T91/15-15Ti异材焊接接头微观组织和力学性能研究
2021-10-09 09:58李峻宏苏喜平任媛媛杜爱兵
原子能科学技术 2021年10期
李峻宏,苏喜平,冯 伟,任媛媛,杜爱兵
(中国原子能科学研究院 反应堆工程技术研究部,北京 102413)
第4代核能系统具有固有安全性,是解决核能可持续发展问题的关键环节[1]。第4代核能系统国际论坛提出了6种堆型[2],我国在钠冷快堆、铅冷快堆和ADS等领域开展了系列基础和应用研究工作[3-5]。材料是影响第4代核能发展的瓶颈问题[6],中子辐照[7]、冷却剂和裂变产物腐蚀[8]所引起的材料物理和力学性能退化是材料研究的关键基础科学问题之一。在诸多核用候选结构材料中,9-12%Cr铁素体/马氏体钢具有高导热率、低热膨胀系数、优异抗辐照性能以及与冷却剂的良好兼容性[9-12],是高燃耗钠冷快堆首选外套管材料[13],也是铅铋快堆和ADS包壳管首选材料[14]。奥氏体不锈钢15-15Ti具有优良的高温力学性能,Ti的加入降低了材料辐照肿胀[15],增加了高温蠕变强度[16],是钠冷快堆包壳的首选材料和铅铋快堆包壳的候选材料。
包壳管和外套管是快堆组件结构的重要组成部分,由于T91和15-15Ti两种材料化学成分和物理性能存在较大差异,异材焊接接头显微组织呈独特性,其力学性能研究和报道相对较少。本文从材料应用出发,研究T91/15-15Ti异材焊接接头微观组织特征及力学性能变化规律,为T91和15-15Ti异材焊接参数选用和材料应用提供实验数据。
1 材料和实验方法
采用真空感应冶炼T91和15-15Ti,其主要化学成分列于表1。厚度3.5 mm的T91板材经1 050 ℃/15 min正火和760 ℃/1.5 h回火处理,厚度3.5 mm的15-15Ti板材经1 100 ℃/30 min固溶处理。热处理均采用空冷方式冷却至室温。板材表面精磨去除氧化皮,轿直后厚度抛光修磨至3.2 mm。

表1 焊接用板材主要化学成分Table 1 Main chemical composition of welding plate
采用钨极氩弧焊对T91和15-15Ti试板进行无坡口对接单道焊,焊接电流145~148 A,焊接电压13~14 V,板焊接速度0.09 m/min。保护气体为99.999%纯氩,上部保护气流速15 L/min,下部保护气流速25 L/min。焊后热处理工艺为760 ℃/1 h,随炉冷却至300 ℃后空冷。
