
超深井MFT封隔器首次打捞工艺
2021-09-18 06:23白晓飞魏军会钟建芳
西部探矿工程 2021年8期
白晓飞,魏军会,钟建芳,陈 龙,王 磊
(1.塔里木油田油气工程研究院,新疆库尔勒841000;2.塔里木油田油气生产技术部,新疆库尔勒841000;3.塔里木油田泽普油气开发部,新疆库尔勒841000;4.塔里木油田克拉油气开发部,新疆库尔勒841000)
哈里伯顿MFT永久式偏心封隔器,首次运用于塔里木油田超深井的智能生产管柱完井,材质为35Crmo。这种封隔器结构由于它要穿越光缆,连接下部的电子压力计,封隔器中心管不同于常规为偏心中心管。
大修作业原因是封隔器上部油管腐蚀破损,需要更换井内的生产管柱。MFT封隔器的打捞处理是首次作业,施工工艺优选了电缆切割+套铣打捞封隔器的施工方案,电缆切割油管选用镁粉切割,系统的研究分析MFT封隔器结构尺寸、材质及工作原理,确定套铣尺寸要求及套铣的最终位置;在施工作业中分别采用2种不同的套铣工具对不同的目标进行套铣,同时为了保证套铣产生的碎屑能够被及时打捞循环返出,分别采用了加长捞杯及提高修井液的粘度,保证套铣的安全顺利完成,最终成功完成了MFT永久式封隔器的切割套铣打捞作业任务。
1 MFT封隔器结构原理
哈里伯顿MFT永久系列封隔器是围绕经过证实的整体密封和卡瓦锚定而设计。用于智能生产管柱完井,钢体有光缆通道,下部连接电子压力计。一体式锚定卡瓦位于封隔器胶筒的下部。
封隔器的工作温度范围100°F~325°F。坐封力作用在活塞上使活塞运动,从而使液压坐封封隔器完全坐封。当压力作用到活塞上时,坐封销钉剪断。当达到最小坐封压力时,上卡瓦锚定,胶筒充分膨胀,下卡瓦锁定位移,系统完全达到工作压差。
处理难度分析:①一体式卡瓦破坏后卡瓦碎块特别多,套铣过程中极易憋卡,套铣的难度很大;②封隔器从上接头至下卡瓦距离是1.6m,套铣距离很长,穿入铣鞋内泵压阻力大。
2 电缆切割
常规电缆切割为切割弹爆炸切割,爆炸切割弹对油管切割后形成的新鱼顶有不同程度的形变(喇叭口状,见图1),通常切割后需要修鱼顶再进行打捞作业;镁粉切割切割后新鱼顶外观无形变(见图2)可直接打捞处理,相比较而言镁粉切割时效更高。

图1 切割弹爆炸切割后油管本体(轻微喇叭口状)

图2 镁粉切割(本体无形变)
2.1 镁粉切割工具工作原理
在地面装配好RCT切割工具,用电缆送达管内预定位置,通过电缆传输额定电流到热发生器,热发生器内的混合粉末燃烧,产生巨能,形成高熔化能等离子,并导致切割工具内压增加。一旦压力超过井筒液柱压力,切割工具喷嘴上的滑动套筒就会下滑,使喷嘴暴露在井筒内,高能等离子体通过喷嘴喷射离子,就象富含高温和腐蚀物的原子微粒一样射向切割区,对切割管柱实施切割。切割过程最快可在25μs内完成。
2.2 镁粉切割的优势
(1)RCT操作简捷,安全性能高,不受作业井深度限制,作业压力大,温度高。是深井超深井作业管柱最理想的内切割工具。
(2)切割后的鱼头规则,无需修整,大大缩短事故处理时间。
