
大口径光纤倒像器制备工艺研究
2021-09-23 08:53许慧超汤晓峰贾金升
应用光学 2021年4期
张 磊,许慧超,王 云,付 杨,赵 越,汤晓峰,石 钰,孙 勇,张 弦,贾金升
(中国建筑材料科学研究总院有限公司,北京 100024)
引言
微光夜视仪是在夜间或低照度条件下,利用星光、月光和大气辉光,通过像增强器,将人眼不易看见的极微弱星光和红外辐射等进行光电转换和图像增强,使之变成人眼容易看到的图像,以实现夜间观察和探测[1]。高品质的微光夜视装备是夜间作战的眼睛和窗口,是打赢一场高新技术局部战争的坚强后盾和有力保障之一[2-5]。
微光夜视仪主要由物镜、像增强器、目镜等三部分组成,其中实现微光夜视功能的核心部件是微光像增强器,它是一种真空光电成像器件。光纤倒像器作为像增强器上的光学输入、输出窗口,是影响其成像品质的核心器件[6-8]。目前国内外生产和应用的微光像增强器,主要是以直径Φ18 mm的口径为主,随着微光夜视技术的快速发展和系统性能的不断提高,大口径光纤倒像器因其可实现宽视场、大视野、远视距的探测和观瞄,在未来信息化和高科技战争中具有广阔的应用前景和发展潜力[9-20]。但是随着光纤倒像器口径的增大,易产生边缘分辨率消失、内部斑点、弯曲畸变等缺陷,现有的制备工艺已不再适用,为此,研究人员做了大量的研究工作,对大口径光纤倒像器的制备工艺进行了改进,最终制备出满足技术要求的大口径光纤倒像器。
本文从大口径光纤倒像器的制备技术出发,开展了大口径光纤倒像器关键工艺技术研究,最终解决了大口径光纤倒像器的制备难点,满足了产品性能指标要求。
1 大口径光纤倒像器制备工艺设计
1.1 大口径光纤倒像器的设计要求及制备难点分析
大口径光纤倒像器的主要技术指标如表1所示。其外径大于45 mm,高度大于50 mm,在尺寸和体积增大的同时,其他性能指标与常规倒像器产品相同[21-22]。
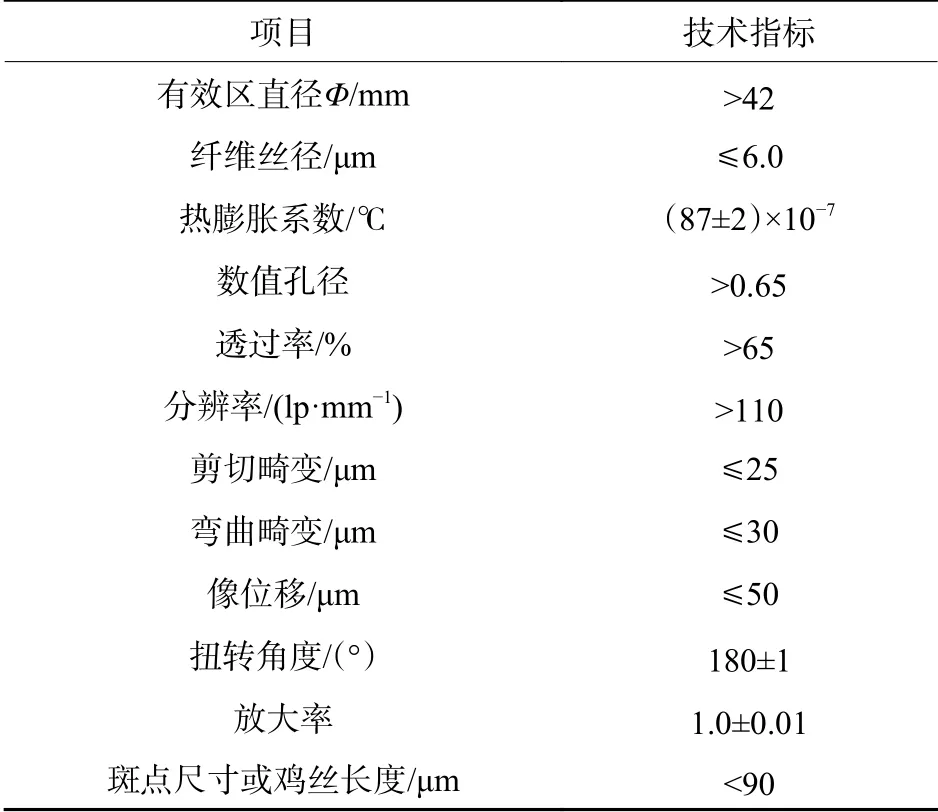
表1 大口径光纤倒像器设计指标Table 1 Design indexes of optical fiber image inverters with large aperture
如图1所示,我们将大口径光纤倒像器按其外形特征划分为两部分,即直区(纤维未变形区域,包括底部直区和台阶直区)和扭区(纤维扭转变形区域),其中直区要求尽可能地保证不出现弯曲畸变,受热尽量少;而扭区要求纤维变形趋于一致,受热尽量均匀,这就对制备工艺提出了很高的要求,需要充分利用大口径光纤倒像器的形体特征来完成制备过程。