根据GB/T 2651—2008加工焊接接头室温拉伸试样,GB/T 228.2—2015加工焊接接头高温拉伸试样。采用显微硬度计分析焊接接头硬度分布,加载力为1 kg,加载时间为15 s。焊接接头经机械磨制和抛光后,采用苦味酸水溶液化学蚀刻和显示T91侧金相组织,硝酸水溶液电解蚀刻15-15Ti侧金相组织。采用金相(OM)、扫描电镜(SEM)和能谱分析对焊接接头典型区域开展分析。
2 结果分析与讨论
2.1 焊接接头组织分析
图1为T91/15-15Ti异材焊接接头T91侧的焊接热影响区组织全貌,图2为T91侧焊接热影响区(焊态)各区组织形貌OM像。根据图2所示各区焊态组织特征,T91焊接热影响区包含完全相变区、不完全相变区及母材。完全相变区由过热区和细晶区组成,为全马氏体板条组织。不完全相变区由马氏体和回火马氏体混合而成,是完全相变区的淬火马氏体随焊接温度梯度变化而逐渐趋于母材的回火马氏体组织。母材呈现含有碳化物的回火马氏体组织。经760 ℃焊后热处理(PWHT),发生高温淬火的马氏体析出碳化物,如图3a~c所示,呈现回火马氏体组织形貌。图3d所示母材组织形貌与图2d保持一致,这表明焊后热处理对T91钢母材组织影响不大,符合9-12%Cr耐热钢相变基本规律。

图1 T91/15-15Ti异材焊接接头 T91侧焊接组织OM像Fig.1 OM microstructure of T91 in T91/15-15Ti dissimilar steels welded joint

a——过热区;b——细晶区;c——不完全相变区;d——母材图2 T91侧焊接热影响区(焊态)组织形貌OM像Fig.2 OM microstructure of T91 joints in welded condition
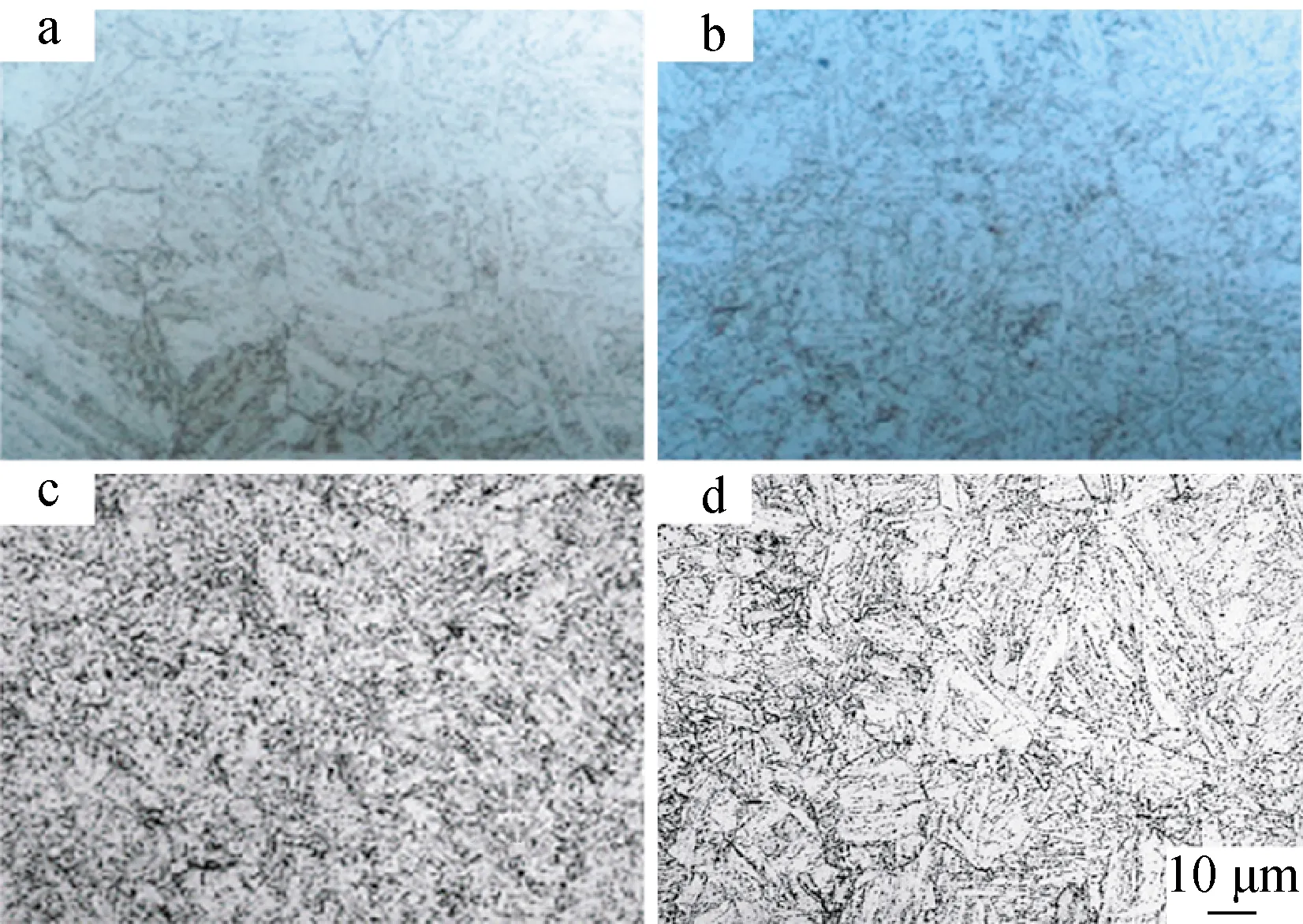
a——过热区;b——细晶区;c——不完全相变区;d——母材图3 T91侧焊接热影响区(热处理态)组织形貌OM像Fig.3 OM microstructure of T91 joints in post-weld heat treatment (PWHT) condition