(3)无爆炸性、环境危害性和特殊的装载许可。
(4)与普通内切割工具相比,不会因刀头掉落而使事故进一步复杂。
(5)切割管柱尺寸范围广。
在生产管串:2-7/8″油管内,下入RCT尺寸:1.5″镁粉切割弹,一次切割成功,鱼顶为2-7/8″油管本体(切割剩余1.58m)。
3 套铣工具及施工参数
3.1 管柱结构
ø152mm~129mm铣鞋+ø152mm~132mm套铣管+变扣(310×6″双级T公)+双公变扣311×331+ø145mm捞杯×1只(330×331)+双母变扣(330×210)+4-1/8″钻铤1根+变扣(211×310)+ø147mm稳定器(311×310)+变扣(311×210)+4-1/8″钻铤8根+2-7/8″DP+变扣+3-1/2″DP至井口。
3.2 套铣参数
重 量10~50kN,转 速60~80r/min,压 力7~10MPa,流量9L/s,密度1.03g/cm3,粘度45s。
3.3 套铣工具优选
(1)第一趟套铣鞋。铣鞋类型选择参照哈里伯顿套铣工(图3),从内部布齿、外部布齿、底部布齿和底部布齿形状分为A-K共计11种,特殊设计中选择“C”型作为第一趟套铣鞋。

图3 铣鞋类型示意图
(2)第二趟套铣鞋选用孕镶石金刚石套铣鞋(见图4)。

图4 孕镶金刚石套铣鞋
(3)打捞杯选择加长捞杯。加长型LB140-L,长度1143mm,在套铣过程中及套铣结束,进行变换排量循环,进行碎屑的收集入杯。
4 典型案例总结分析
塔里木油田某井套铣打捞施工:在处理工艺上用镁粉切割替换了常规的爆炸切割,节省1趟钻;用高效套铣工艺取代了常规的封隔器磨铣工艺,降低了现场施工的卡钻风险的同时提高了封隔器的磨铣效率,比常规磨铣作业至少节省2~3趟钻。通过对施工方案中的工艺优化,大大提高了时效。现场施工情况如下所述。
4.1 井下事故简况
该井进行电缆镁粉切割,自封隔器上部切割开;套铣打捞MFT封隔器及处理下部管串(见图5)。
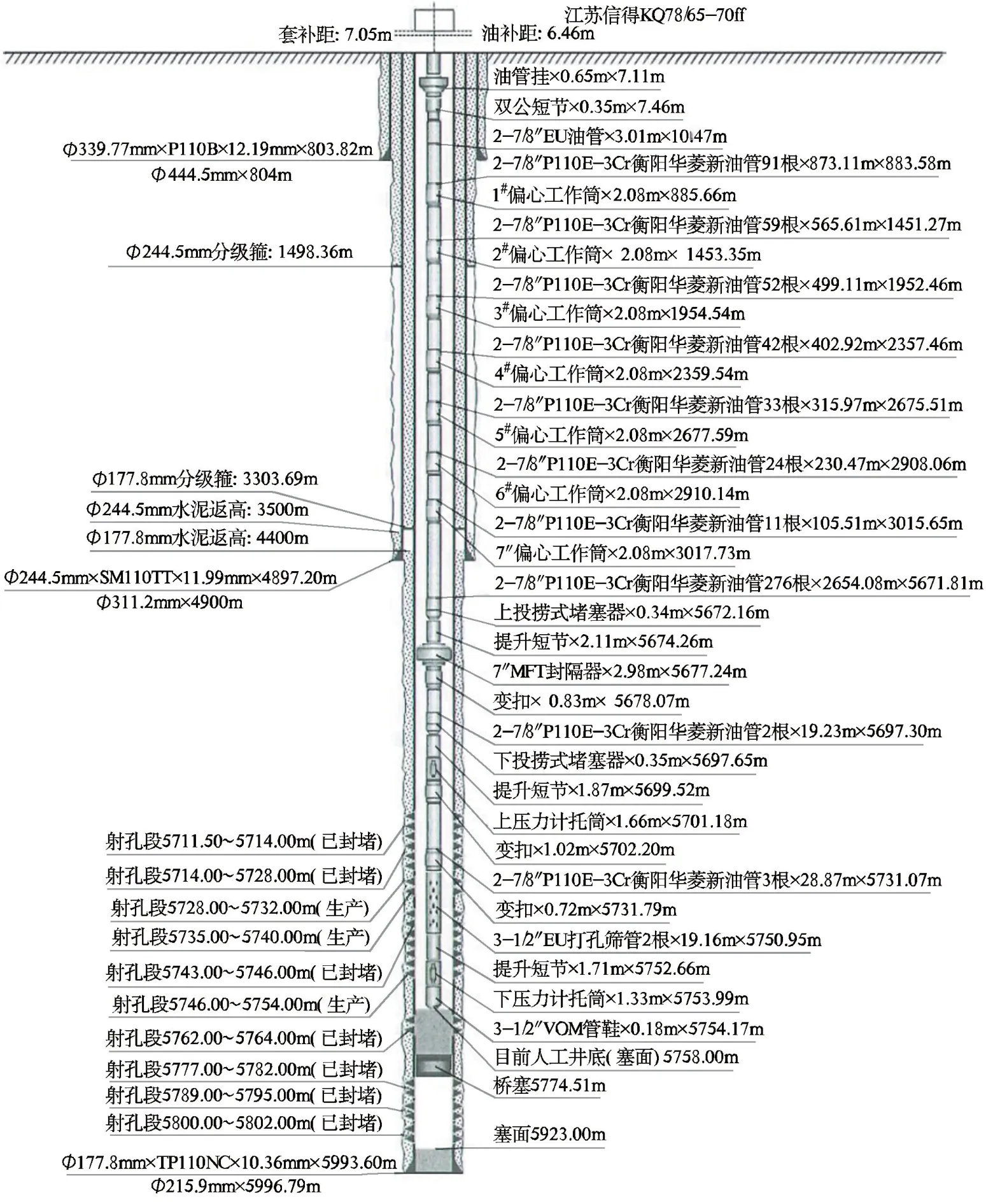
图5 井身结构示意图
4.2 施工作业情况
第1趟套铣管柱结构:ø152mm~ø129mm铣鞋+ø152mm~ø132mm套铣管+变扣(310×6″双级T公)+双公变扣311×331+ø145mm捞杯×1只(330×331)+双母变扣(330×210)+4-1/8″钻铤1根+变扣(211×310)+ø147mm稳定器(311×310)+变扣(311×210)+4-1/8″钻铤8根+2-7/8″DP+变扣+3-1/2″DP。
套铣施工参数,重量1~3t,转速60~80r/min,压力7~10MPa,流量9L/s,密度1.03g/cm3,粘度45s,套铣井段5662.05~5674.75m,累计进尺12.70m,出口返出少量油泥及铁屑,其中在H5674.75m套铣无进尺后循环,起钻。