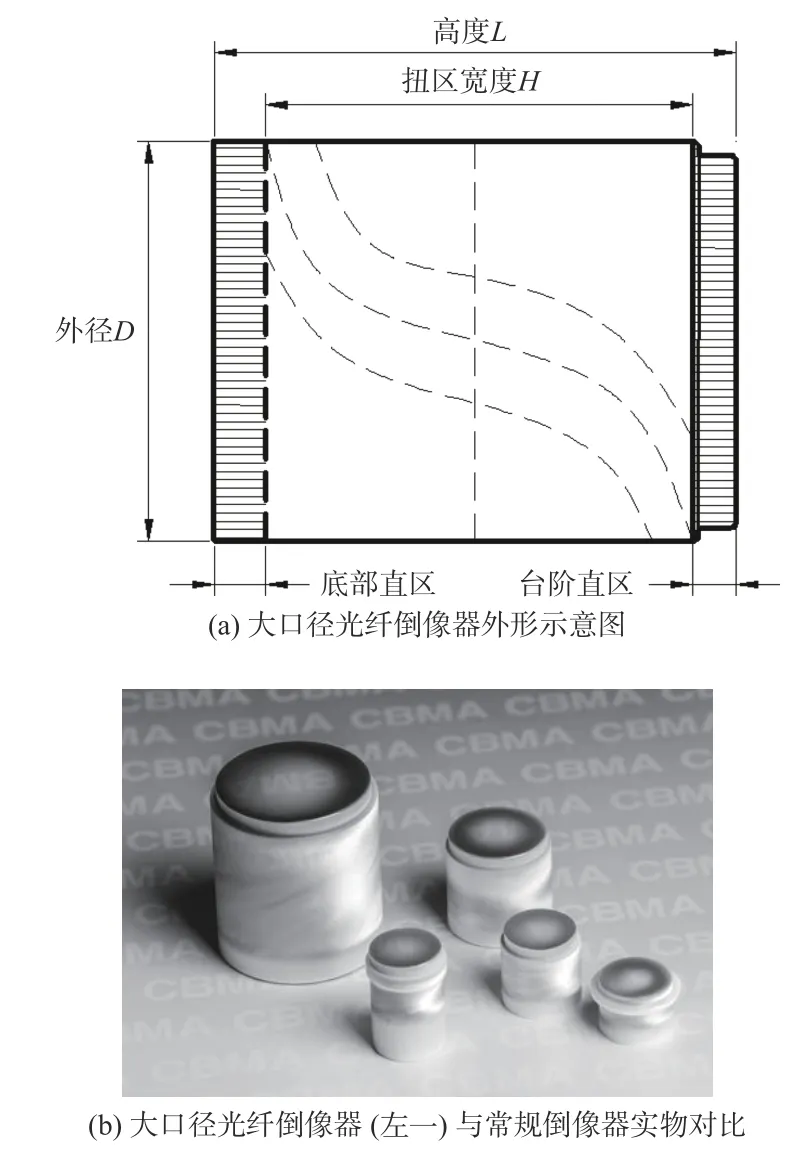
图1 大口径光纤倒像器和常规光纤倒像器Fig.1 Optical fiber image inverters with large aperture and inverters in normal
图2所示为本文研究的大口径光纤倒像器的扭转变形示意图。图3所示为光学纤维扭转拉伸变形示意图[4,23]。大口径光纤倒像器的扭转成型是制备过程的关键工序,其中50%以上的性能指标都与扭转成型工序直接相关,如对比度、分辨率、透过率、弯曲畸变等。这是由于大口径光纤倒像器毛坯外形体积是常规光纤倒像器所用毛坯体积的13.8 倍(常规光纤倒像器所用毛坯直径25 mm、高度25 mm),使得毛坯在扭转成型工艺中在高温阶段的加热时间增加了5 倍,最外围光学纤维的拉伸量增加了80%。这一方面加重了光学纤维芯料、皮层料界面的离子扩散和渗透,导致界面上出现析晶甚至乳化现象;另一方面大口径光纤板毛坯在受热扭转成型过程中,扭区的光学纤维会被拉伸,皮层玻璃材料的厚度变薄,距离光纤倒像器中心轴距离越远的边缘光学纤维,其纤维的拉伸量越大,使得边缘光学纤维丝的皮层厚度变得越薄。当皮层厚度小于(0.5~1)λ(λ 为入射光波长)时,光线就会穿透皮层进入到相邻的纤维中去,造成漏光、串光。为了防止产生纤维的漏光、串光,需要增加皮层厚度,但是皮层厚度过厚,会使得入射在皮层上的无用光通量增加,增加背景噪声,造成像质下降[24-26]。这两方面的共同作用破坏了芯、皮界面的完整性,使部分光线不满足全反射条件从光学纤维中逸出,从而产生斑点、数值孔径降低、透过率降低、分辨率下降等问题;同时随着毛坯尺寸的加大,加重了毛坯受热不均,导致扭转过程易产生炸裂。因此,扭转成型是影响大口径光纤倒像器传像品质的关键工序。
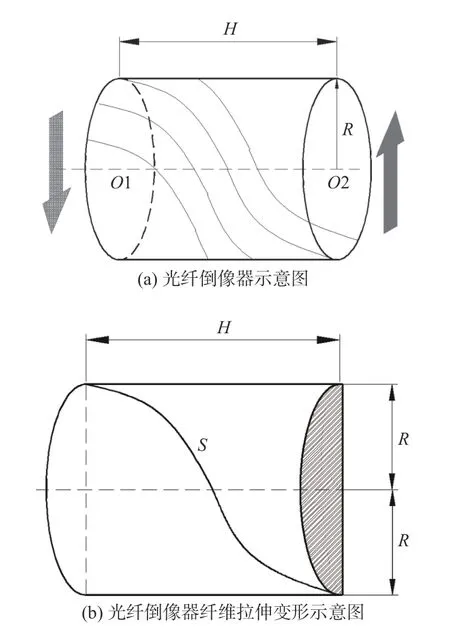
图2 光纤倒像器及纤维拉伸变形示意图Fig.2 Schematic diagram of optical fiber image inverters and fiber tensile deformation
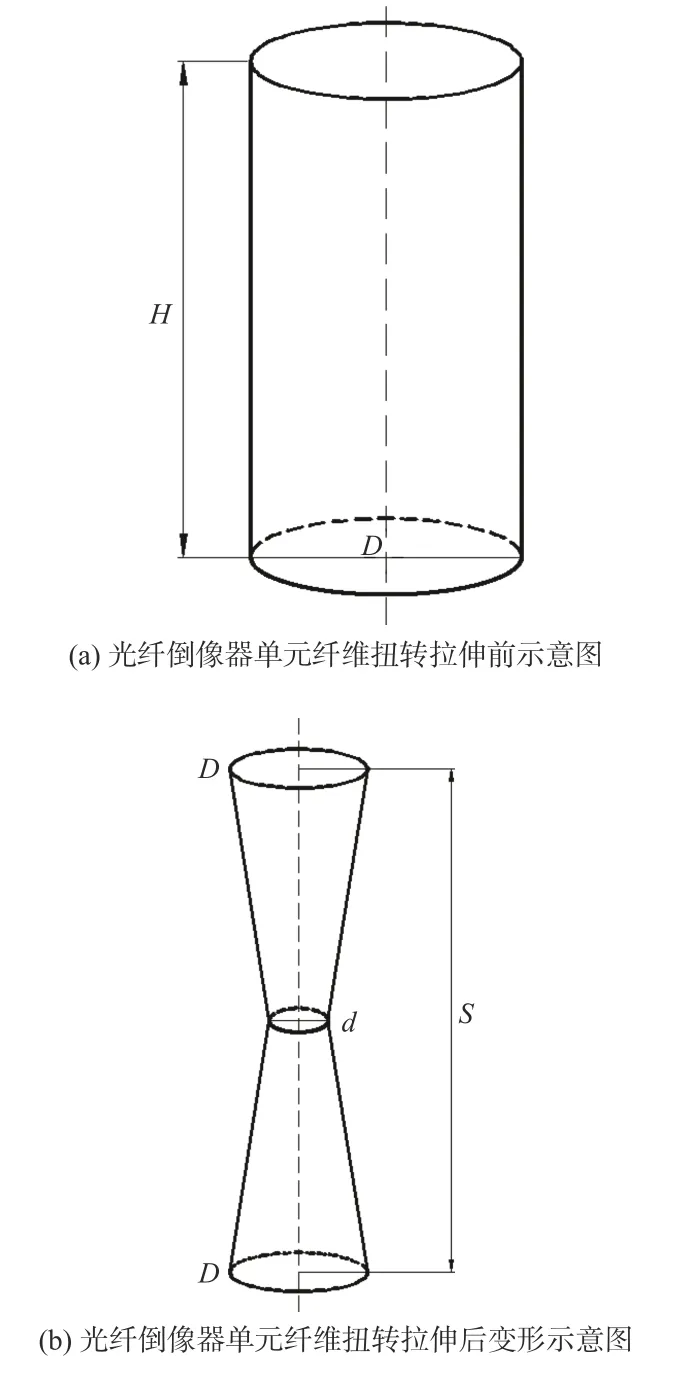
图3 光纤倒像器单元丝纤维扭前及扭后示意图Fig.3 Schematic diagram of optical fiber image inverters unit silk fiber twisting before and after
