大多富含铁,可以部分替代铁矿石作为冶炼原料,缓解铁矿石价格高企对生产成本的压力[8]。总的来说,应当根据固废的成分特点,选择合理的综合利用方式,尽可能地提高资源的内部循环利用率。
(3)坚持产品创新,提高综合利用产品的附加值。钢铁企业产生的固体废弃物,除了进行企业内部循环利用外,还需要积极开发新的技术,有效提高产品的附加值。高炉水渣是一种典型的硅酸盐质材料,钢渣的主要矿相则为硅酸二钙及硅酸三钙,二者都具有明显的胶凝特性,将二者磨细制成矿渣微粉及钢渣粉,可以取代水泥进而制备混凝土,这不仅提高了钢渣及水渣综合利用的附加值,也是实现钢渣及水渣近零排放的有效途径[9-10]。对冶金行业固废进行资源化利用,需要根据固废的本征资源特性,推行高、中、低全方位综合利用模式,优化固体废弃物资源利用途径,提高企业的综合经济效益。
4 结论与展望
钢铁企业生产工艺繁杂、技术流程长,产生的固体废弃物种类繁多,且总量巨大。钢铁企业应当大力改进自身的工艺流程,并开发固废资源大宗资源化利用新技术,从源头上减少固体废弃物的生成;针对不同类型的固体废弃物,应当根据其本征的资源特性,基于绿色、环保的原则,制定合理且有效的综合利用新途径;积极探索固体废弃物深加工处理技术,努力提高钢铁企业固体废弃物的综合利用率与产品附加值,实现环境保护与经济效益的双赢。加大固体废弃物资源化处理及综合利用的力度和强度,不断深化研究、推广先进技术、拓宽技术可适用范围,为我国钢铁企业的健康发展做出重要贡献。
猜你喜欢
山东冶金(2022年4期)2022-09-14
科学大众(2022年9期)2022-06-05
福建轻纺(2022年4期)2022-06-01
中老年保健(2021年7期)2021-08-22
昆钢科技(2020年6期)2020-03-29
资源节约与环保(2018年1期)2018-02-08
山东工业技术(2016年15期)2016-12-01
中国资源综合利用(2016年1期)2016-02-03
大型铸锻件(2015年5期)2015-12-16
电力需求侧管理(2014年5期)2014-03-20
