浅谈汽车空调管路接头泄漏分析与解决
2021-09-24 08:32黄伟雄
汽车与驾驶维修(维修版) 2021年9期
关键词:泄漏
黄伟雄
关键词:空调管路;泄漏;密封原理
0 引言
空调管路连接压缩机、冷凝器、蒸发器和膨胀阀四大空调系统部件,形成一个封闭的系统,制冷剂就在这一密闭系统内存储或循环流动。空调管路作为汽车空调的必要组成部分,其可靠性很大程度上决定了空调功能的正常发挥。统计表明,汽车空调因制冷剂泄漏引起的空调故障占全部故障的80.00% 左右[1]。接头泄漏是空调管路常见的失效模式之一。
1 某车型空调管路泄漏现状
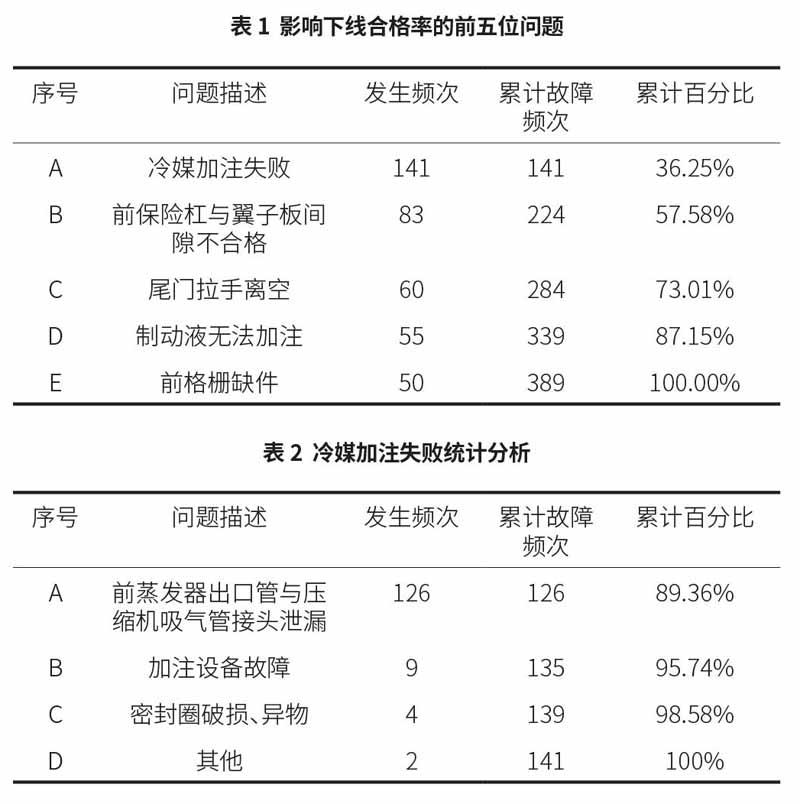
2019年12月,我司生产车间反馈某车型冷媒加注失败问题突出,严重影響一次下线合格率。统计当月影响下线质量前5 位问题,排在首位的就是冷媒加注失败(表1)。进一步统计发现,前蒸发器出口管与压缩机吸气管接头处泄漏占冷媒加注失败的89.36%(表2)。
2 管路接头密封原理
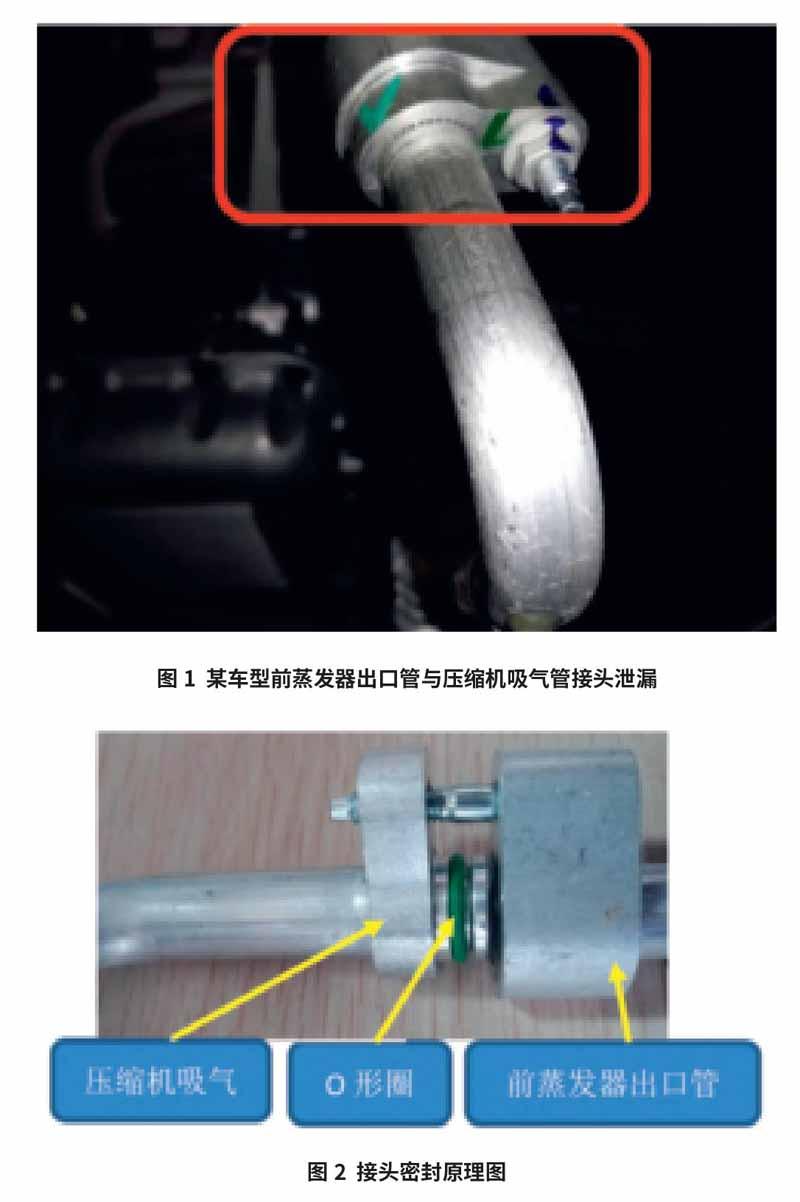
泄漏处于前蒸发器出口管与压缩机吸气管连接位置(图1),该接头采用密封圈径向密封方式,主要依靠密封圈挤压变形起密封作用。其密封效果主要受压缩机吸气管沟槽尺寸和密封尺寸、O 形密封圈线径与内径、前蒸发器出口管压板内径、密封面的平整度以及装配等因素影响(图2)。
3 泄漏原因分析
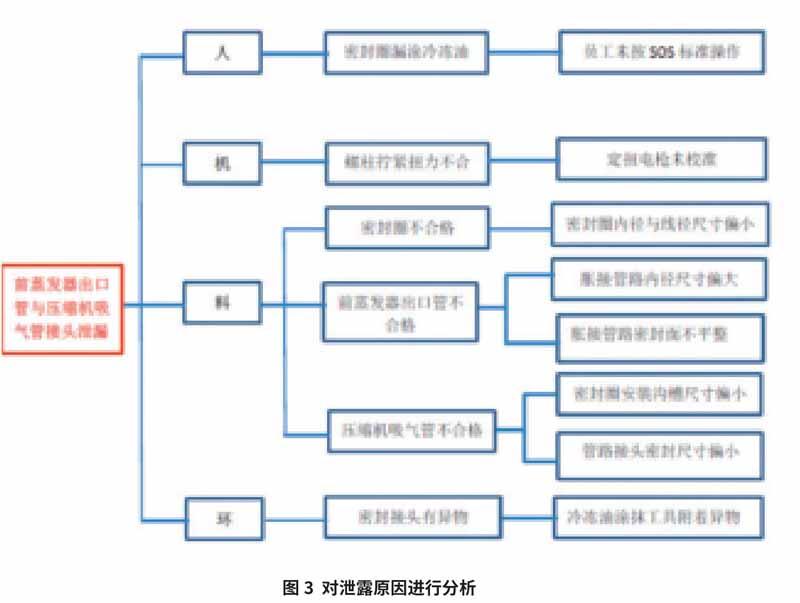
根据前蒸发器出口管与压缩机吸气管接头密封原理分析,采用树状图对该接头泄漏问题从人、机、料、法、环等方面进行全面分析(图3)。
3.1 员工未按SOS标准操作
现场对空调管路泄漏故障车检查,确认接头密封圈表面涂有冷冻油。经过现场验证,员工能够按照SOS标准作业指导书操作,密封圈表面正确涂抹冷冻油,但仍出现冷媒加注失败现象。判定该因素为非要因。
3.2 定扭电枪未校准