1.2 大口径光纤板毛坯的制备工艺设计
大口径光纤倒像器是由成千上万根微米级的光学纤维平行规则排列后,经热熔压成型制备成光纤板毛坯,再经过外力扭转毛坯,使输入图像反转180°从输出端传出的一种光纤传像元器件。其中每一根光学纤维都是一个独立的信息传输单元,它是由高折射率的芯料玻璃和低折射率的皮层玻璃构成,光线能够按照全反射原理在光学纤维内部传播。根据纤维光学的理论和光的全反射定理可知[24-26],当一束光从光密介质入射到光疏介质的光滑分界面时,入射光与分界面法线的夹角大于或者等于临界角,入射的光束将全部反射光密介质中。光线在每一次全反射时,在芯皮的界面都存在着光的渗透现象,皮层玻璃的厚度满足下式时才能使得光学纤维理想传光:
式中:Y为扭后拉伸变形的光学纤维丝的皮层厚度;H为有效扭区宽度(即实际扭区宽度);R为光纤倒像器有效区半径;λ为入射光波长。我们将R/H定义为径宽比,径宽比越大,光学纤维的拉伸量越大;径宽比越小,光学纤维的拉伸量越小。
从(1)式可以看出,有效扭区宽度H越小,光学纤维皮层所需厚度就越厚,为了获得高分辨率的大口径光纤倒像器,我们设计扭转变形区域的宽度H在40 mm~45 mm 之间,有效区直径为Φ40 mm~Φ42 mm,芯/皮面积比控制在60/40,皮层玻璃管的厚度控制在4.3 mm~4.5 mm,这样制备出的大口径光纤倒像器能够满足传像要求的各项技术指标。继续增加皮层玻璃管厚度不仅会增加玻璃管的成型难度,也会使无效光通量增加,降低了大口径光纤倒像器的透过率和对比度。
1.3 大口径光纤倒像器的扭转成型工艺设计
大口径光纤倒像器的扭转成型工艺是将热熔压成型后的光纤板经过滚圆、切割、端面磨抛、开槽等冷加工工序制备成两端为六方柱中间为圆柱形的毛坯(图4所示为制备大口径光纤倒像器的扭转成型用六方毛坯示意图),然后将毛坯放入扭转成型炉,采用刚性夹具夹持毛坯两端六方柱侧面,加热毛坯中间圆柱部位使其受热达到玻璃的软化温度,然后对刚性夹具施加一定扭矩,使毛坯扭转180°。
图4 制备大口径光纤倒像器的扭转成型用六方毛坯示意图Fig.4 Schematic of hexagonal blank of twisting operation for optical fiber image inverters with large aperture