第2趟钻:套铣管柱结构:ø153mm~ø126mm金刚石铣鞋+变扣+ø153mm~ø132mm套铣管+变扣(310×6″双级T公)+双公变扣311×331+ø145mm捞杯×1只(330×331)+双母变扣(330×210)+4-1/8″钻铤1根+变扣(211×310)+ø147mm稳定器(311×310)+变扣(311×210)+4-1/8″钻铤11根+2-7/8″DP+变扣+3-1/2″DP。
套铣参数,重量2~4t,转速60~80r/min,压力7~10MPa,流量9L/s,密度1.03g/cm3,粘度45s,套铣井段5673.42~5676.24m放空,累计进尺2.77m,出口返出少量铁屑及封隔器胶皮,套铣期间常有憋卡,上提活动管柱最大挂卡5~15t;下探至5682.56m遇阻2t,复探三次位置不变(放空6.32m),起钻铣管内带出7″MFT封隔器及下部管柱,捞杯内带出光纤残体及卡瓦残体4kg。
4.3 套铣总结
首先MFT封隔器为哈里伯顿的偏心过电缆封隔器,封隔器上部有双根光缆(单根长度21.63m)。套铣解封则需要套铣掉位于隔器下部的整体式上下卡瓦,套铣难度大。
成功套铣的关键是选用高强度的套铣鞋及孕镶金刚石套铣鞋,顺利完成封隔器钢体及整体卡瓦的套铣;选用加长捞杯,套铣产生的大尺寸碎屑及卡瓦牙碎片被成功收入捞杯,避免卡钻事故。
套铣参数的及时调整,现场精心施工,依据套铣深度、返出物分析及时掌握套铣鞋的位置及工作状态,通过短起下分析泵压造成的钻压损失(托压),实时调整钻压,保证套铣时效。顺利完成该井的套铣打捞任务。
5 总结与建议
(1)更好的切割工艺。镁粉切割工艺成功对封隔器上部油管进行切割,后直接套铣封隔器打捞,相比于常规爆炸切割及钻磨磨铣工艺更高效。无形变的切割工艺与高效的套铣磨铣工艺针对超深井高温高压封隔器处理更加简单高效。
(2)磨铣材料合理运用。YD合金套铣鞋针对硬度较低对象(封隔器上部的铠甲光缆及封隔器钢体)有比较好的套铣效率;金刚石套铣鞋针对高硬度对象(一体式卡瓦等)有更好的套铣效果,相对YD合金有更好的耐研磨性,充分利用材料的不同特性达到更好的使用效果。
(3)影响磨铣效率的两大因素:磨铣材料及碎屑收集。加长打捞杯的使用,可以有效收集套铣产生的碎屑及卡瓦碎块,预防卡钻事故。
(4)合理的管柱设计可以降低处理难度。建议在生产完井管柱的设计时,铠甲光缆的熔断点距离封隔器在1m以内,减少套铣难度,同时完井管柱内径符合镁粉切割的通径要求,保证切割弹在定位切割。
猜你喜欢
科技研究·理论版(2022年7期)2022-03-23
石油和化工设备(2020年1期)2020-02-07
机械研究与应用(2018年6期)2019-01-18
化学教学(2018年8期)2018-10-10
文苑(2016年2期)2016-12-08
岁月(2016年5期)2016-08-13
发明与创新·中学生(2016年5期)2016-05-14
鞍钢技术(2015年4期)2015-12-04
断块油气田(2014年6期)2014-03-11
新疆农垦科技(2014年12期)2014-02-28