现场确认电扭枪校准有效期至2020 年10月31 日,在校准有效期内,且员工使用工具正确。此处螺栓拧紧标准扭矩为6.00 ~ 12.00 N·m,电扭枪的设定为9.00 N · m。随机测量10 辆故障车,复测扭矩在7.59 ~ 9.27 N · m,扭矩无问题。判定该因素为非要因。
3.3 密封圈内径与线径尺寸偏小
由于受密封圈特性限制,装配后的密封圈发生形变,尺寸会产生变化,无法准确判定装车前是否合格。因此决定随机抽查100 件未装车密封圈尺寸,然后选取部分投影检测合格密封圈进行装车跟踪验证。选取50 件线径投影尺寸为2.35 ~ 2.41 mm 的密封圈,正常装配在压缩机吸气管上后,做打钩标识。跟踪零件装车情况,下线依旧反馈有4 辆车冷媒加注失败。确认故障时,再返修强加冷媒,仍是从前蒸发器出口管与压缩机吸气管接头泄漏。由此排除密封圈不合格的影响。
3.4 胀接管路内径尺寸偏大
随机抽5 辆故障车的前蒸发器出口管,用游标卡尺测量胀接压板后管路内径尺寸,测量结果为18.32 ~ 18.38 mm,均符合标准18.30 ~ 18.40 mm。由此排除胀接管路内径尺寸偏大的影响。
3.5 胀接管路密封面不平整
该车型同时在柳州跟重庆两地生产,供应商的前蒸发器出口管与压缩机吸气管也分别在柳州工厂和重庆工厂生产,而重庆基地生产的该车型未发现前蒸发器出口管与压缩机吸气管接头泄漏问题。紧急切换一批重庆工厂生产的压缩机吸气管与前蒸发器出口管与柳州工厂交叉互换进行验证,问题锁定在柳州工厂生产的前蒸发器出口管。进一步对比前蒸器出口管,发现柳州工厂生产的前蒸发器出口管胀接压板管路内壁密封面凹凸不平。
为了验证凹凸不平为泄漏的要因,小组成员深入分析,初步判定柳州工厂生产的前蒸发器胀接压板管路内壁密封面凹凸不平问题,是受胀接模具影响,模具表面不平整导致胀接出来的管路内表面凹凸不平。于是在柳州工厂更换备用模具生产30 件进行装车跟踪验证,结果没有出现泄漏情况。判定胀接管路密封面不平整是导致前蒸发器出口管与压缩机吸气管接头泄漏的要因。