大口径光纤倒像器选取的毛坯直径为60 mm、高度为60 mm,其成品的扭区需要控制在40 mm~45 mm 之间,这就要求所用的加热炉的加热温区小于45 mm,该区域的温度场要力求均匀,并且加热区与其相邻区域间的温度梯度要大,同时保证处于直区的纤维温度不会因为温差过大而炸裂。常规的扭转成型设备[27]采用静态挂重扭转和单一加热源的方式,使得毛坯在扭转成型过程中上下左右受热不均,且光学纤维拉伸变形使得扭区角度分布极不均匀,扭转角度过度集中于扭区的中间位置,导致无法扭转制备出合格产品。
2 实验
2.1 大口径光纤倒像器的制备过程
如图5所示为大口径光纤倒像器的制备工艺流程图[28-31]。为满足产品性能指标要求,本文采用旋转差速扭转成型工艺和双炉加热系统相结合来制备大口径光纤倒像器[32]。

图5 大口径光纤倒像器的制备工艺流程图Fig.5 Flow chart of preparation technology of optical fiber image inverters with large aperture
1)采用旋转差速扭转成型工艺。在扭转成型炉升温加热过程中,毛坯通过装夹在旋转轴上的扭转杆卡具的夹持沿旋转轴旋转,保证光纤板毛坯均匀受热,不会因为受热不均或者温差过大而产生应力,有效避免了大尺寸光纤倒像器因受热不均或温差过大而产生的炸裂问题。当光纤板毛坯中间受热部位达到扭转成型温度时,通过设置左右扭转杆不同的旋转速度达到差速的目的,从而实现光纤板毛坯的180°扭转成型。
2)采用双炉加热系统。如图6所示,炉内设置2 个以串联方式连接的环形加热体,加热体采用电阻丝加热,该设计通过优化扭区的温度场分布,提升扭区光学纤维的变形均匀性,进而改善光纤倒像器边缘透过率和提高边缘分辨率。
图6 旋转差速扭转成型和双炉加热系统设计示意图Fig.6 Schematic of double furnace heating design and twisting operation with rotation differential velocity
通过旋转差速扭转成型工艺和双炉加热系统设计来扭转大口径光纤倒像器毛坯,使得大口径光纤倒像器的制备难点得以突破,制备出符合技术指标要求的大口径光纤倒像器。
2.2 大口径光纤倒像器分辨率测试
将制备的大口径光纤倒像器加工成成品,通过美军标1951 USAF 分辨率标准测试卡进行分辨率测试。图7所示为采用常规加热系统制备的大口径光纤倒像器分辨率测试结果。图8所示为采用旋转差速扭转成型工艺和双炉加热系统设计后制备的分辨率测试结果。
