大型冲压生产线安装调试流程
2021-09-26 07:50黄玉敏别大勇李坤义广汽乘用车有限公司
锻造与冲压 2021年18期
文/黄玉敏,别大勇,李坤义·广汽乘用车有限公司
汽车覆盖件通过大型冲压生产线实现制造生产,在新建厂房及导入大型冲压生产线设备时,为了保证汽车覆盖件生产质量,探讨设备安装调试流程,对保证设备安装质量,降低设备安装不良因素对生产汽车覆盖零件品质影响,具有重要意义。
冲压生产线介绍
图1 为某4 序冲压生产线布局图,冲压线设备包含4 序压力机、自动化设备(上下料机器人、搬运机器人、拆垛小车、对中装置、线首输送皮带、线末皮带)、清洗机及全封闭结构。冲压线中的压力机是冲压工序的核心设备,单机自重在700 吨以上,整机地面以上高度为10 ~12m,地面以下安装深度6.5m,设备构造复杂,4 序冲压生产线标准安装调试周期6 个月。
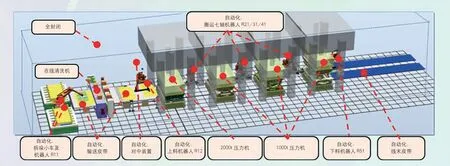
图1 某4 序冲压生产线布局图
安装运输要求
以4 序冲压线为例,运输货物共需要80 余车次,根据现场安装进度陆续到货,持续到货约3 个月时间,其中,大型构件运输难度大,周期更长。
运输车辆及装车要求
⑴运输车辆牵引车头采用3 轴形式,牵引马力在430 马力以上。
⑵用4 个5t 手拉葫芦锁紧固定大件吊点。
⑶用高度300mm 的枕木在构件底部进行铺垫。
⑷采用油布进行覆盖防雨,并加网紧固。
⑸确认运输车辆轴载荷小于限制吨位。
厂区内运输要求
⑴厂区门口至车间门口:以最长、最重的车辆为基准,厂内道路的限高、路面承重能力、路口转弯半径要求参考表1,同时要考虑与产品车、物流车的干涉情况,以此选择厂内行驶路线。

表1 厂内道路的限高、路面承重能力、路口转弯半径要求
⑵车间门口至卸货点:以最长最重车辆为基准,车间内线高、地面承重能力、车间内转弯半径要求参考表2,同时考虑与其他安装工具、车间设施的干涉情况,以此制定车间内行驶路线。

表2 车间内线高、地面承重能力、车间内转弯半径要求
吊装设备要求
⑴液压龙门吊:最大吊重320t,主要用于吊装压力机大件(横梁、滑块、底座等),优点是举升重量大、多点吊运、运输平稳。
⑵汽车吊:最大吊重100t, 主要用于压力机拉紧螺栓及立柱的安装,使用灵活。
⑶通用桥式起重机:最大吊重40t, 主要用于压力机小件及辅件、搬运机器人、清洗机的吊装,使用方便,吊装效率高。
安装调试要求
⑴冲压线安装技术图纸准备,如冲压车间工艺布局图、冲压线设备基础图、冲压一次侧电气图、给排水、压缩空气连接系统图,冲压施工平面图。
⑵核算安装调试使用面积,满足安装货物存放要求。
⑶建立安装调试组织架构,标明架构组织关系、人员姓名、联系电话、相应职责。
⑷项目进度管理。
1)与设备厂家共同编制设备安装调试整体计划。
2)根据施工进度,分阶段制定详细施工计划,包括每日工作内容、要员、安全要点等。
3)每日施工内容采用看板目视化管理,下班前确认当天实际情况,并安排第二天的施工计划。
⑸冲压线安装调试步骤。
1)画出冲压线整线压力机的左右中心线,以及每一台压力机的前后中心线,如图2 所示。划线基础见表3。
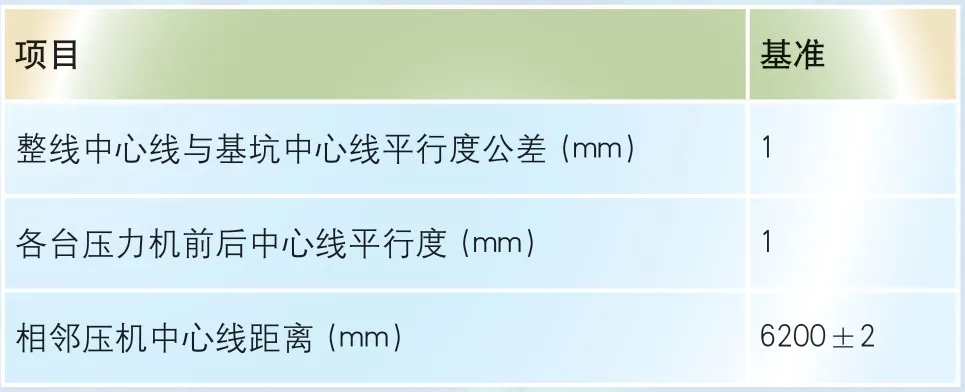
表3 划线基础
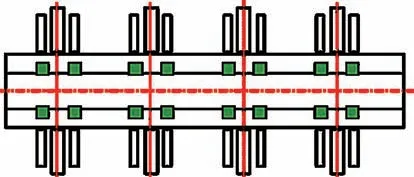
图2 冲压基坑划线示意图
2)1#~4#压力机预埋安装及二次灌浆养护(图3),液压龙门吊进厂及安装,底座以下部件(油箱、液压垫等)吊放,底座吊装,废料斗及工作台安装,滑块、立柱及拉紧螺栓安装,导柱导套、平衡器安装,横梁安装,液压龙门吊拆卸,主传动、主电机、离合器制动器安装,电气连接,自动化(上下料机器人、搬运机器人、拆垛小车、对中装置、线首输送皮带、线末皮带)安装,清洗机安装,通电通水通气调试,单动调试,联动调试,精度测量,调试完成交付。
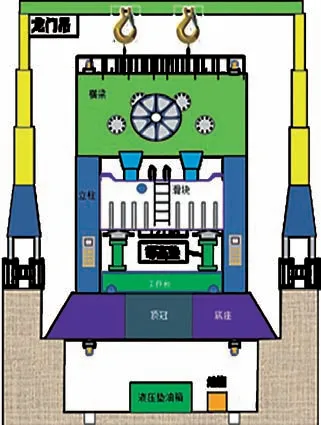
图3 压力机安装示意图
⑹冲压生产线在机械安装、电气安装、单动调试、联动调试等阶段实施翻牌看板管理,保证过程安装质量。
结束语
⑴通过高效的大型冲压生产线安装调试流程管理,保证设备安装质量及精度要求,提升冲压零件产品质量。
⑵明确的大型冲压生产安装调试流程,保证各个基地冲压车间的设备安装质量一致性,保证冲压零件生产的稳定性。

尉迟恭的夫人黑素梅使用的流星锤,是历史演义小说中最为著名的。
猜你喜欢
锻压装备与制造技术(2022年4期)2022-09-14
汽车实用技术(2022年11期)2022-06-20
锻压装备与制造技术(2022年2期)2022-05-11
机电信息(2022年9期)2022-05-07
电子乐园·下旬刊(2021年2期)2021-11-01
科技视界(2016年26期)2016-12-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年9期)2016-04-26
女友·家园(2016年2期)2016-02-29
中国科技纵横(2015年4期)2015-04-14