对焊后热处理态T91/15-15Ti异材焊接接头横截面Fe、Ni、Cr元素进行分析,含量分布如图4所示。T91侧分析接头15-15Ti熔化量为23.9%,可看出,T91侧热影响区无明显浓度梯度,在贴近熔合线的焊缝区域存在1 mm宽浓度梯度;对于15-15Ti侧,热影响区存在约0.5 mm宽浓度梯度,而贴近熔合线的焊缝区域则几乎无浓度梯度。由于该接头15-15Ti熔化量较小,因而组织较均匀,焊缝金属成分无周期性波动。

图4 T91/15-15Ti异材焊接接头(热处理态)横截面Fe、Ni、Cr分布Fig.4 Fe, Ni and Cr distributions in T91/15-15Ti dissimilar steels welded joints after PWHT
2.2 焊接接头硬度分布
焊态和焊后热处理态的T91/15-15Ti异材焊接接头硬度分布如图5所示。从图5a可看出,T91侧热影响区显著高于母材,产生明显的硬化现象。过热区和细晶区组成的完全正火区硬度达到450HV1.0以上,尤以细晶区硬度最高,可达482HV1.0。焊缝金属区硬度基本稳定在400HV1.0,较完全正火区有所降低。在不完全相变区,显微硬度呈梯度变化规律,这与该区域在焊接过程中的热循环和温度变化密切相关。通过图1和图5a对比分析可看出,T91侧热影响区宽度为5.5~6.0 mm。相对而言,15-15Ti侧的硬度变化较小,波动幅度约为20HV1.0,这与奥氏体钢焊接过程中仅发生晶粒粗化而不发生马氏体相变有关。伴随着焊接温度变化,近焊缝区发生奥氏体晶粒粗化,是该区域硬度下降的主要原因[17]。从图5a可得出,15-15Ti侧热影响区宽度为3.5 mm,远小于T91所在的一侧。
从图5b可看出,PWHT降低了T91焊接热影响区显微硬度,对15-15Ti焊接热影响区无影响。T91完全正火区和焊缝区硬度降至350HV1.0以下。这表明,PWHT改善了焊接接头组织,使得焊后形成的马氏体中过饱和的碳元素析出,沿马氏体板条和晶界形成碳化物,进而降低了显微硬度,改善了焊接接头区域硬度分布均匀性[18]。

图5 T91/15-15Ti异材焊接接头焊态(a)及热处理态(b)硬度分布Fig.5 Microhardness of T91/15-15Ti dissimilar steels welded joints in welded (a) and PWHT (b) conditions
2.3 焊接接头拉伸性能