图7 大口径光纤倒像器分辨率降低现象和分辨率测试Fig.7 Resolution reduction and resolution tests of optical fiber image inverters with large aperture
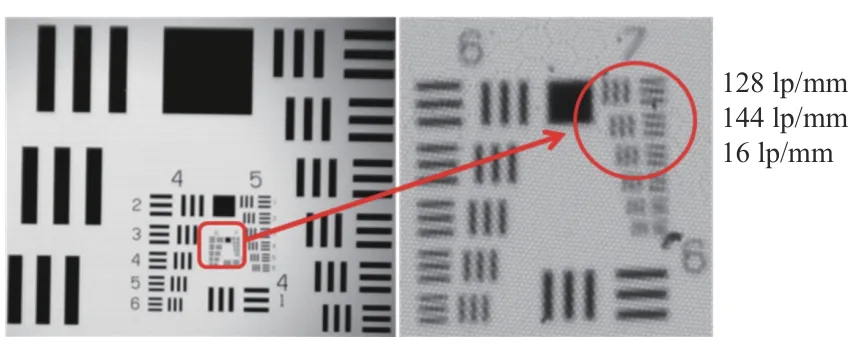
图8 采用旋转差速扭转和双炉设计后制备的大口径光纤倒像器分辨率测试Fig.8 Resolution tests of optical fiber image inverters with large aperture using rotation differential velocity twisting and double furnace design
2.3 大口径光纤倒像器切片角度测试
为了进一步验证大口径光纤倒像器制备工艺优化设计前后扭转区域的分布效果,我们通过光纤倒像器扭转成型区域的角度分布变化来量化表征扭转区域光学纤维的变形均匀性。将大口径光纤倒像器成品切割成3.0 mm±0.02 mm 厚度的薄片,并在投影仪上通过10 倍物镜分别测量所切割薄片的扭转角度。图9所示为大口径光纤倒像器的切片示意图。表2所示为大口径光纤倒像器的切片角度测试数据。图10所示为切片角度测试分布图。

图10 工艺优化前后的大口径光纤倒像器切片角度测试Fig.10 Angle test of slices of optical fiber image inverters with large aperture in process optimization before and after

表2 大口径光纤倒像器切片角度数据Table 2 Angle data of slices of optical fiber image inverters with large aperture

图9 大口径光纤倒像器切片示意图Fig.9 Schematic diagram of slices of optical fiber image inverters with large aperture
3 实验结果及分析
从图7 中可以看出,大口径光纤倒像器的边缘分辨率下降明显,测试结果显示,其在128 lp/mm、144 lp/mm、161 lp/mm 的分辨率测试出现“模糊不清”状态。由图8 的分辨率测试结果可以看出,采用双炉加热系统设计后制备的大口径光纤倒像器成品,其在128 lp/mm、144 lp/mm、161 lp/mm 的分辨率测试清晰可见,对大口径光纤倒像器的边缘分辨率改善效果非常明显。从图10中的大口径光纤倒像器切片角度测试也可以看出,采用差速扭转和双炉加热系统的工艺设计后,切片角度由原来的“尖峰”分布转变为扭区中间角度向两侧平缓下滑趋势,使得扭区的温度场分布更均匀。