3.6 密封圈安装沟槽尺寸偏小
随机抽5 辆故障车压缩机吸气管,用游标卡尺测量压缩机吸气管密封圈安装沟槽尺寸,测量结果为14.46 ~ 14.54 mm,均符合标准14.45 ~ 14.55 mm。由此排除密封圈安装沟槽尺寸偏小的影响。
3.7 管路接头密封尺寸偏小
随机抽5 辆故障车压缩机吸气管,用游标卡尺测量压缩机吸气管密封尺寸,测量结果为18.16 ~ 18.24 mm 均符合标准18.10 ~ 18.25 mm。由此排除管路接头密封尺寸偏小的影响。
3.8 冷冻油涂抹工具附着异物
现场调查底盘压缩机吸气管与前蒸发器出口管接头装配工位,确认冷冻油涂抹工具表面无异物、脱毛等情况,涂抹工具不使用时有保护套保护。排除冷冻油涂抹工具附着异物的影响。通过对以上8 个末端因素逐一排查确认,最终锁定导致泄露的原因为:胀接管密封面不平整(图4)。
4 整改措施
经调查分析,前蒸发器出口管管路密封面不平整是由于模具表面受损,不平整所导致。因此小组制定如下措施。
改进措施:按照模具图纸,重新加工胀接模具,经测量、验证合格后入库。
跟踪验证:生产2 个批次共300 件前蒸发器出口管,100%观察内壁密封面,均无不平整现象。
措施实施后对实施效果进行跟踪,冷媒加注失败故障率由改善前的每月12.9% 降低到每月1.86%,改善效果明显(图5)。
5 结束语
本文从国内某车型空调管路接头泄漏案例出发,结合空调管路接头密封原理,从人机料法环全面分析,找到了泄漏的真因,解决了该车型冷媒加注失败的问题。同时本案例也为后续空调管路质量开发及过程管控提供了宝贵的经验。
猜你喜欢
科技创新与应用(2017年3期)2017-02-18
价值工程(2017年2期)2017-02-06
课程教育研究·学法教法研究(2016年22期)2016-10-31
科技视界(2016年21期)2016-10-17
科教导刊·电子版(2016年15期)2016-06-25
科技视界(2016年9期)2016-04-26