焊态和焊后热处理态的T91/15-15Ti异材焊接接头在室温、400、500、550和600 ℃下的拉伸性能如图6所示。从图6a可看出,焊态和PWHT态焊接接头屈服强度随拉伸温度增加而减小。焊态接头高温抗拉强度在500 ℃出现极值,而PWHT态焊接接头高温抗拉强度随温度的增加而减小。从图6b可看出,焊接接头延伸率均在500 ℃出现极值,继续提高拉伸温度使拉伸塑性趋于降低。从图6b也可看出,PWHT有助于改善异材焊接接头的拉伸塑性。
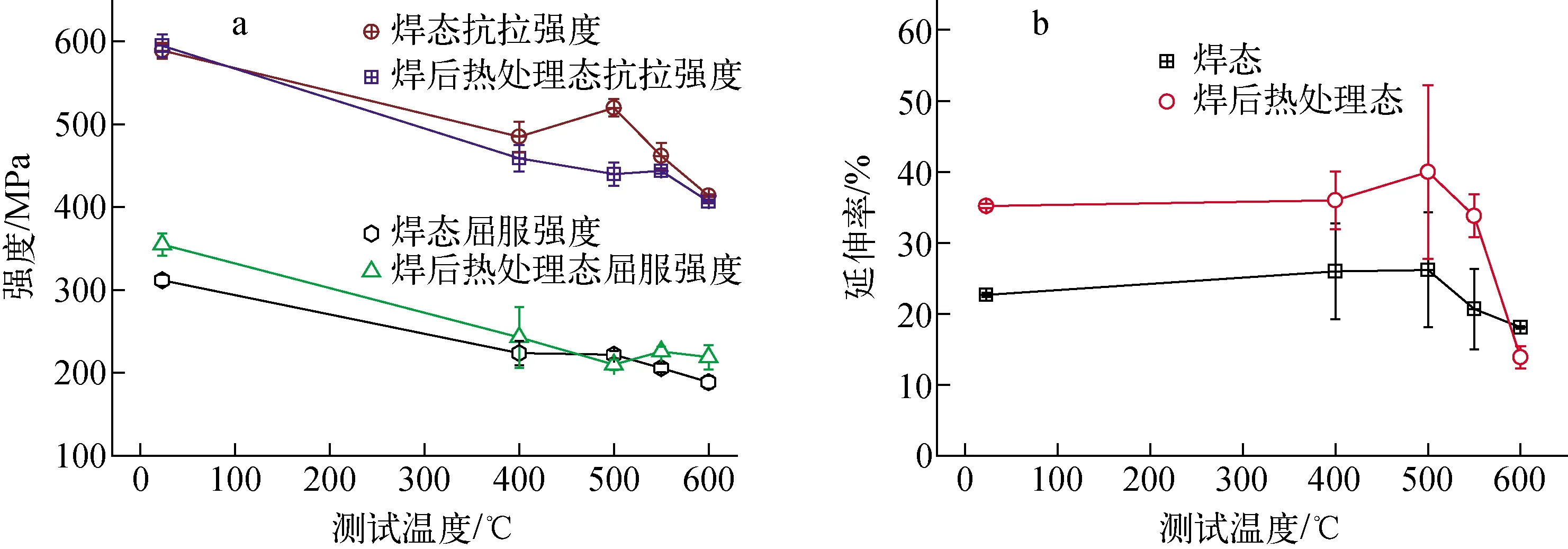
图6 异材焊接接头强度和延伸率Fig.6 Strength and elongation of dissimilar steels welded joint
拉伸断裂行为分析显示,两种状态的异材焊接接头在室温、400、500和550 ℃拉伸后断裂部位主要位于15-15Ti侧的热影响区或15-15Ti母材,这表明室温~550 ℃范围内焊接接头的薄弱环节为15-15Ti钢。550 ℃断裂随机分布在15-15Ti和T91侧,这表明550 ℃是T91与15-15Ti的等强温度点。进一步提高拉伸温度至600 ℃,断裂部位主要分布在T91侧,表明此温度下T91为薄弱环节。基于图6拉伸数据和断裂位置的分析可以判断,T91在550 ℃以下温度范围内具有较高的强度和塑性,适宜在550 ℃下使用;当使用温度高于550 ℃时,应选用15-15Ti。第4代核电系统燃料组件温度分布不均匀,从上述分析也可看出,服役温度较高的包壳管材料应采用与15-15Ti相近的奥氏体钢进行焊接,而服役温度较低的外套管则可选用异材焊接。综合应用这两类耐热钢在组织、硬度和拉伸性能方面的优势,可满足堆芯燃料组件长期服役的需求。
采用SEM分析了T91/15-15Ti焊接接头拉伸断口的形貌。室温~500 ℃范围内断裂发生在15-15Ti侧,其良好的塑性保证了断口呈现韧性断裂特征。在550~600 ℃,断裂发生在T91的不完全相变区,呈现混合断裂形貌,以韧性断裂为主,如图7所示。
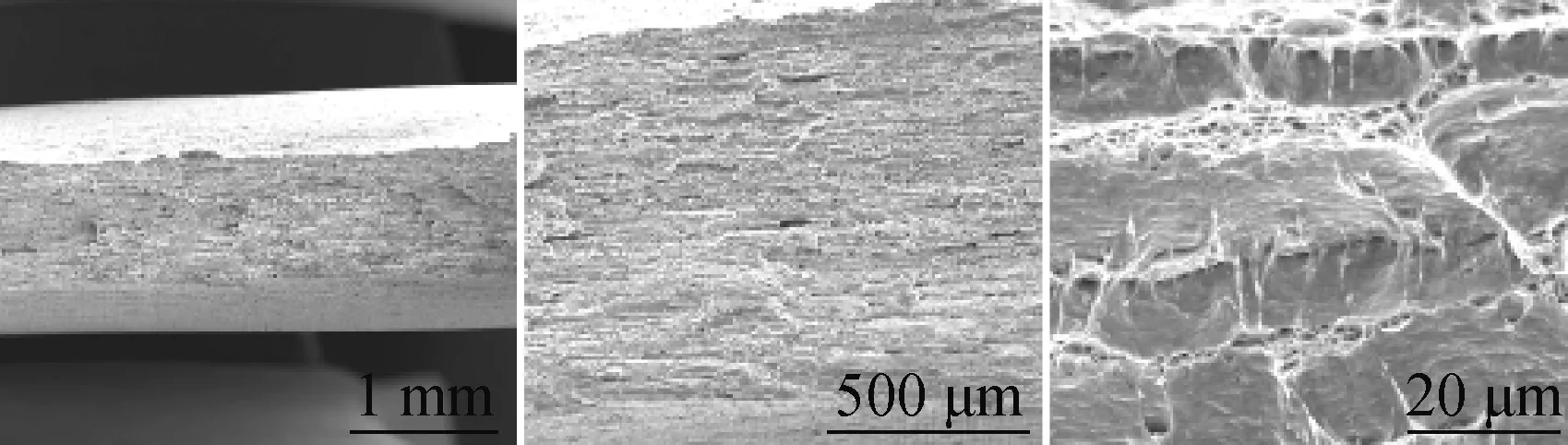
图7 T91/15-15Ti异材焊接接头 600 ℃拉伸断口形貌Fig.7 SEM morphology of tensile fracture of T91/15-15Ti dissimilar steels welded joints tested at 600 ℃