为方便描述,将扭转角度与扭转角度所在的扭区宽度的比值定义为角度集中量,即每毫米扭转角度(°/mm),“理想状态”下的角度集中量在180°/45 mm~180°/42 mm 之间,即4.0°/mm~4.3°/mm的角度集中量,角度集中量越大,光学纤维的拉伸变形越不均匀。由测试结果看出,采用常规加热系统制备的大口径光纤倒像器成品,其扭区宽度为40.8 mm(2#~14#),中间20.40 mm 的区域内(6#~11#)的角度集中量为6.54°/mm,两侧边缘区域的角度集中量分别为0.87°/mm 和0.73°/mm,角度分布极不均匀,这是导致边缘分辨率下降的主要原因。采用差速扭转和双炉加热系统的工艺设计后,其扭区宽度为44.28 mm(1#~14#),中间20.42 mm 的区域内(5#~10#)的角度集中量为5.98°/mm,两侧边缘区域的角度集中量分别为1.19°/mm 和1.48°/mm,角度集中量也逐步向“理想状态”靠近,这是大口径光纤倒像器边缘分辨率改善的主要原因。
4 结论
本文研究了大口径光纤倒像器制备过程中遇到的一系列问题,分析了扭转成型过程中的制备难点,并对生产工艺进行了优化设计。通过旋转差速扭转和双炉加热系统设计,在满足大口径光纤倒像器性能指标参数的同时,能很好地拉宽扭转变形区域的纤维变形的均匀性,使得整个扭转区域光学纤维的变形趋于平缓而不发生锥变,使整个视场内的分辨率和透过率更加均匀,成功解决了大口径光纤倒像器的制备难题,使得大口径光纤倒像器的扭转角度过度集中问题得以缓解,分辨率下降问题得到明显改善。制备出了各项性能指标符合要求的产品并实现了批量供货,对大口径光纤倒像器的制备具有较大的指导意义。
猜你喜欢
小哥白尼(军事科学)(2022年2期)2022-05-25
小哥白尼(军事科学)(2022年1期)2022-04-26
中国医学影像技术(2020年11期)2021-01-04
铝加工(2020年3期)2020-12-13
中国现代医药杂志(2020年3期)2020-05-08
制造技术与机床(2019年9期)2019-09-10
中国生物医学工程学报(2019年6期)2019-07-16
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
人大建设(2017年9期)2017-02-03