3 结论
T91和15-15Ti属于合金化程度较高的钢种,其焊缝组织较复杂。通过金相显微镜、扫描电镜及能谱仪等表征手段,分析了T91和15-15Ti焊接接头的微观组织,并对焊接接头显微硬度和拉伸性能进行实验研究,得出如下结论。
1) 焊态的焊接接头T91侧由母材、热影响区和焊缝金属组成,其中热影响区由过热区、细晶区和不完全相变区组成。过热区和细晶区由板条马氏体构成,属于完全相变区。15-15Ti侧由母材、热影响区和焊缝金属组成,母材和热影响区均为等轴晶,热影响区晶粒尺寸大于母材,是引起显微硬度变化的主要因素。PWHT处理后,T91侧形成回火马氏体组织,而15-15Ti侧组织未发生变化。
2) 焊态的焊接接头T91侧显微硬度显著增加,其中细晶区硬度达到482HV1.0,15-15Ti侧室温硬度变化较小,热影响区硬度略低于母材。PWHT后,T91侧热影响区及焊缝硬度降至350HV1.0以下;15-15Ti侧硬度未发生变化,与焊态保持在同一水平。
3) 拉伸性能测试显示焊态和PWHT态焊接接头拉伸强度变化相对较小,而PWHT有助于改善拉伸塑性。焊态时,室温~500 ℃下的拉伸断裂位于15-15Ti热影响区或母材;550 ℃时,T91和15-15Ti强度相当,断裂位置在两侧随机分布;600 ℃下的断裂位置分布在T91侧。PWHT后,室温~550 ℃的拉伸断裂位于15-15Ti侧,600 ℃时断裂于T91侧的不完全相变区。
4) 通过对T91/15-15Ti异材焊接接头微观组织和显微硬度、拉伸性能的实验研究,综合两类耐热钢在组织、硬度和拉伸性能方面的优势,在钠冷或铅铋快堆工程应用中,对于服役温度较高的包壳管应采用与15-15Ti相近的奥氏体钢进行焊接,而对于服役温度较低的外套管,则可选用T91和15-15Ti进行异材焊接,以满足堆芯组件长期服役的要求。
猜你喜欢
山东冶金(2022年1期)2022-04-19
军民两用技术与产品(2021年8期)2021-11-24
装备制造技术(2020年1期)2020-12-25
模具制造(2019年10期)2020-01-06
热处理技术与装备(2019年4期)2019-09-13
制造技术与机床(2019年4期)2019-04-04
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年7期)2016-02-27